
压制硬化的激光焊接钢部件及其生产方法.pdf

努力****向丝


1/10

2/10
3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共38页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于生产压制硬化的激光焊接钢部件的方法和压制硬化的激光焊接钢部件.pdf
用于生产部件的方法,包括:提供第一预涂覆板(1)和第二预涂覆板(2),对第一预涂覆板(1)和第二预涂覆板进行对接焊以获得坯件(15),将坯件(15)加热至比焊接接头(22)的完全奥氏体化温度低至少10℃并且比最低温度T

压制硬化的激光焊接钢部件及其生产方法.pdf
提供了一种用于生产压制硬化的激光焊接钢部件的方法以及由此获得的压制硬化的激光焊接钢部件。该方法包括:提供第一预涂覆板(1)和第二预涂覆板(2)并且其中至少一者的钢基体由锰‑硼钢制成,对第一和第二预涂覆板进行对接焊以获得坯件(15),将坯件加热至比焊接接头(22)的完全奥氏体化温度低至少10℃并且比最低温度T

压制硬化的激光焊接钢部件.pdf
提供了一种压制硬化的激光焊接钢部件,该部件包括第一和第二涂覆钢部件部分并且其中至少一者在其至少一个主面上具有包含至少30重量%的铝的含铝涂层,第一和第二涂覆钢部件部分通过焊接接头(22)接合,焊接接头的铝含量为0.5重量%至1.25重量%,并且焊接接头的微观结构包含马氏体和/或贝氏体,以及亚温铁素体的分数(α
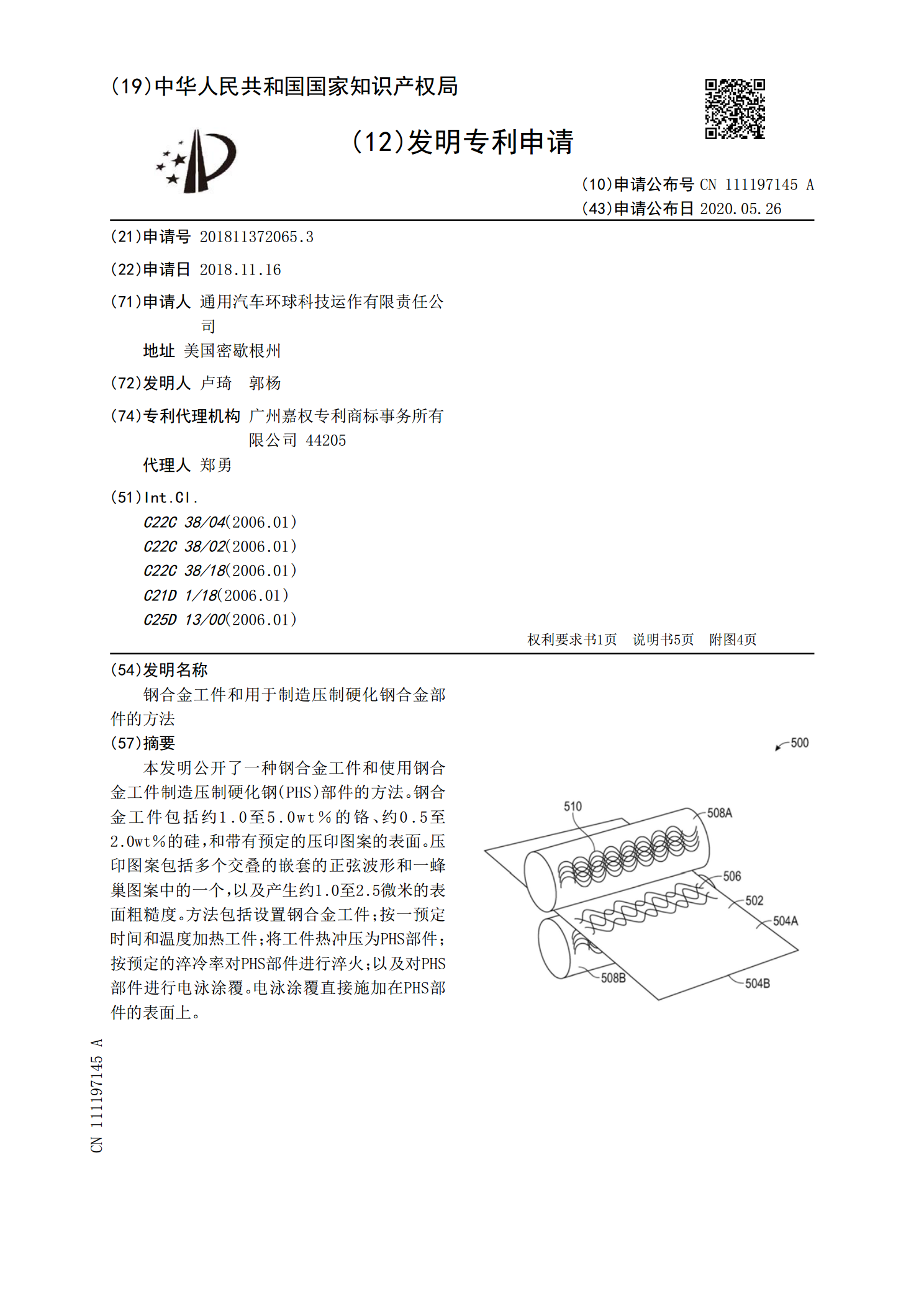
钢合金工件和用于制造压制硬化钢合金部件的方法.pdf
本发明公开了一种钢合金工件和使用钢合金工件制造压制硬化钢(PHS)部件的方法。钢合金工件包括约1.0至5.0wt%的铬、约0.5至2.0wt%的硅,和带有预定的压印图案的表面。压印图案包括多个交叠的嵌套的正弦波形和一蜂巢图案中的一个,以及产生约1.0至2.5微米的表面粗糙度。方法包括设置钢合金工件;按一预定时间和温度加热工件;将工件热冲压为PHS部件;按预定的淬冷率对PHS部件进行淬火;以及对PHS部件进行电泳涂覆。电泳涂覆直接施加在PHS部件的表面上。
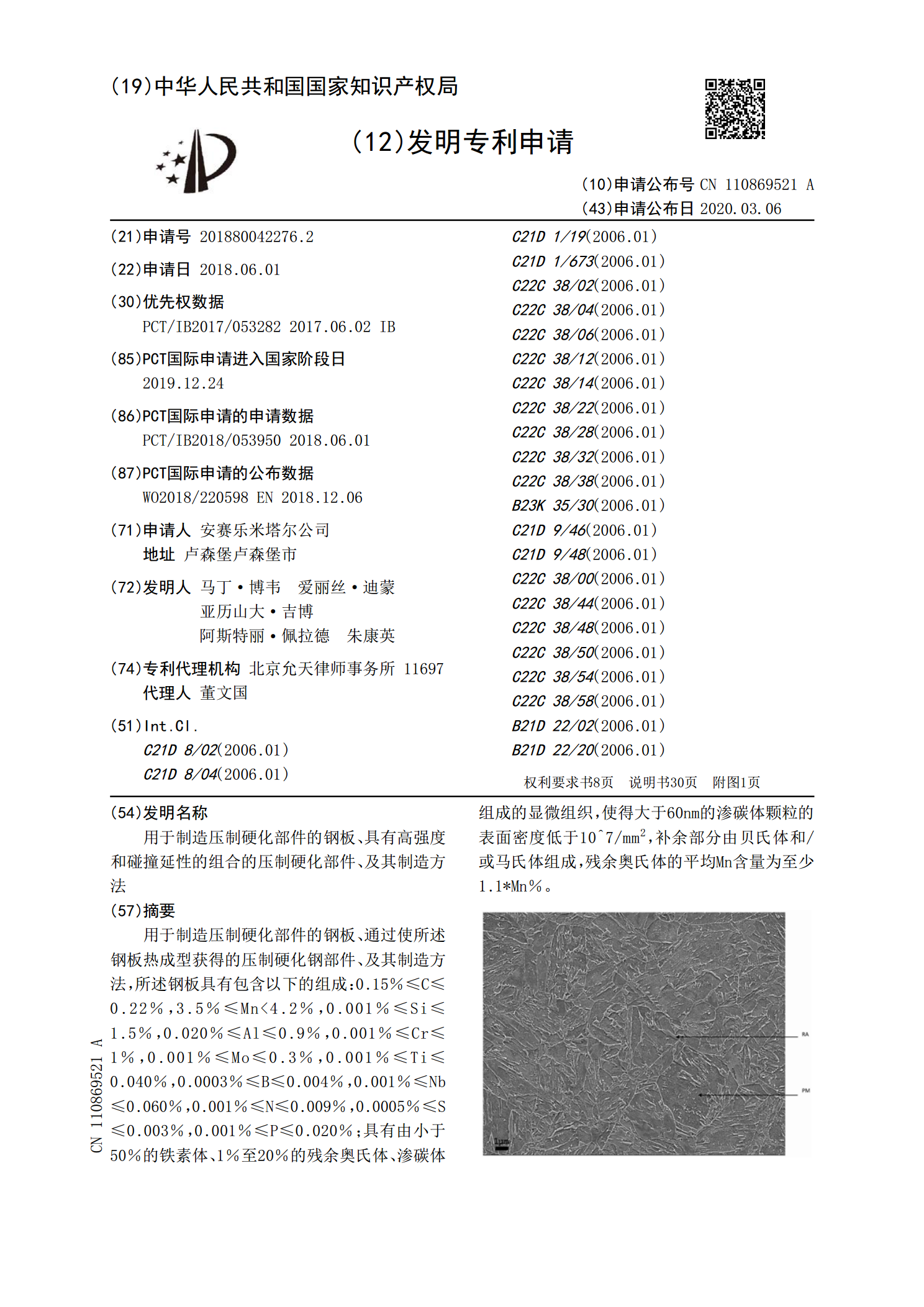
用于制造压制硬化部件的钢板、具有高强度和碰撞延性的组合的压制硬化部件、及其制造方法.pdf
用于制造压制硬化部件的钢板、通过使所述钢板热成型获得的压制硬化钢部件、及其制造方法,所述钢板具有包含以下的组成:0.15%≤C≤0.22%,3.5%≤Mn