
具有PVC包覆层的木塑型材的成型方法及其挤出模具.pdf

元枫****文章

1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

具有PVC包覆层的木塑型材的成型方法及其挤出模具.pdf
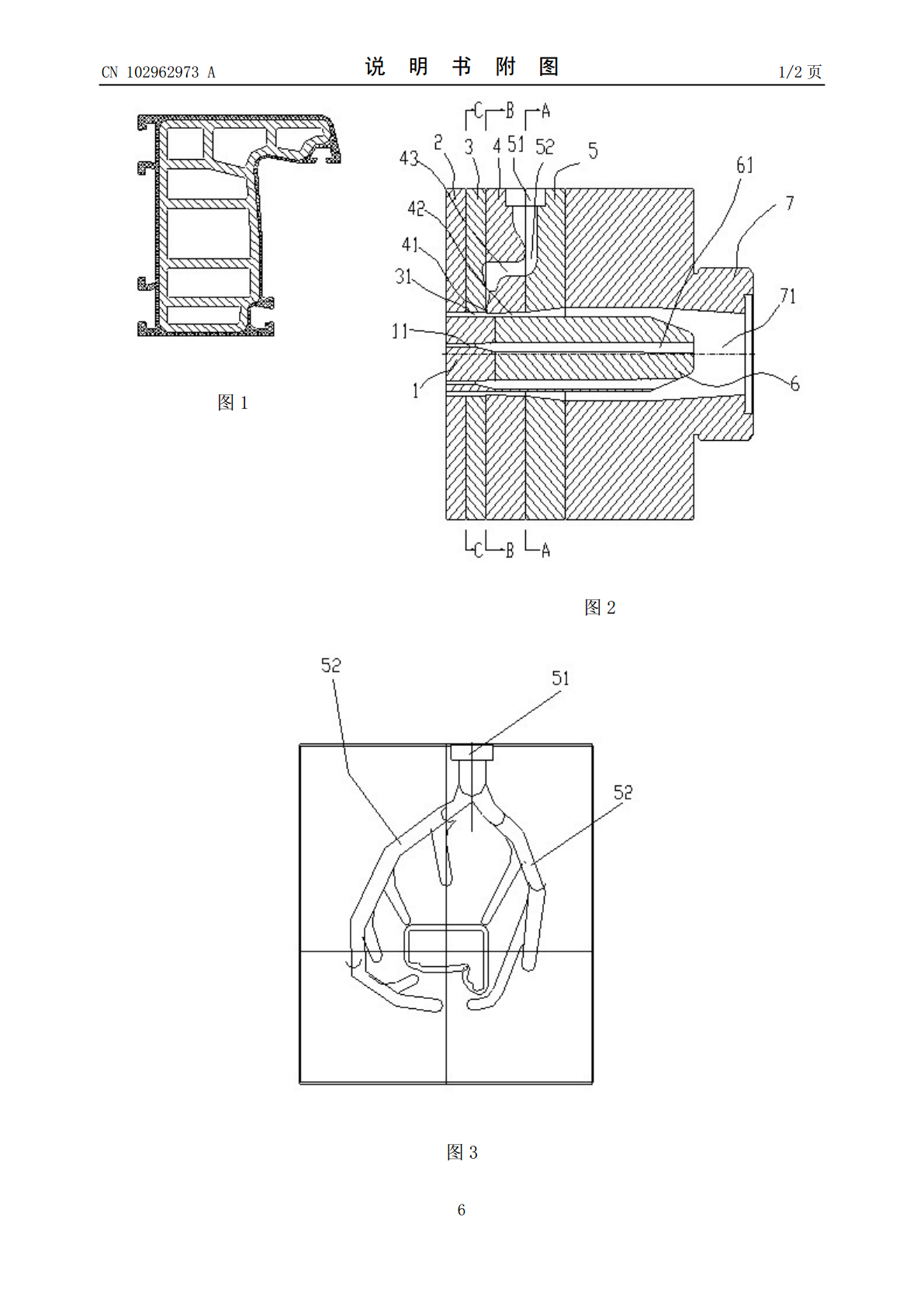
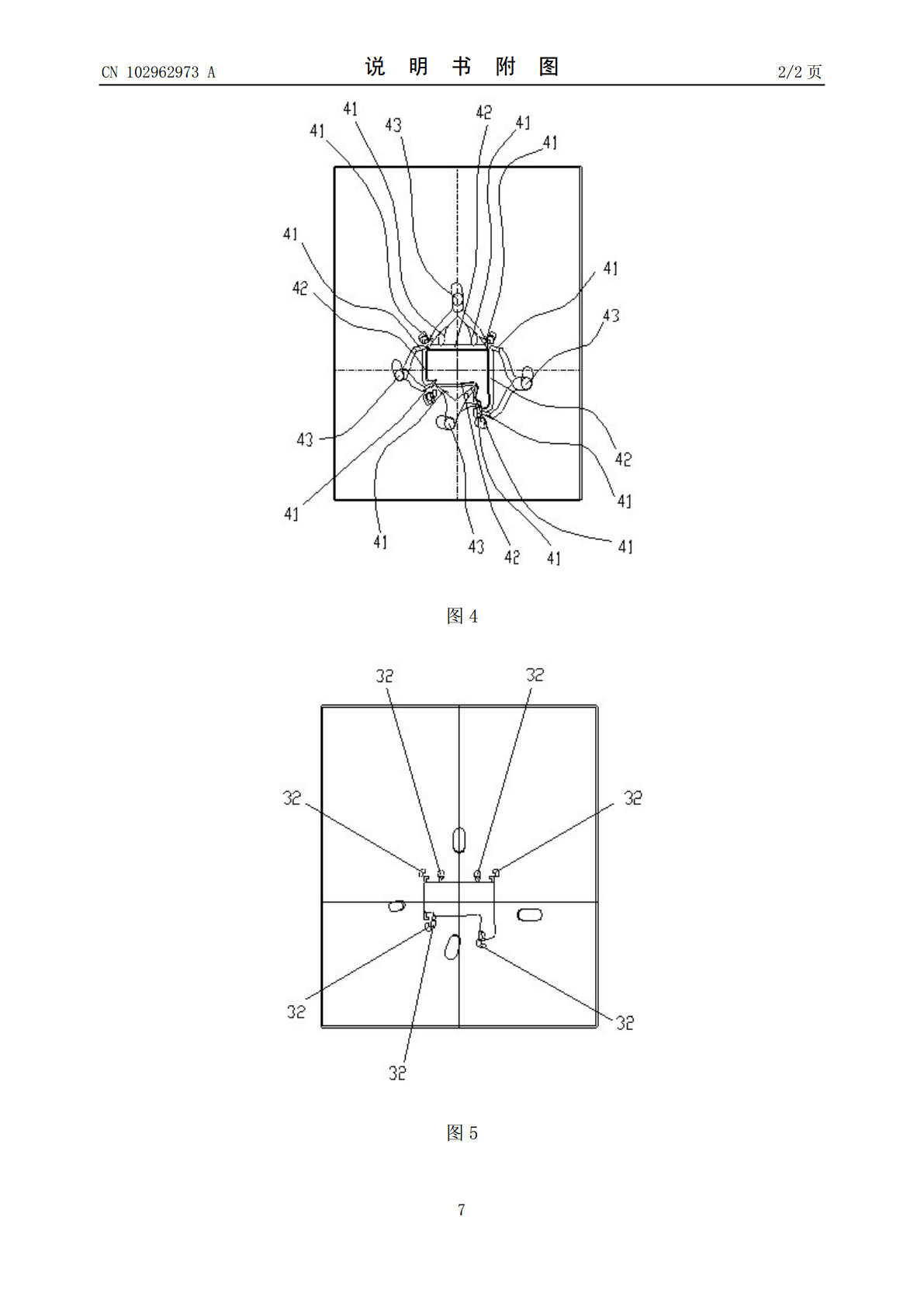
本发明涉及一种具有PVC包覆层的木塑型材的成型方法及其挤出模具。该方法包括如下步骤:将木塑基料从模头进料口加入挤出模具;木塑基料加入挤出模具后木塑基料通过主流道向模具出口方向挤压;木塑基料挤压至型材基料成型区域时将PVC粉料从挤出模具的共挤料流道入料口加入;待加入的PVC粉料与木塑基料在外壁预成型流道处与木塑基料融合后从模具出口挤出,即得具有PVC包覆层的木塑型材。采用了本发明所述的方法和设备后,能够制得具有PVC包覆层的木塑门窗主型材,具有绿色环保、可分解、价格低廉的优点;制作出的木塑门窗主型材在节能环
一种PVC木塑板材挤出模具.pdf
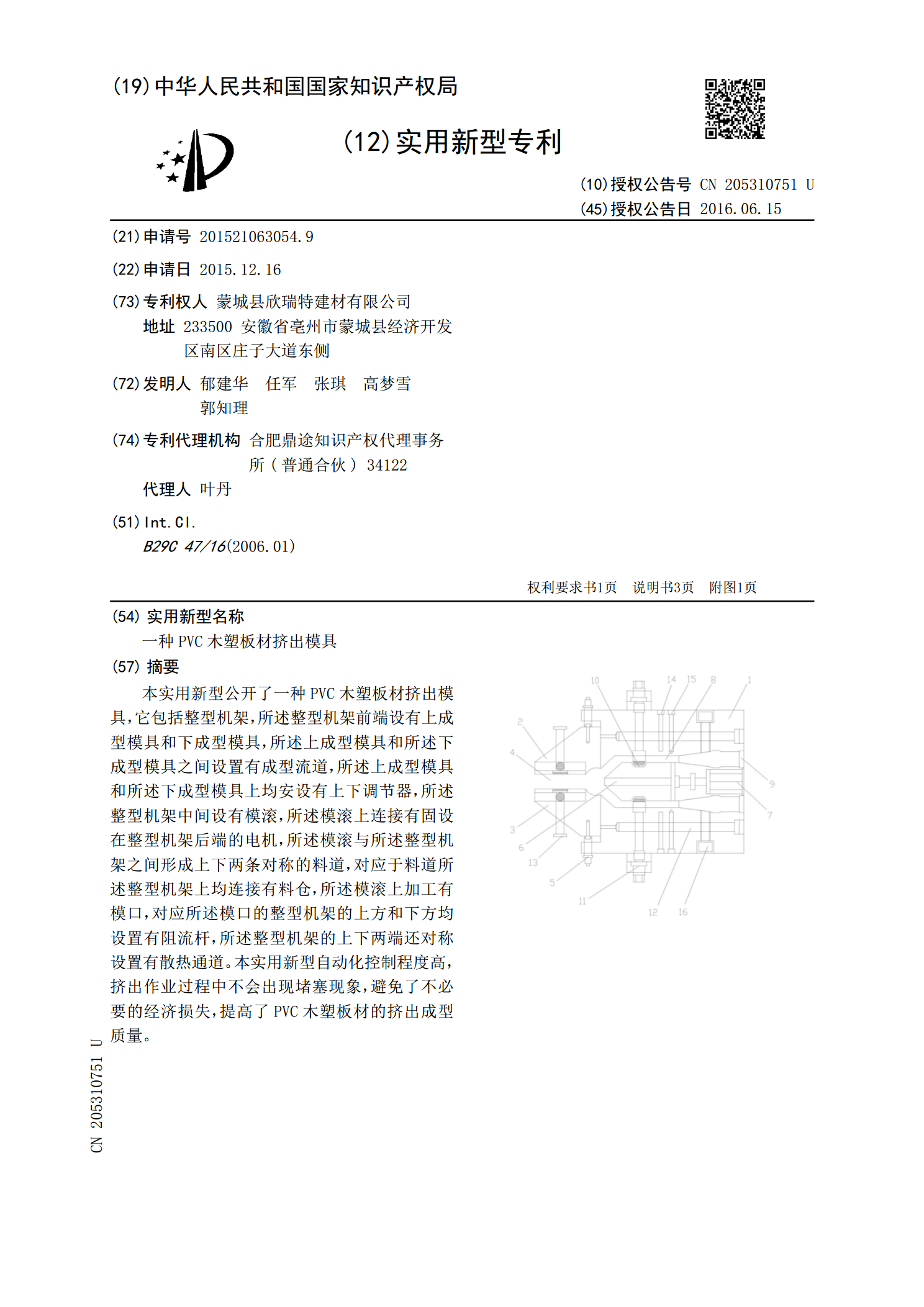
本实用新型公开了一种PVC木塑板材挤出模具,它包括整型机架,所述整型机架前端设有上成型模具和下成型模具,所述上成型模具和所述下成型模具之间设置有成型流道,所述上成型模具和所述下成型模具上均安设有上下调节器,所述整型机架中间设有模滚,所述模滚上连接有固设在整型机架后端的电机,所述模滚与所述整型机架之间形成上下两条对称的料道,对应于料道所述整型机架上均连接有料仓,所述模滚上加工有模口,对应所述模口的整型机架的上方和下方均设置有阻流杆,所述整型机架的上下两端还对称设置有散热通道。本实用新型自动化控制程度高,挤出
木塑挤出成型装置.pdf
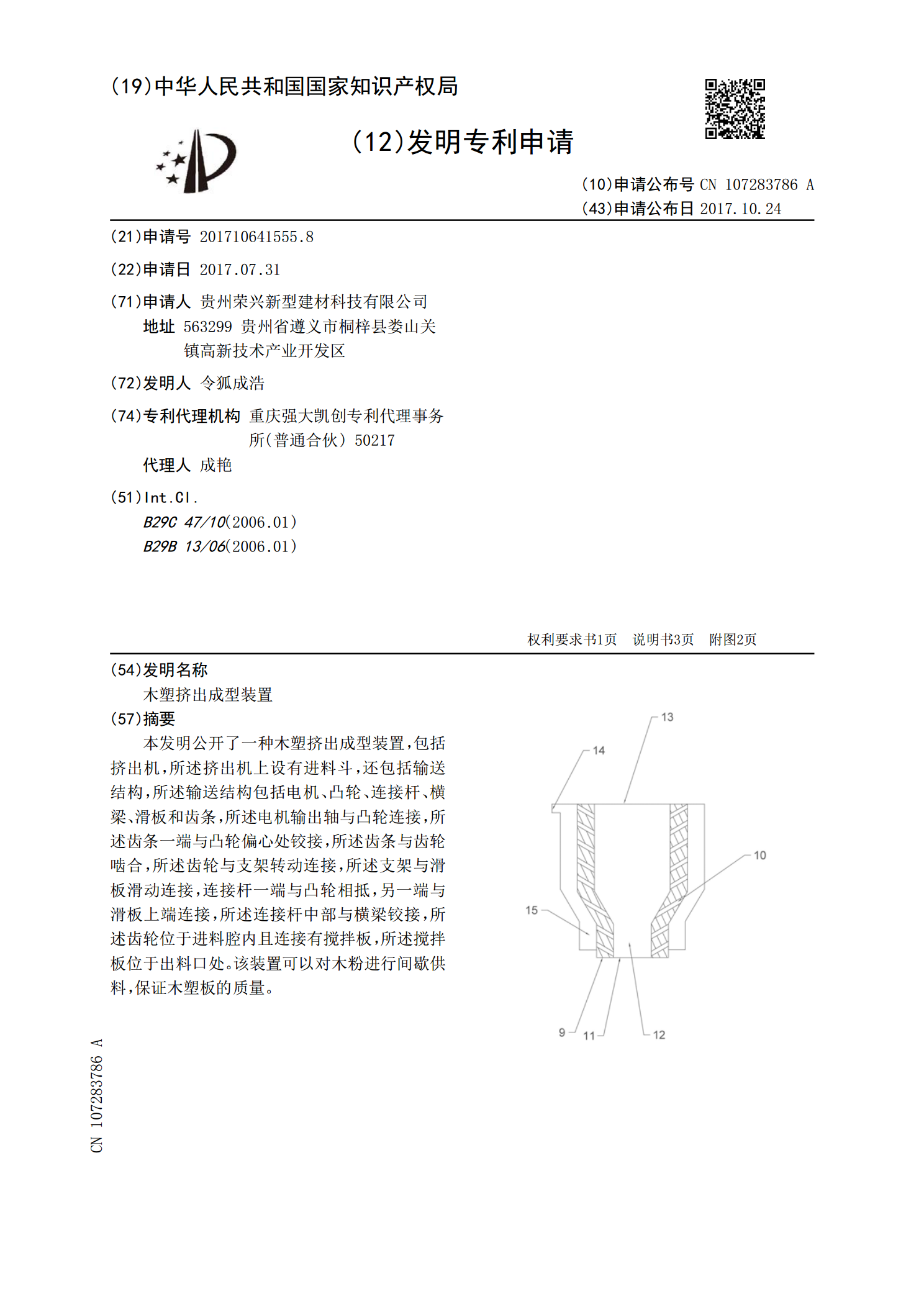
本发明公开了一种木塑挤出成型装置,包括挤出机,所述挤出机上设有进料斗,还包括输送结构,所述输送结构包括电机、凸轮、连接杆、横梁、滑板和齿条,所述电机输出轴与凸轮连接,所述齿条一端与凸轮偏心处铰接,所述齿条与齿轮啮合,所述齿轮与支架转动连接,所述支架与滑板滑动连接,连接杆一端与凸轮相抵,另一端与滑板上端连接,所述连接杆中部与横梁铰接,所述齿轮位于进料腔内且连接有搅拌板,所述搅拌板位于出料口处。该装置可以对木粉进行间歇供料,保证木塑板的质量。
一种PVC发泡木塑型材及其制备方法和应用.pdf
本发明公开了一种PVC发泡木塑型材及其制备方法和应用,首先利用硅烷偶联剂对脱硫石膏改性,将PVC树脂粉100份、改性脱硫石膏30~50份、助剂11~15份、木粉10~15份混合均匀后,通过挤出机熔融共混挤出,经模具、真空定型、制品切割,即可制得坯料,后期可在坯料表面进行压花或喷涂处理工序,最终得到PVC发泡木塑型材。本发明制备的PVC发泡木塑型材不易变形,防火、防水、制品稳定性高,密度低,具有良好的质感和纹路,制作过程无“三废”排出,属于资源综合利用的高附加值制品。
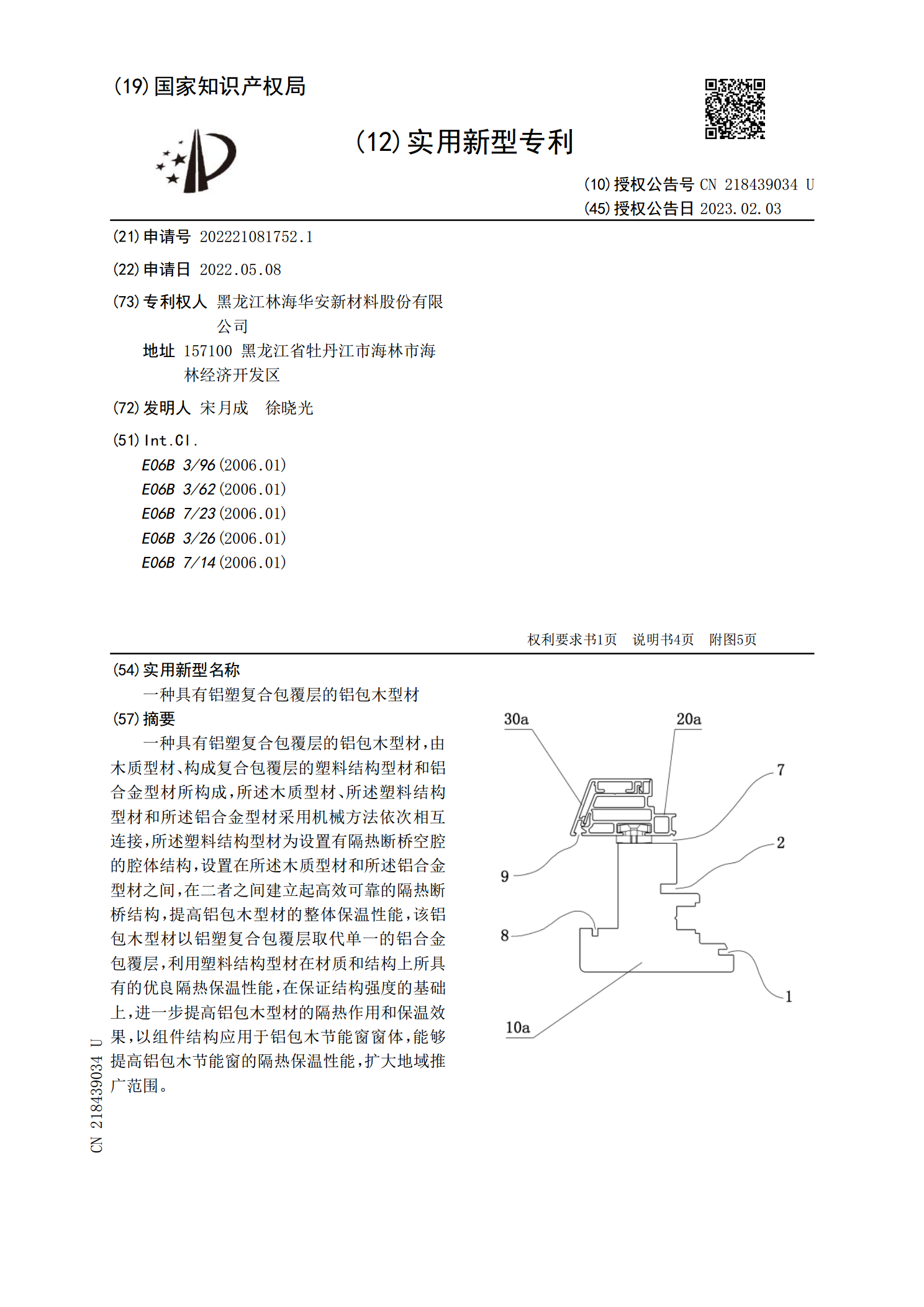
一种具有铝塑复合包覆层的铝包木型材.pdf
一种具有铝塑复合包覆层的铝包木型材,由木质型材、构成复合包覆层的塑料结构型材和铝合金型材所构成,所述木质型材、所述塑料结构型材和所述铝合金型材采用机械方法依次相互连接,所述塑料结构型材为设置有隔热断桥空腔的腔体结构,设置在所述木质型材和所述铝合金型材之间,在二者之间建立起高效可靠的隔热断桥结构,提高铝包木型材的整体保温性能,该铝包木型材以铝塑复合包覆层取代单一的铝合金包覆层,利用塑料结构型材在材质和结构上所具有的优良隔热保温性能,在保证结构强度的基础上,进一步提高铝包木型材的隔热作用和保温效果,以组件结构