
一种多型腔结构件的精密铸造方法.pdf

一只****呀淑


1/10
2/10
3/10
4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种多型腔结构件的精密铸造方法.pdf
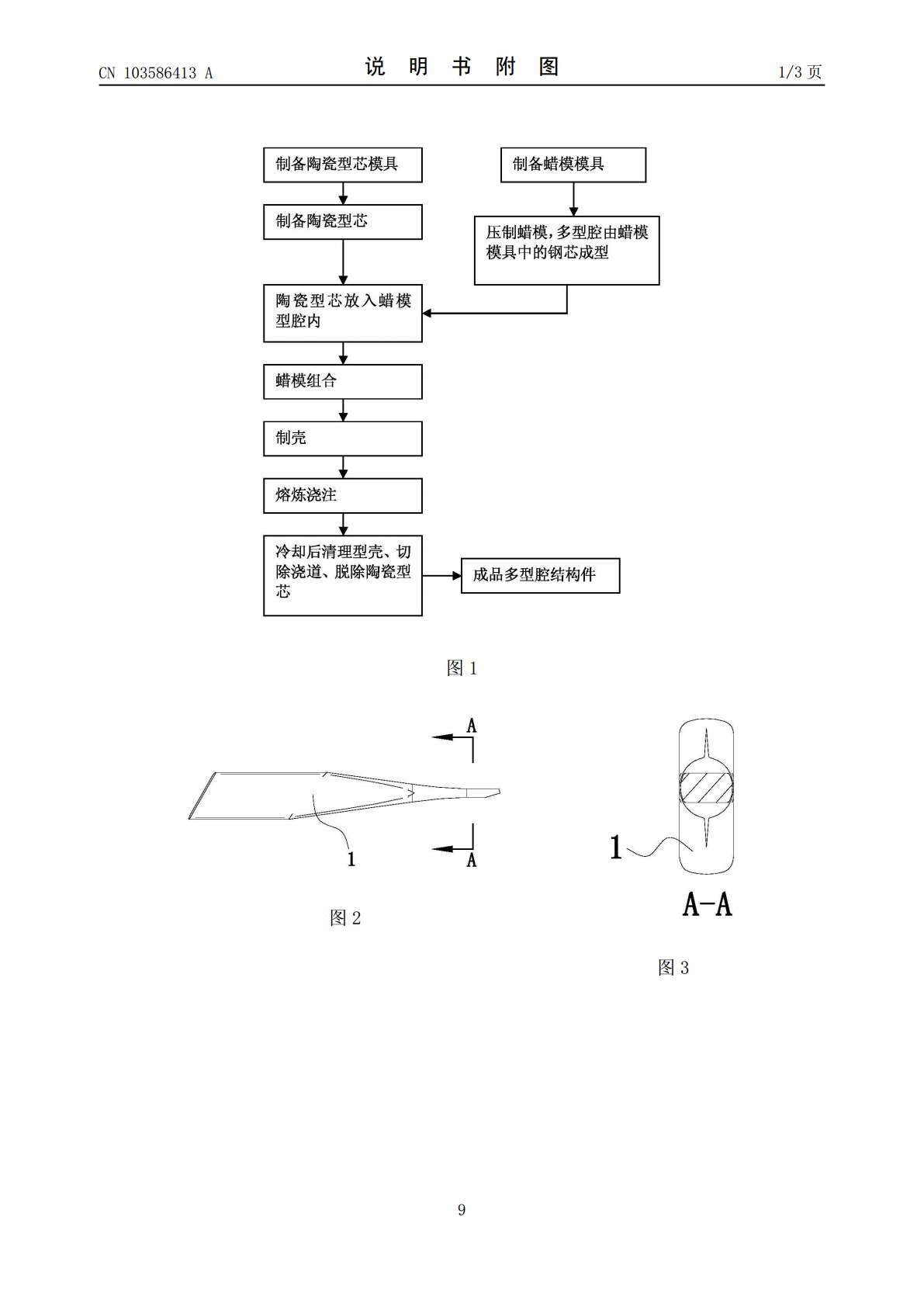
本发明公开一种多型腔结构件的精密铸造方法,包括以下步骤:制备陶瓷型芯;设计制造多型腔结构件蜡模,多型腔采用蜡模模具内置钢芯成型;压制带多型腔蜡模;将预先制备的陶瓷型芯放入蜡模的型腔内,型腔开口部位用粘结蜡封闭陶瓷型芯于蜡模之间的间隙;将带有陶瓷型芯的蜡模按照一定的方式组合成组树;反复在组树外表面涂挂料浆、撒砂、干燥,形成完全覆盖蜡模外表面并预留有至少一个用以浇注和/或排料的开口的型壳;对型壳进行烧结从开口处将熔化的蜡模脱出形成带开口的内空型壳;保持型壳的温度,将用于浇注铸造多型腔结构件的合金材料熔炼并浇注
一种复杂型腔结构钛合金铸件精密铸造方法.pdf
本发明公开了一种复杂型腔结构钛合金铸件精密铸造方法,主要采用数控加工石墨铸型、数控加工低碳钢金属型芯、并对其表面进行等离子喷涂高化学稳定性涂层、真空自耗电极电弧凝壳熔炼炉真空离心铸造相复合的铸造工艺,进行复杂型腔钛合金过流部件精密成型的精密铸造新工艺。通过利用金属型芯较好的保温性能和表面涂层,可以减少铸型表面的冷隔和流痕缺陷,并且金属型芯的尺寸精度高,可以有效保证铸件复杂型腔的尺寸精度,提供了一种高尺寸精度控制、高内部质量、高表面质量、高性能、短工期、低成本的钛合金精密铸造方法。

一种多联体叶片精密铸造方法.pdf
本发明属于精密铸造技术领域,具体涉及一种多联体叶片精密铸造方法。本发明在多联体叶片型壳的缘板位置涂覆冷却剂,改进了浇注系统,去掉进气边的内浇口和横浇道,还优化了型壳预热温度及浇注温度。本发明的技术方案有效解决了精铸多联体叶片生产中的裂纹和疏松问题,低压涡轮一导叶片合格率从20%一下提高到60%以上,提高了生产效率,经济效益显著。

一种精密铸造用陶瓷型壳制备方法.pdf
本发明公开了一种精密铸造用陶瓷型壳制备方法,包括:1)将零件蜡模内腔各面向内收缩一定偏置距离,设计蜡模冷芯尺寸;2)在蜡模冷芯模具的各个面上增加一个或多个半球型凸台用于定位,且半球型凸台半径与偏置距离相同;3)采用中温蜡注射成型得到中温蜡蜡模冷芯;4)将中温蜡蜡模冷芯放入零件蜡模模具中,采用低温蜡注射成型得到包含中温蜡蜡模冷芯的低温蜡零件蜡模;5)将低温蜡零件蜡模组成蜡树;6)采用粘浆淋沙方式在蜡树上制备陶瓷型壳,然后将带蜡模的陶瓷型壳放入脱蜡釜中脱去蜡模。采用该方法能有效防止蜡模变形,在蜡模组装时无需设
一种砂型铸造的型腔成型设备.pdf
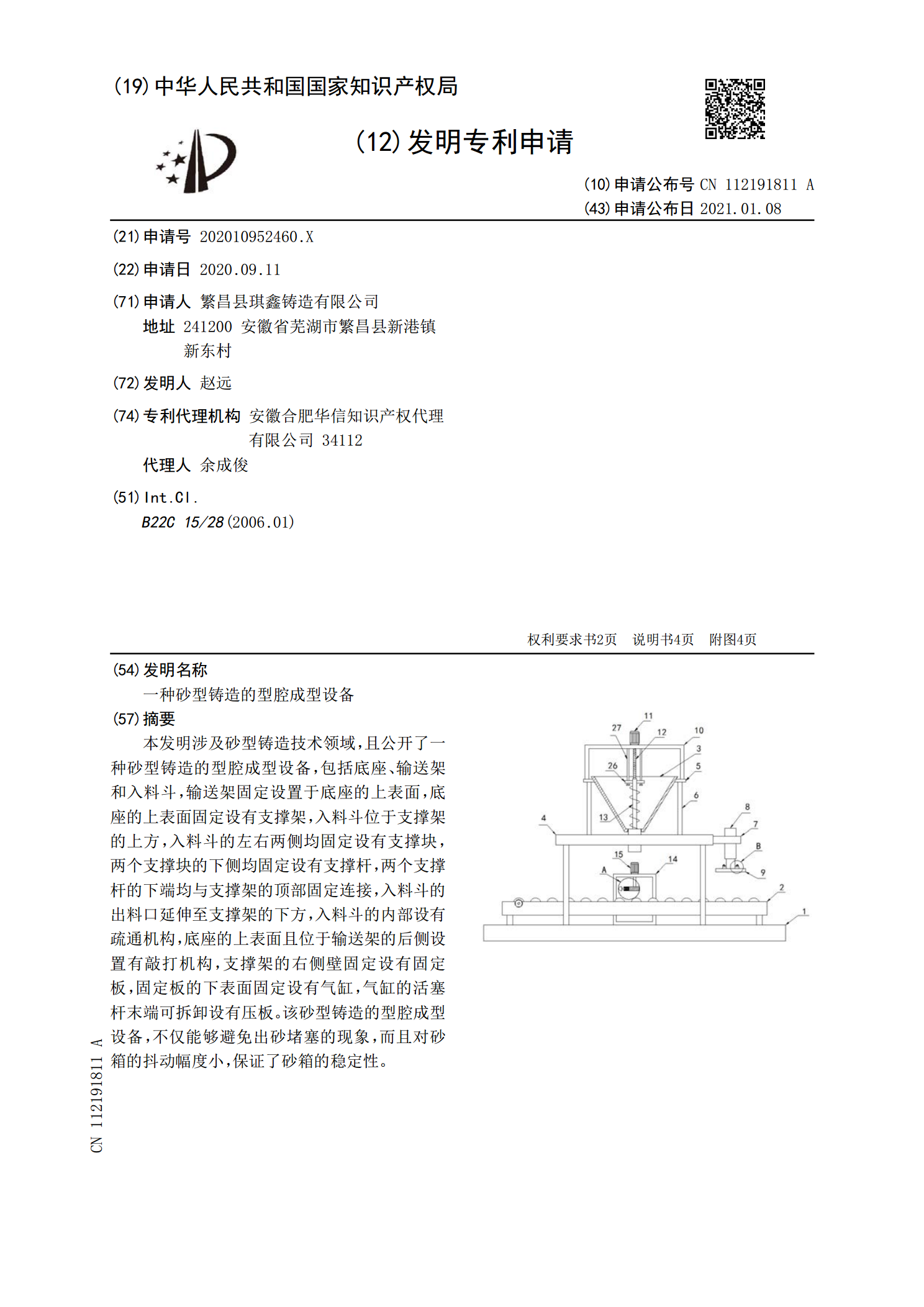
本发明涉及砂型铸造技术领域,且公开了一种砂型铸造的型腔成型设备,包括底座、输送架和入料斗,输送架固定设置于底座的上表面,底座的上表面固定设有支撑架,入料斗位于支撑架的上方,入料斗的左右两侧均固定设有支撑块,两个支撑块的下侧均固定设有支撑杆,两个支撑杆的下端均与支撑架的顶部固定连接,入料斗的出料口延伸至支撑架的下方,入料斗的内部设有疏通机构,底座的上表面且位于输送架的后侧设置有敲打机构,支撑架的右侧壁固定设有固定板,固定板的下表面固定设有气缸,气缸的活塞杆末端可拆卸设有压板。该砂型铸造的型腔成型设备,不仅能