
一种冷轧钢板及其制备方法.pdf

青团****青吖


1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷轧钢板及其制备方法.pdf
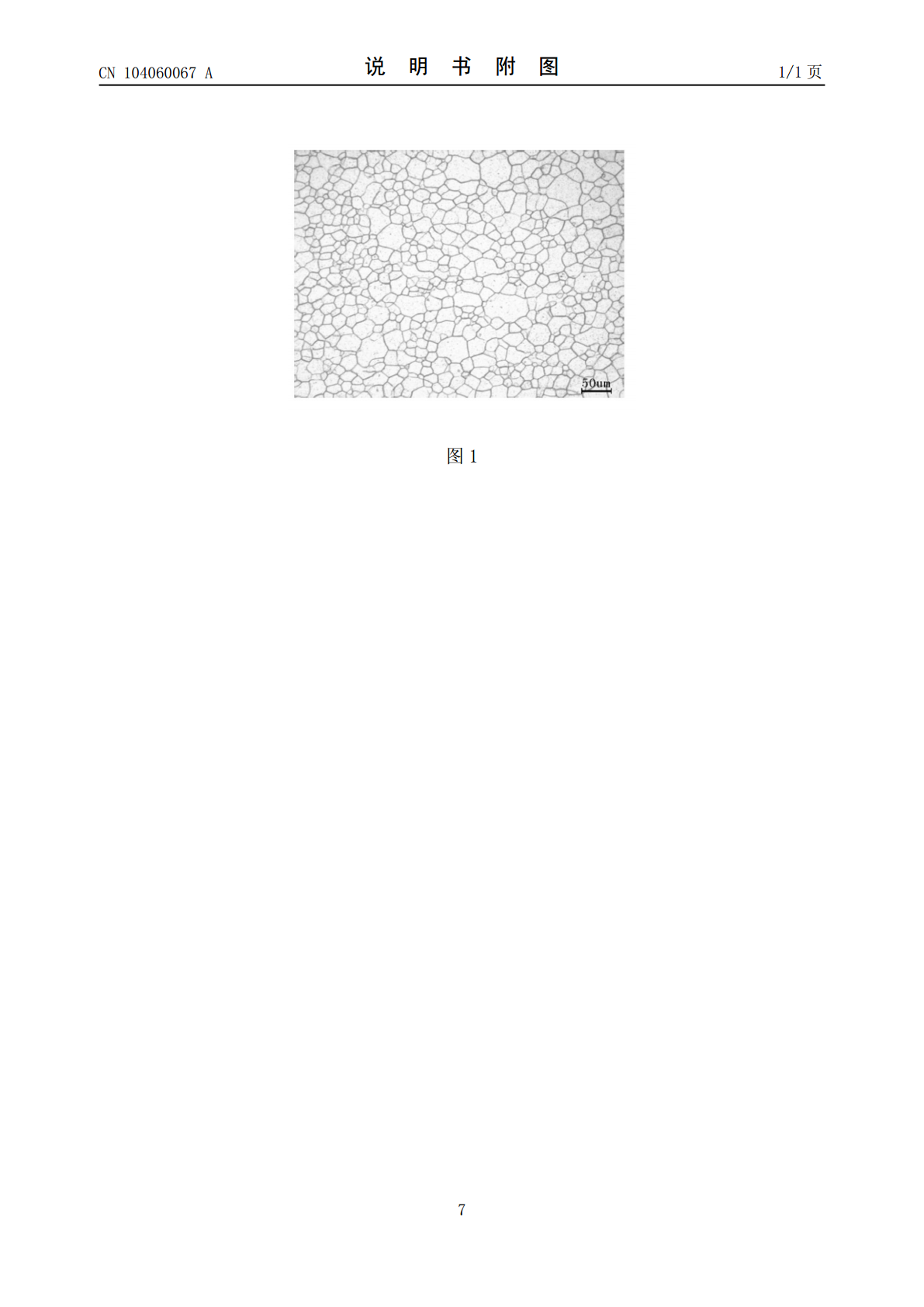
本发明提供一种冷轧钢板及其制备方法,该方法包括:将板坯依次经过热轧、卷取、冷轧、退火和平整,所述热轧温度为1100-1300℃,所述热轧的终轧温度为900-1000℃,所述热轧后的中间板坯厚度为2.8-4.5mm;将热轧后的中间板坯冷却至700-850℃,所述冷却的冷却速率为55-75℃/s;所述卷取的温度为730-770℃;所述冷轧的压下率为70-90%;在所述退火的过程中,冷轧后的中间板坯依次经过加热段、一次冷却段、过时效段和二次冷却段,冷轧后的中间板坯在加热段、一次冷却段、过时效段和二次冷却段内的终
一种冷轧钢板及其制备方法.pdf
本发明属于冷轧板带生产技术领域,特别是涉及一种冷轧钢板及其制备方法。本发明提供一种冷轧钢板的制备方法,该方法包括:将板坯依次经过热轧、卷取、冷轧、退火、冷却、光整和拉矫,所述退火的方式为连续退火,所述退火过程中,冷轧后得到的中间板坯依次经过加热段、均热段、一次冷却段、过时效段和二次冷却段,所述加热段的温度为790~805℃,加热时间180~480s;均热段的温度为820~850℃,均热时间60~180s;冷轧后得到的中间板坯在所述一次冷却段、过时效段和二次冷却段的终点温度分别为660~690℃、360~4
一种冷轧淬火配分钢板及其制备方法.pdf
本发明属于钢产品生产技术领域,具体涉及冷轧淬火配分钢板,按重量百分比含量,控制钢板的化学成分为C:0.10‑0.30%、Si:0.50‑2.00%、Mn:1.20‑2.60%、Nb:0.02‑0.08%、Ti:0.02‑0.08%、P≤0.05%、S≤0.01%、Al≤0.10%,余量为Fe及不可避免的夹杂物。同时还提供了该配分钢板的制备方法,工艺流程如下,铁水预处理→转炉冶炼→炉外精炼→连铸→加热→控轧控冷→卷取→酸洗→冷轧→连续退火→平整→机能检验→包装出厂。通过合理设置钢板各化学成分,并通过淬火后过
超低碳冷轧钢板及其制备方法.pdf
本发明属于冷轧板带生产技术领域,特别是涉及一种超低碳冷轧钢板及其制备方法。超低碳冷轧钢板的制备方法,包括将板坯依次经过热轧、卷取、冷轧、退火、冷却、光整和拉矫,卷取温度700~730℃;冷轧压下率70~85%;退火方式为连续退火,冷轧后得到的中间板坯依次经过加热段、均热段、一次冷却段、过时效段和二次冷却段,加热段的温度为780~800℃,加热时间180~500s;均热段的温度830~850℃,均热时间60~180s;冷轧后得到的中间板坯在所述一次冷却段、过时效段和二次冷却段的终点温度分别为670~700℃
一种厨具用冷轧钢板及其制备工艺.pdf
本发明的厨具用冷轧深冲钢板,采用C、Si、Mn、Cu、Ni、Cr、Mo、Ti成分设计,本发明采用转炉冶炼,LF+RH炉外精炼、板坯连铸、热轧、酸洗、冷轧、退火、平整等工艺生产,屈服强度≤260MPa,抗拉强度270‑410MPa,延伸率≥35%。本发明制造的冷轧钢板适于厨具用精制铁锅的加工制造,加工的铁锅具有优良的耐孔蚀性能和防锈性能。