
一种酒红超细旦竹纤维与异形彩色涤纶纤维混纺品及其纺织方法.pdf

觅松****哥哥


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种酒红超细旦竹纤维与异形彩色涤纶纤维混纺品及其纺织方法.pdf
本发明公开了一种酒红超细旦竹纤维与异形彩色涤纶纤维混纺品及其纺织方法,酒红超细旦竹纤维质量占92%,异形彩色涤纶质量占8%,混纺品为14.8tex,本产品还公开了该产品的纺织方法。本产品不但保留了竹纤维原有的各种特点,而且大大降低了传统加工工艺对环境的污染及水源的浪费,色纺纱生产工艺比传统的先纺后染工艺节约用水约50%,减少污水约50%,在节能减排、环保等方面具有明显优势。在色彩方面,色纺纱产品在同一根纱线上能够显现出多种颜色,色彩丰富、饱满柔和,用其织成的面料更是具有朦胧的立体效果。并且,色纺纱产品染色
一种涤纶全消光超细旦POY纤维及其生产方法.pdf
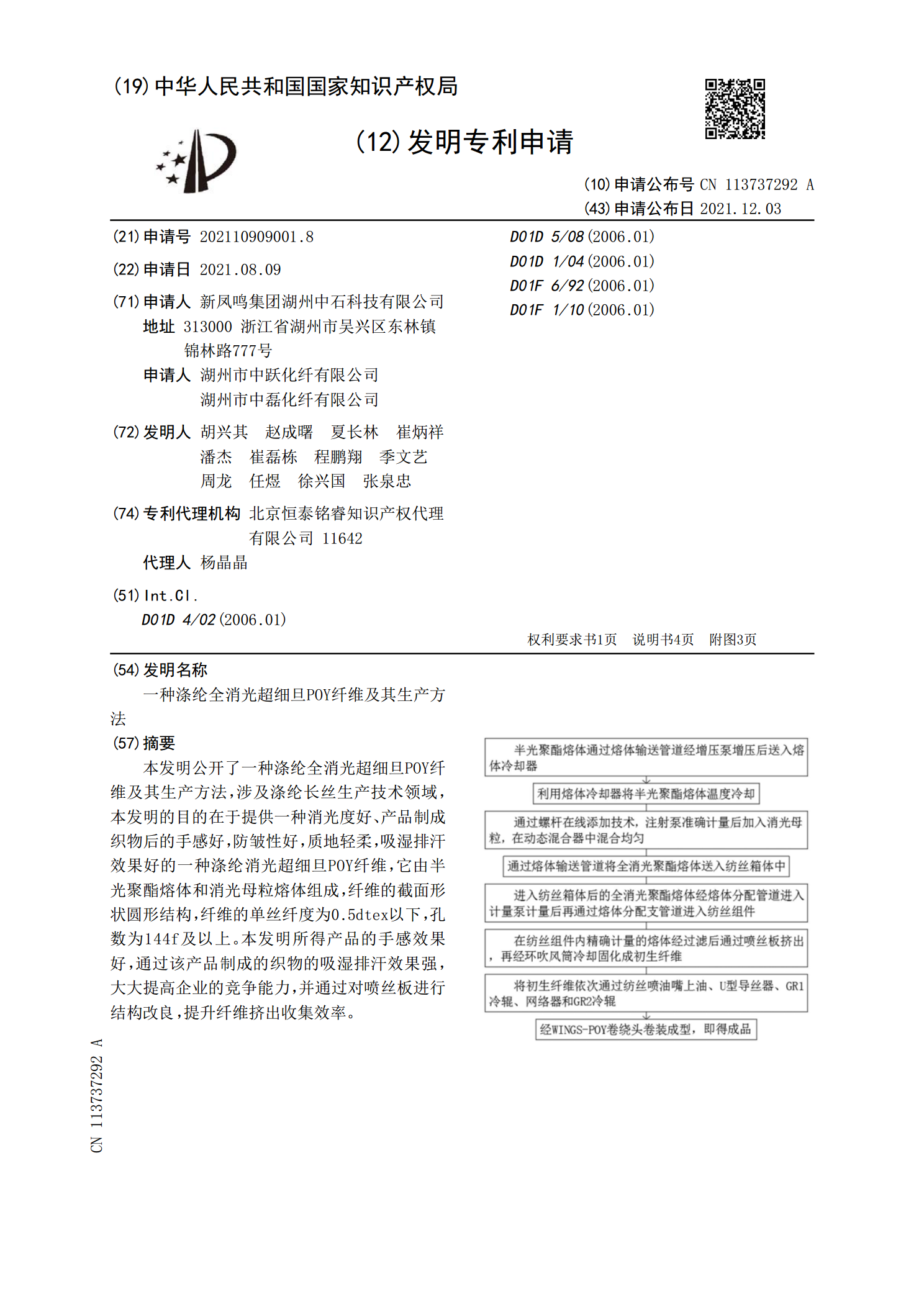
本发明公开了一种涤纶全消光超细旦POY纤维及其生产方法,涉及涤纶长丝生产技术领域,本发明的目的在于提供一种消光度好、产品制成织物后的手感好,防皱性好,质地轻柔,吸湿排汗效果好的一种涤纶消光超细旦POY纤维,它由半光聚酯熔体和消光母粒熔体组成,纤维的截面形状圆形结构,纤维的单丝纤度为0.5dtex以下,孔数为144f及以上。本发明所得产品的手感效果好,通过该产品制成的织物的吸湿排汗效果强,大大提高企业的竞争能力,并通过对喷丝板进行结构改良,提升纤维挤出收集效率。

细旦异形涤纶冰凉纤维生产工艺探讨.docx
细旦异形涤纶冰凉纤维生产工艺探讨标题:细旦异形涤纶冰凉纤维生产工艺探讨摘要:本文主要讨论了细旦异形涤纶冰凉纤维的生产工艺。涤纶冰凉纤维是一种新型的纤维材料,具有较好的凉爽感和透气性,适用于夏季服装和家纺产品。文章通过对涤纶冰凉纤维的特性分析,介绍了其生产过程中的关键工艺环节。同时,对纤维的纺丝、拉伸、整理等环节进行了详细的阐述,并对提高涤纶冰凉纤维的制备工艺进行了探讨。关键词:细旦异形涤纶冰凉纤维;生产工艺;纺丝;拉伸;整理1.引言细旦异形涤纶冰凉纤维是一种由聚酯纤维制成的纺织材料,具有较好的透气性和吸湿

一种溶剂法高湿模量细旦竹纤维及其制备方法.pdf
本发明涉及纺织技术领域,具体是一种溶剂法高湿模量细旦竹纤维及其制备方法,其制备方法包括以下步骤:活化,聚合度600‑1200竹浆粕加入去离子水中,调pH值,加入纤维素酶活化,加碱调节pH值;压榨,经真空脱水压榨;预溶解,加入含有质量百分比65‑86%的N‑甲基吗啉‑N‑氧化物水溶液;溶解,进入溶解设备,经加热抽真空,脱水、溶解、匀化、脱泡;过滤;纺丝,采用干湿法纺丝成型;水洗;漂白;上油;烘干。本发明的制备方法,操作简单、无工业污染产生、能耗低且安全性能高,适用于大规模工业化连续性生产的溶剂法细旦竹纤维制
涤纶及其混纺织物染色.ppt
04十一月2024第四讲涤纶及其混纺织物的染色分散染料在不同纤维上的扩散速率