
摩托车车架后体总成焊接夹具.pdf

俊凤****bb


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

摩托车车架后体总成焊接夹具.pdf
本发明公开了一种摩托车车架后体总成焊接夹具,在下底板上设有左右半体组合定位机构、油箱后安装支架组件定位机构、左右连接板定位机构和座垫锁安装支架组件定位机构,左右半体组合定位机构对称布置;在下底板两侧分别通过支撑结构设有上前底板和上后底板,上前底板和上后底板之间留有一定间距,用于左右半体组合支撑管斜向下通过。本发明将构成摩托车车架后体总成的各部分的夹持定位结合在一起,不但简化了夹具结构,而且夹持定位点减少,夹持快速,节省了产品上下夹具时间,提高了焊接效率。同时各部分定位更准确,精度更高,更符合总成的定位要求

基于SolidWorks的摩托车架焊接夹具设计.docx
基于SolidWorks的摩托车架焊接夹具设计摩托车架焊接是摩托车生产中的重要环节之一,为保证摩托车架的稳定性和安全性,需要使用夹具进行固定和焊接。本文基于SolidWorks软件设计了一种摩托车架焊接夹具,旨在提高焊接质量和效率。一、需求分析在设计夹具之前,需要了解夹具的使用环境和要求,从而明确设计目标。摩托车架焊接夹具的要求如下:1.固定性好:焊接过程中,摩托车架不能有任何晃动或位移,否则会影响焊接质量或安全性。2.可调性强:夹具需要根据摩托车架不同的形状和大小进行调整,以适应各种焊接需求。3.升降操

车架总成焊接工装及车架总成焊接方法.pdf
本公开涉及商用车生产与制造领域,具体来说,涉及一种车架总成焊接工装及车架总成焊接方法。本公开的车架总成焊接工装包括:底板、中部横梁固定机构、后纵梁固定机构、下龙门梁固定机构和前纵梁固定机构,均设于底板上,并分别用于固定中部横梁、后纵梁、下龙门梁和前纵梁。使得在中部横梁、后纵梁、下龙门梁和前纵梁固定于本公开的车架总成焊接工装后,后纵梁与中部横梁间具有第一焊接间隙,下龙门梁与后纵梁间具有第二焊接间隙,前纵梁与下龙门梁间具有第三焊接间隙。本公开的车架总成焊接工装能够在对大型车架总成进行焊接时,使焊后变形较小,提
一种越野摩托车架后叉焊接夹具的使用方法.pdf
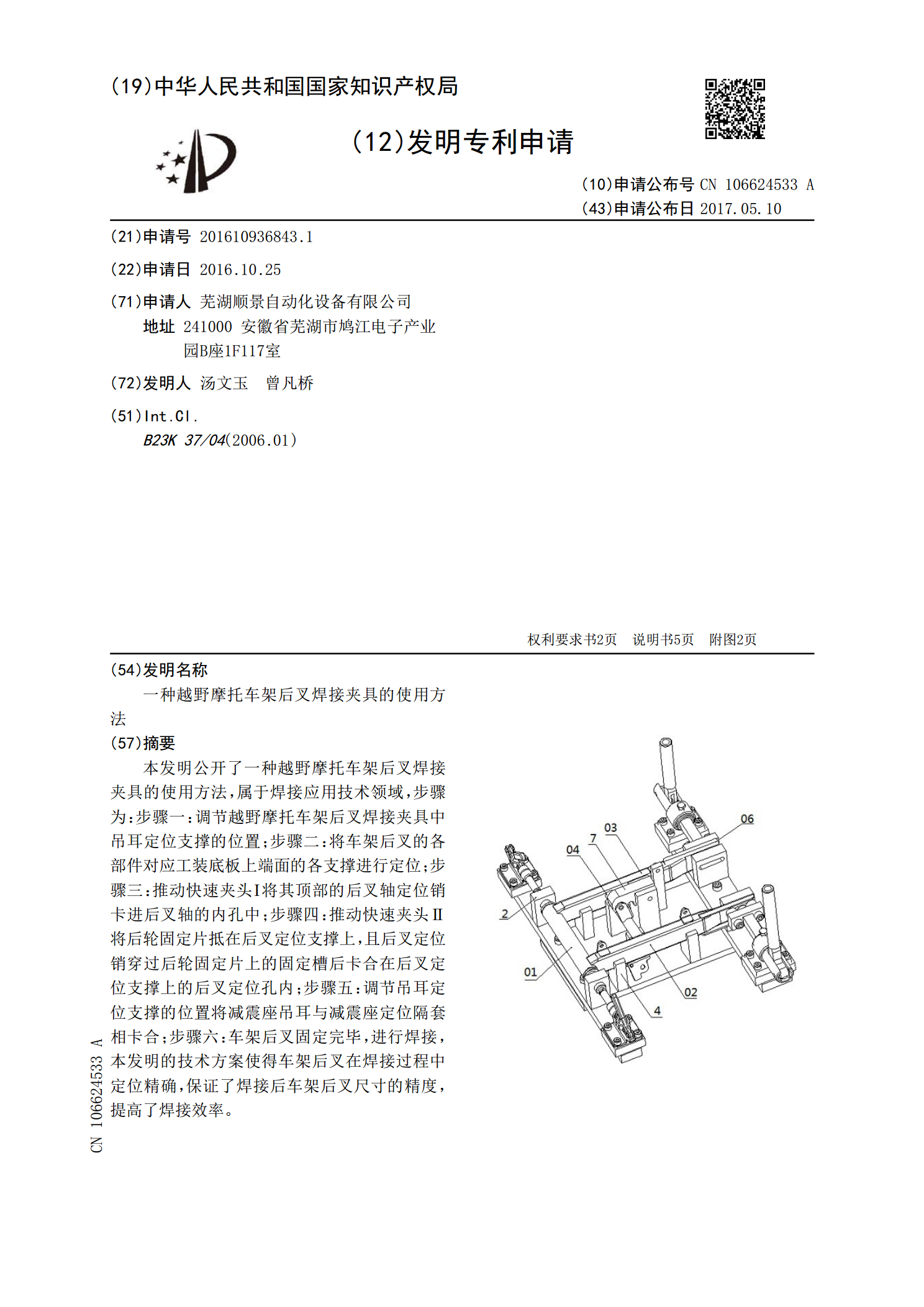
本发明公开了一种越野摩托车架后叉焊接夹具的使用方法,属于焊接应用技术领域,步骤为:步骤一:调节越野摩托车架后叉焊接夹具中吊耳定位支撑的位置;步骤二:将车架后叉的各部件对应工装底板上端面的各支撑进行定位;步骤三:推动快速夹头Ⅰ将其顶部的后叉轴定位销卡进后叉轴的内孔中;步骤四:推动快速夹头Ⅱ将后轮固定片抵在后叉定位支撑上,且后叉定位销穿过后轮固定片上的固定槽后卡合在后叉定位支撑上的后叉定位孔内;步骤五:调节吊耳定位支撑的位置将减震座吊耳与减震座定位隔套相卡合;步骤六:车架后叉固定完毕,进行焊接,本发明的技术方

台车架体焊接组对夹具的设计及应用.docx
台车架体焊接组对夹具的设计及应用论文标题:台车架体焊接组对夹具的设计及应用摘要:本文以台车架体焊接组对夹具的设计和应用为研究对象,通过分析焊接工艺中遇到的问题,设计出一种适用于台车架体焊接组对夹具,并对其进行应用实践。研究结果表明,该夹具能够有效提高焊接质量,减少人力和物力资源的浪费,对于提高焊接生产效率具有重要意义。关键词:台车架体焊接组对夹具、设计、应用、焊接质量、生产效率第一章引言1.1研究背景随着工业化进程的发展,焊接技术在制造业中的应用日益广泛。对于大型结构体的焊接而言,传统的手工焊接方法效率低