
一种制备复杂内腔制件的方法.pdf

Ch****75


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种制备复杂内腔制件的方法.pdf
本发明公开了一种制备复杂内腔制件的方法,其特征在于,该方法包括:a、室温下将预浸树脂的连续纤维缠绕在包裹有隔离膜的型芯表面,或将连续纤维树脂预浸料铺覆在包裹有隔离膜的型芯表面,得到包裹有预制体的型芯;b、将包裹有预制体的型芯放入模具中,利用密封胶和隔离膜使型芯和预制体相互密封隔离;c、在固化条件下将预制体固化成型;d、升温至型芯构成材料熔化成液态后,施加压缩空气排出复合材料制件腔内的成为液态的型芯,冷却脱模,去除腔内残留的型芯及隔离膜,得到复杂内腔制件。本发明方法可以制备各种具有复杂空腔结构的连续纤维增强
一种大型内腔复杂结构薄壁铝合金铸件石膏铸型制备方法.pdf
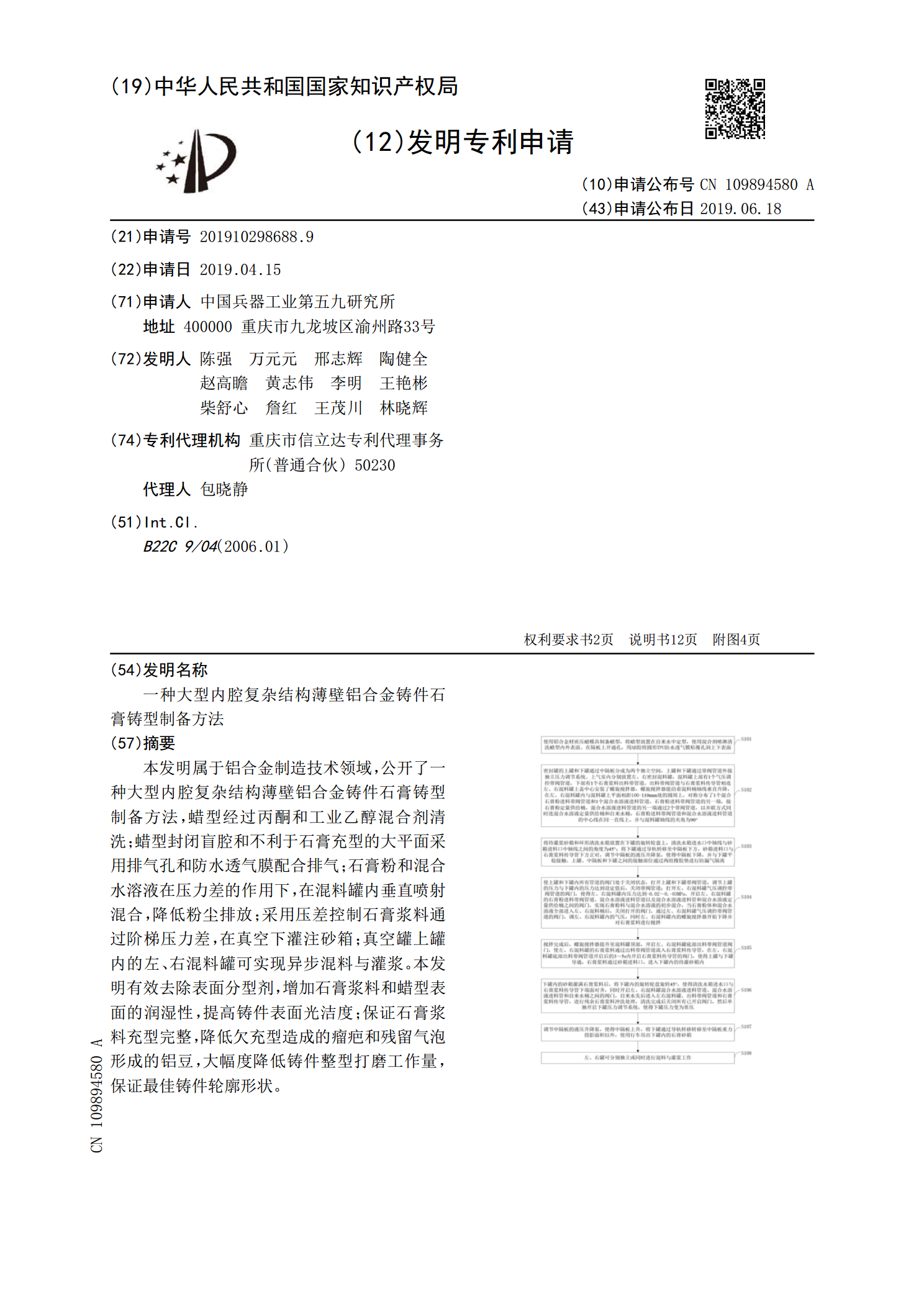
本发明属于铝合金制造技术领域,公开了一种大型内腔复杂结构薄壁铝合金铸件石膏铸型制备方法,蜡型经过丙酮和工业乙醇混合剂清洗;蜡型封闭盲腔和不利于石膏充型的大平面采用排气孔和防水透气膜配合排气;石膏粉和混合水溶液在压力差的作用下,在混料罐内垂直喷射混合,降低粉尘排放;采用压差控制石膏浆料通过阶梯压力差,在真空下灌注砂箱;真空罐上罐内的左、右混料罐可实现异步混料与灌浆。本发明有效去除表面分型剂,增加石膏浆料和蜡型表面的润湿性,提高铸件表面光洁度;保证石膏浆料充型完整,降低欠充型造成的瘤疤和残留气泡形成的铝豆,大
一种圆变方复杂内腔结构的制造方法.pdf
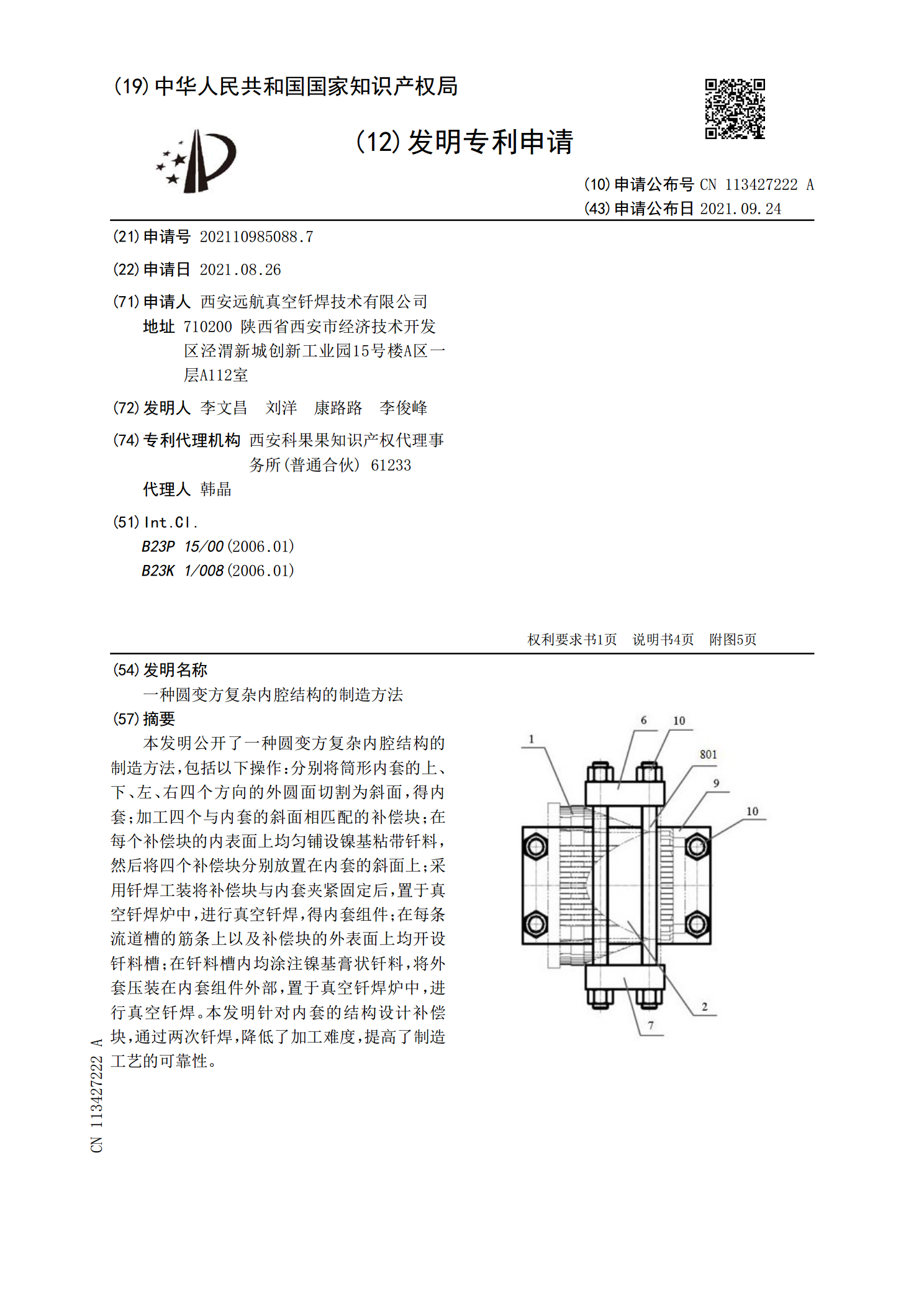
本发明公开了一种圆变方复杂内腔结构的制造方法,包括以下操作:分别将筒形内套的上、下、左、右四个方向的外圆面切割为斜面,得内套;加工四个与内套的斜面相匹配的补偿块;在每个补偿块的内表面上均匀铺设镍基粘带钎料,然后将四个补偿块分别放置在内套的斜面上;采用钎焊工装将补偿块与内套夹紧固定后,置于真空钎焊炉中,进行真空钎焊,得内套组件;在每条流道槽的筋条上以及补偿块的外表面上均开设钎料槽;在钎料槽内均涂注镍基膏状钎料,将外套压装在内套组件外部,置于真空钎焊炉中,进行真空钎焊。本发明针对内套的结构设计补偿块,通过两次

一种解决大尺寸复杂内腔结构铸件内腔多金属的方法.pdf
本发明涉及一种解决大尺寸复杂内腔结构铸件内腔多金属的方法。本发明包括将陶芯进行压蜡,做出蜡模;使用卡板在在蜡模上确定陶芯需要支撑的薄弱位置的铂金丝定位点,将铂金丝定位点标记通过卡板标记在蜡模上;将卡板标记点处的蜡去除,使标记点处的陶芯显露出来,在蜡模表面的打点处插入铂金丝,铂金丝漏出蜡模表面,再用蜡料把铂金丝固定,同时修补好蜡模表面;对做好的蜡模进行组树;将组树好的蜡模进行制壳、脱蜡、焙烧;将焙烧好的模壳进行预热后浇注;铸件冷却后,将浇冒口去除;采用脱芯釜将陶芯去除;对铸件进行检测,得到合格的大尺寸复杂内

一种具有复杂内腔管件的磁力研磨装置及方法.pdf
一种具有复杂内腔管件的磁力研磨装置及方法,其特征是所述装置包括手摇式丝杠系统、升降台、磁场发生装置、夹具系统、同步带系统、支撑架;手摇式丝杠系统和升降台套装于支撑架上。磁场发生装置安装在升降台底部,并能够随升降台在竖直方向上进行升降调节。磁场发生装置上的磁极盘高速旋转,使得工件内部的磁性磨粒在竖直方向上下往复运动。同步带系统安装于支撑架的工作台上,装夹工件的夹具系统安装于同步带系统的滑块上,并随其实现往复运动,使得工件内部的磁性磨粒在水平方向上往复运动。在两个方向往复运动的复合下实现对工件内表面的均匀研磨