
一种圆变方复杂内腔结构的制造方法.pdf

鹏飞****可爱

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种圆变方复杂内腔结构的制造方法.pdf
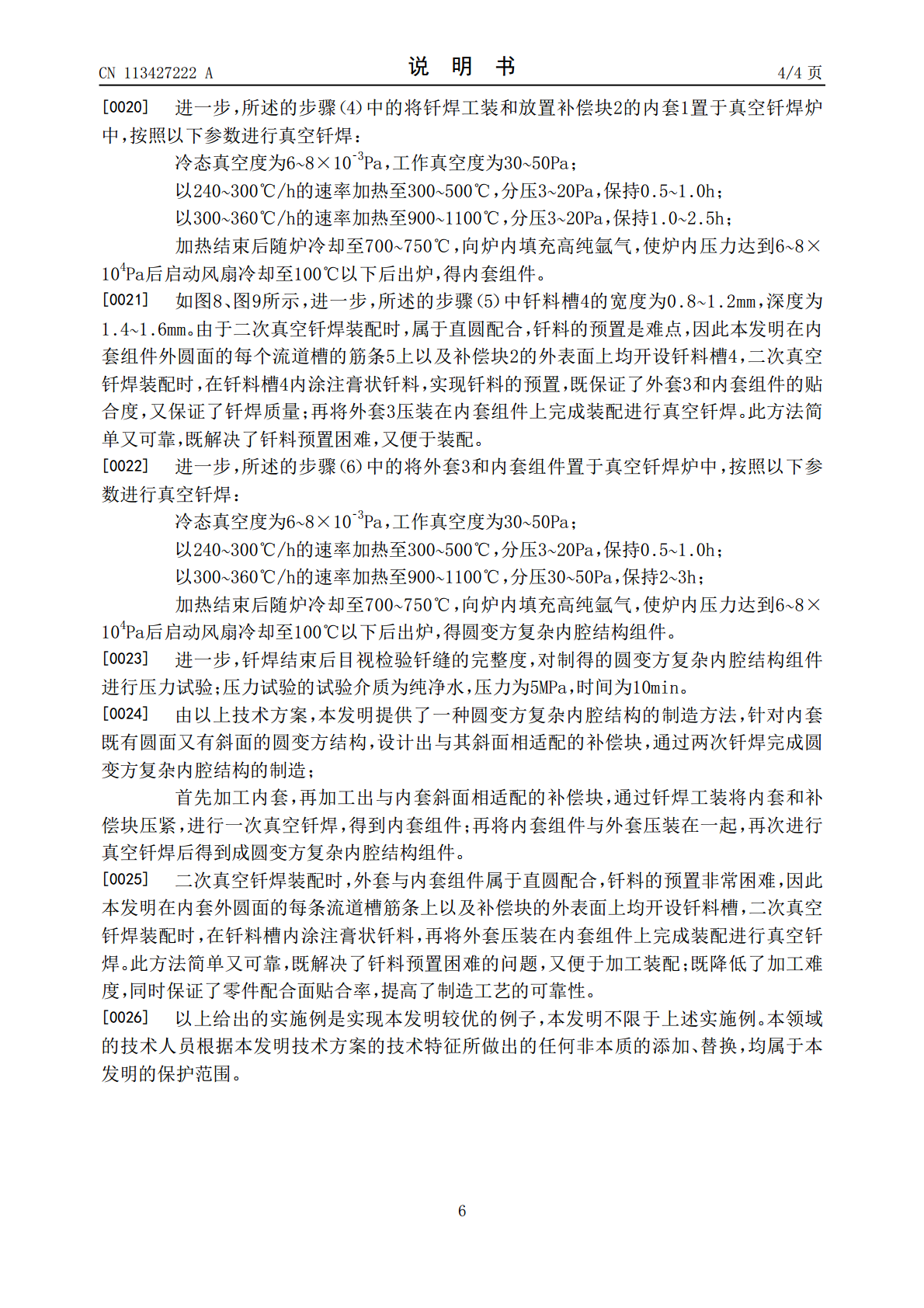
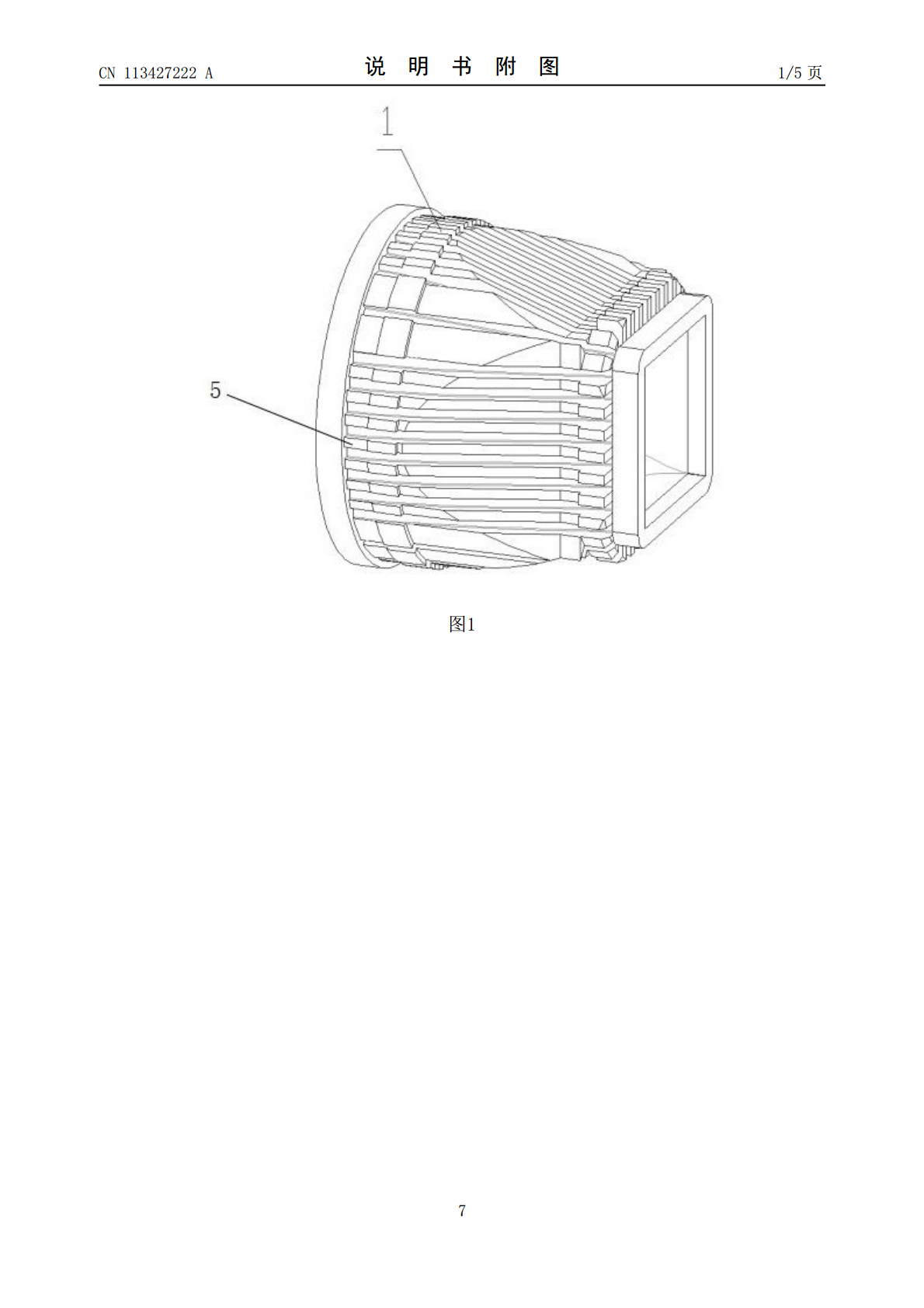
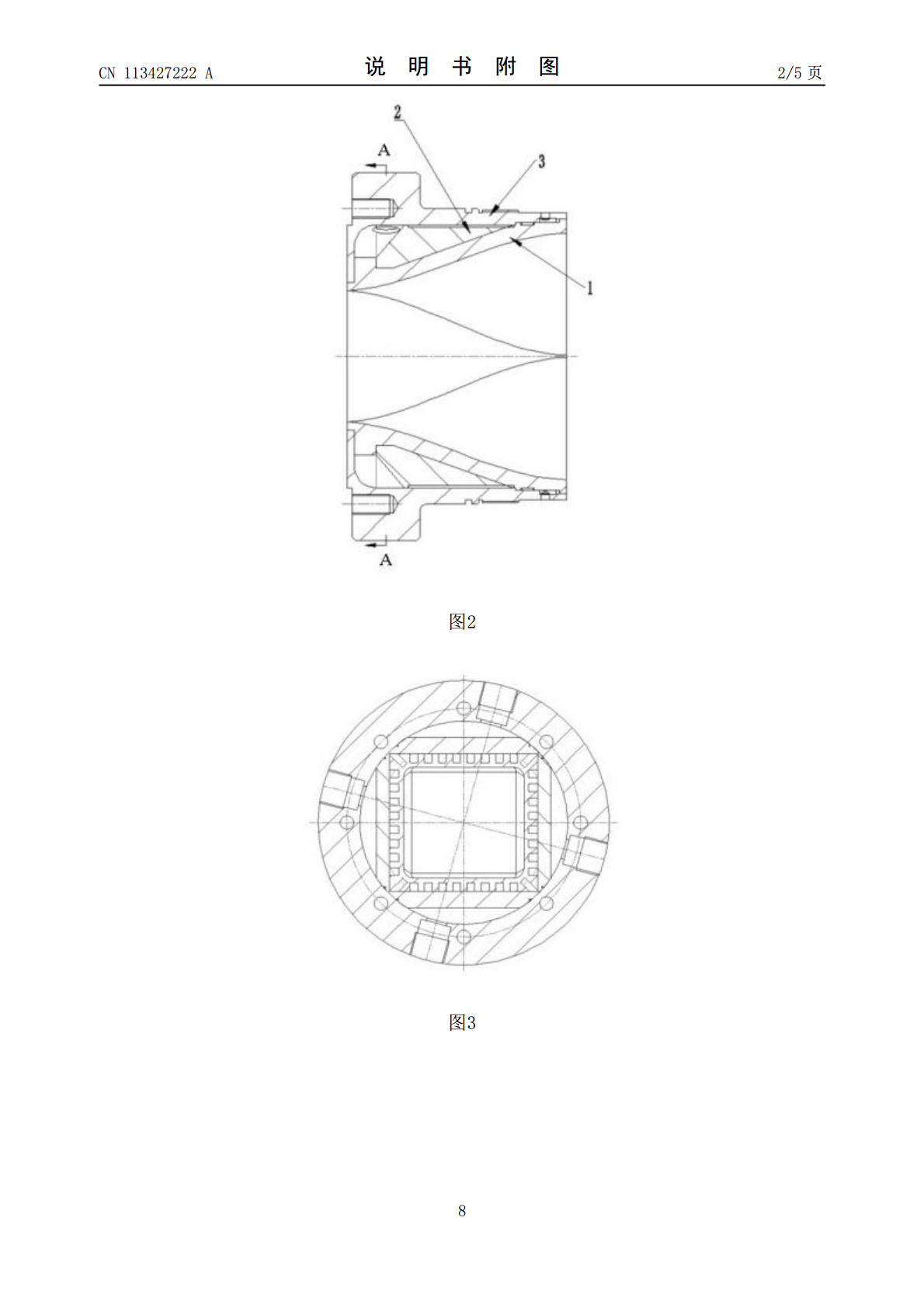
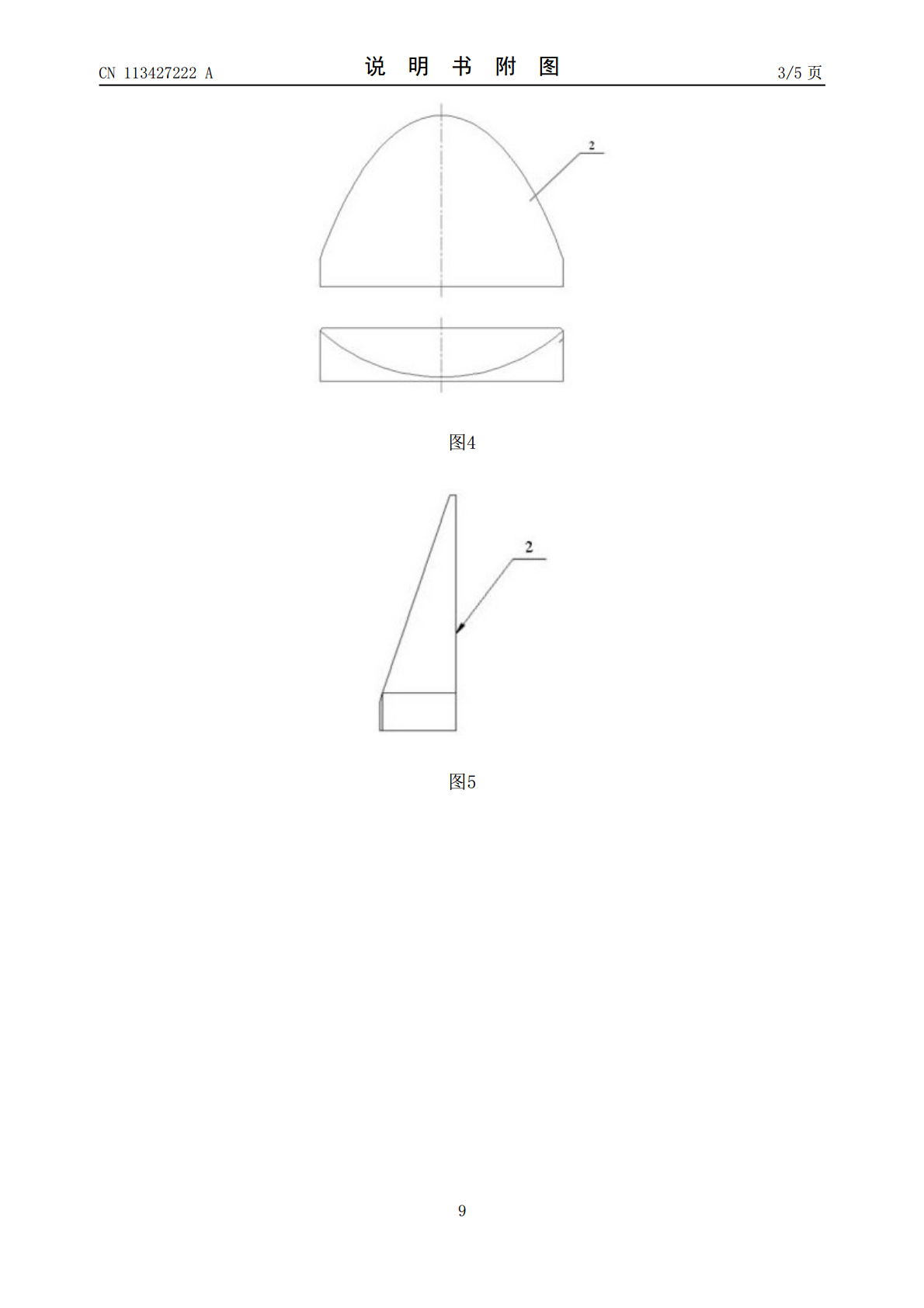
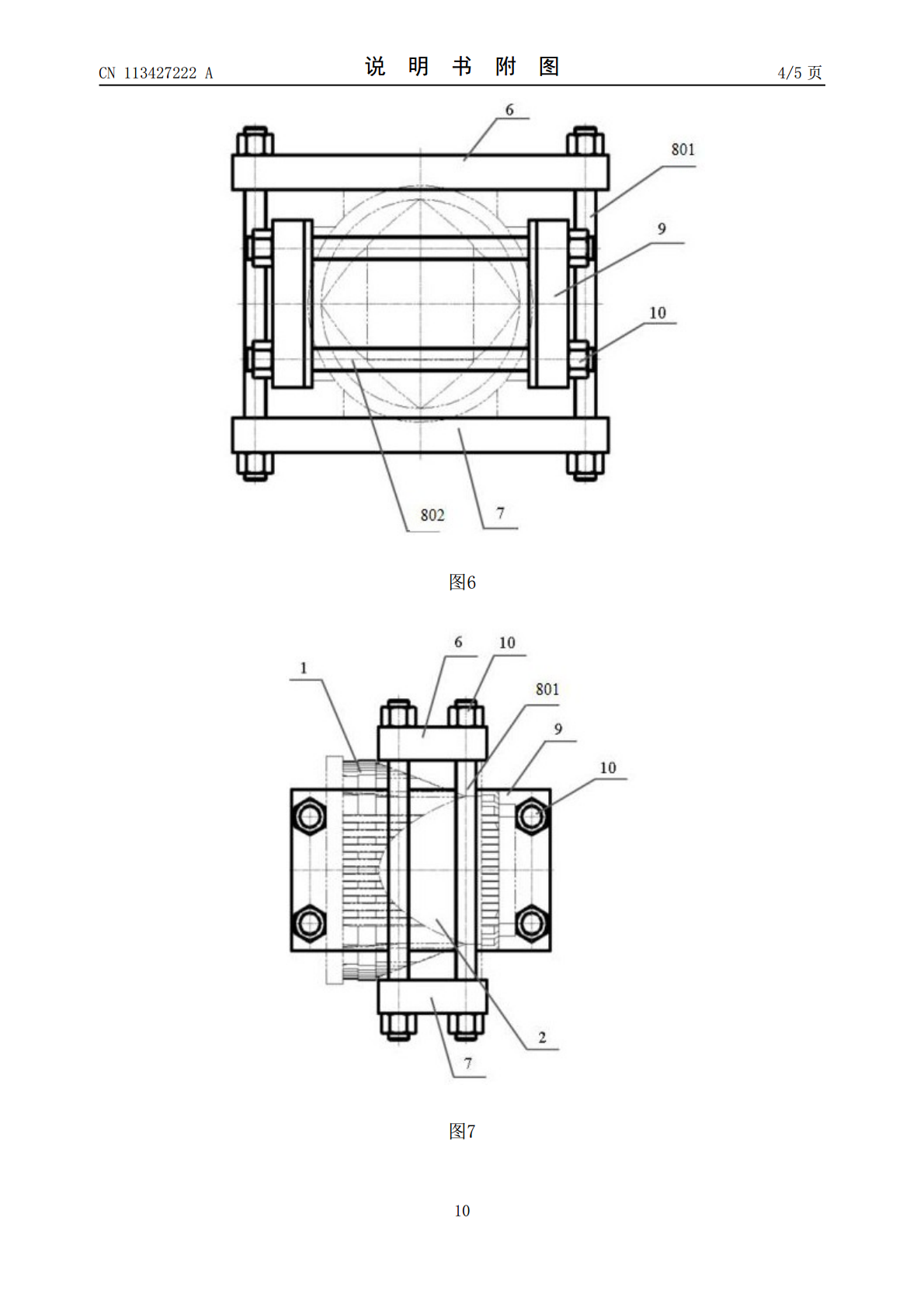
本发明公开了一种圆变方复杂内腔结构的制造方法,包括以下操作:分别将筒形内套的上、下、左、右四个方向的外圆面切割为斜面,得内套;加工四个与内套的斜面相匹配的补偿块;在每个补偿块的内表面上均匀铺设镍基粘带钎料,然后将四个补偿块分别放置在内套的斜面上;采用钎焊工装将补偿块与内套夹紧固定后,置于真空钎焊炉中,进行真空钎焊,得内套组件;在每条流道槽的筋条上以及补偿块的外表面上均开设钎料槽;在钎料槽内均涂注镍基膏状钎料,将外套压装在内套组件外部,置于真空钎焊炉中,进行真空钎焊。本发明针对内套的结构设计补偿块,通过两次

一种解决大尺寸复杂内腔结构铸件内腔多金属的方法.pdf
本发明涉及一种解决大尺寸复杂内腔结构铸件内腔多金属的方法。本发明包括将陶芯进行压蜡,做出蜡模;使用卡板在在蜡模上确定陶芯需要支撑的薄弱位置的铂金丝定位点,将铂金丝定位点标记通过卡板标记在蜡模上;将卡板标记点处的蜡去除,使标记点处的陶芯显露出来,在蜡模表面的打点处插入铂金丝,铂金丝漏出蜡模表面,再用蜡料把铂金丝固定,同时修补好蜡模表面;对做好的蜡模进行组树;将组树好的蜡模进行制壳、脱蜡、焙烧;将焙烧好的模壳进行预热后浇注;铸件冷却后,将浇冒口去除;采用脱芯釜将陶芯去除;对铸件进行检测,得到合格的大尺寸复杂内

一种制备复杂内腔制件的方法.pdf
本发明公开了一种制备复杂内腔制件的方法,其特征在于,该方法包括:a、室温下将预浸树脂的连续纤维缠绕在包裹有隔离膜的型芯表面,或将连续纤维树脂预浸料铺覆在包裹有隔离膜的型芯表面,得到包裹有预制体的型芯;b、将包裹有预制体的型芯放入模具中,利用密封胶和隔离膜使型芯和预制体相互密封隔离;c、在固化条件下将预制体固化成型;d、升温至型芯构成材料熔化成液态后,施加压缩空气排出复合材料制件腔内的成为液态的型芯,冷却脱模,去除腔内残留的型芯及隔离膜,得到复杂内腔制件。本发明方法可以制备各种具有复杂空腔结构的连续纤维增强
一种多喷射3D打印具有复杂内腔结构部件的方法.pdf
本发明公开一种多喷射3D打印具有复杂内腔结构部件的方法,通过区分打印部件模型实体部分和内部腔体结构,通过低熔融温度的填充剂材料来取代内部腔体结构部分的基体粉末材料形成支撑,在此基础上来简化生坯后处理过程,通过加热使填充剂重新熔融成液态流体通过自动或者外部其它方式快速排出,液态流体相比纯预铺设粉末颗粒的排出更加迅速,提高处理效率,并且无需对脆弱的生胚进行剧烈的操作,保持生胚完整性。尤其是针对具有复杂迂回流道的随行冷却模具等部件的制作,具有重要意义。

一种热水器内腔的制造方法以及热水器内腔.pdf
本发明公开了一种热水器内腔的制造方法以及热水器内腔,涉及热水器技术领域。首先利用连续模对坯料冲压成型,形成内腔单体;然后将两个内腔单体相对贴合并铆接,形成组合内腔;接着对组合内腔进行修整,形成热水器内腔。与现有技术相比,本发明提供的热水器内腔的制造方法由于采用了利用连续模对坯料冲压成型,形成内腔单体的步骤,所以工序步骤少,生产效率高,降低生产成本,节能环保,能够制造出稳定耐用的热水器内腔。