
一种砂铸件生铁的生产工艺.pdf

是秋****写意

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种砂铸件生铁的生产工艺.pdf
本发明提供一种砂铸件生铁的生产工艺,操作步骤如下所示:1)将样板模型放入放置槽底部,并将砂子,然后用机器将砂砾压实,再取将放置槽倒置,将原放置槽底部的样板模型取出;2)在取出样板模型的顶部在设置砂砾层,并预留模道口;3)将熔炼后的铁水灌入模道中;4)待模道内的铁水冷却形成铸件后,刮去铸件表面的砂砾;5)将步骤4)处理的铸件进行切割、粗打磨处理;6)将打磨后的铸件进行回火操作;7)将回火后的铸件进行油冷;8)将处理后的铸件进行细打磨和抛光。整个加工工艺有效实现了对铸件的结构强度得到进一步提升,在实际的工业生
一种生铁铸件铸造用的刮砂机构.pdf
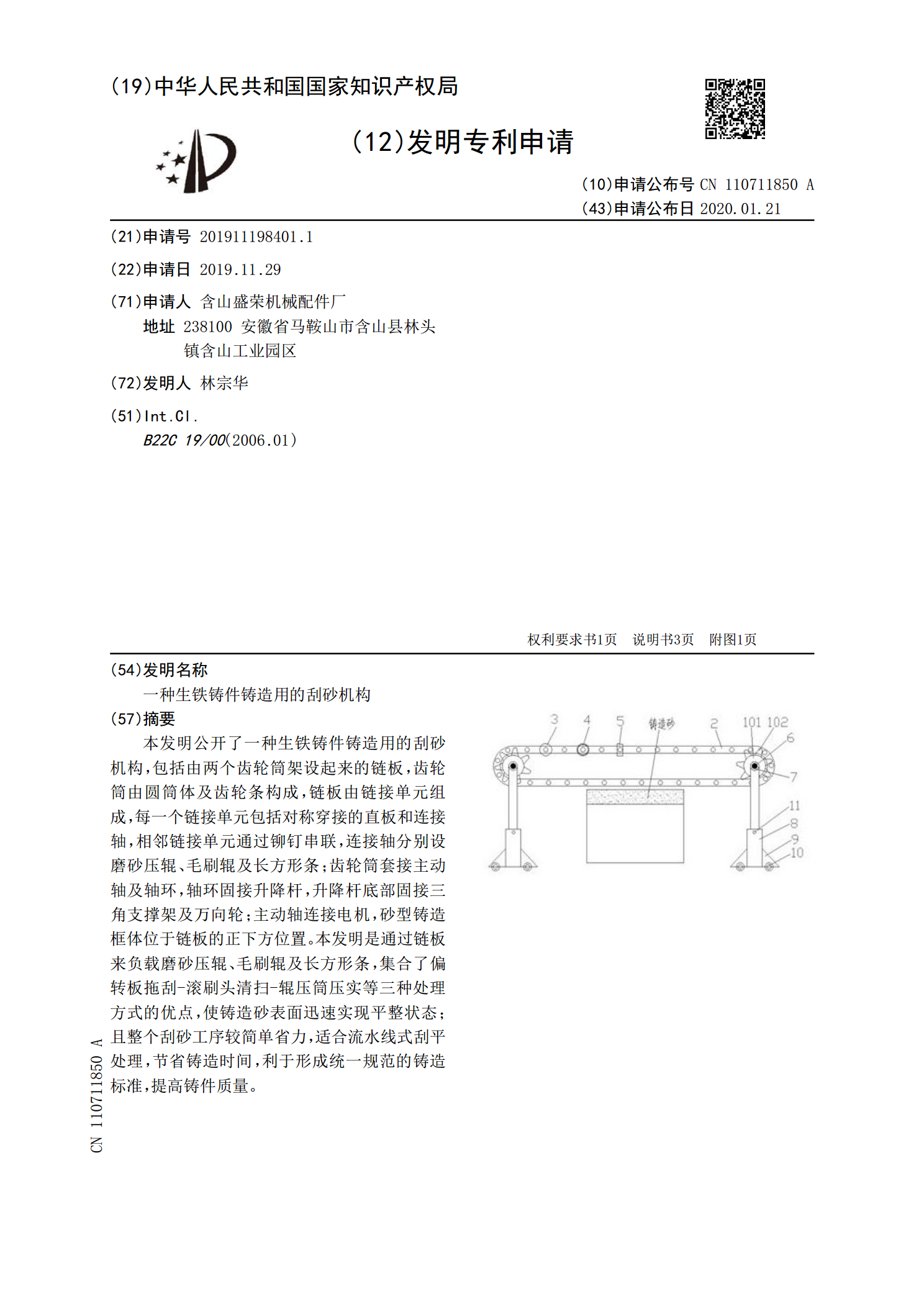
本发明公开了一种生铁铸件铸造用的刮砂机构,包括由两个齿轮筒架设起来的链板,齿轮筒由圆筒体及齿轮条构成,链板由链接单元组成,每一个链接单元包括对称穿接的直板和连接轴,相邻链接单元通过铆钉串联,连接轴分别设磨砂压辊、毛刷辊及长方形条;齿轮筒套接主动轴及轴环,轴环固接升降杆,升降杆底部固接三角支撑架及万向轮;主动轴连接电机,砂型铸造框体位于链板的正下方位置。本发明是通过链板来负载磨砂压辊、毛刷辊及长方形条,集合了偏转板拖刮‑滚刷头清扫‑辊压筒压实等三种处理方式的优点,使铸造砂表面迅速实现平整状态;且整个刮砂工序
一种风电铸件专用生铁生产工艺.pdf
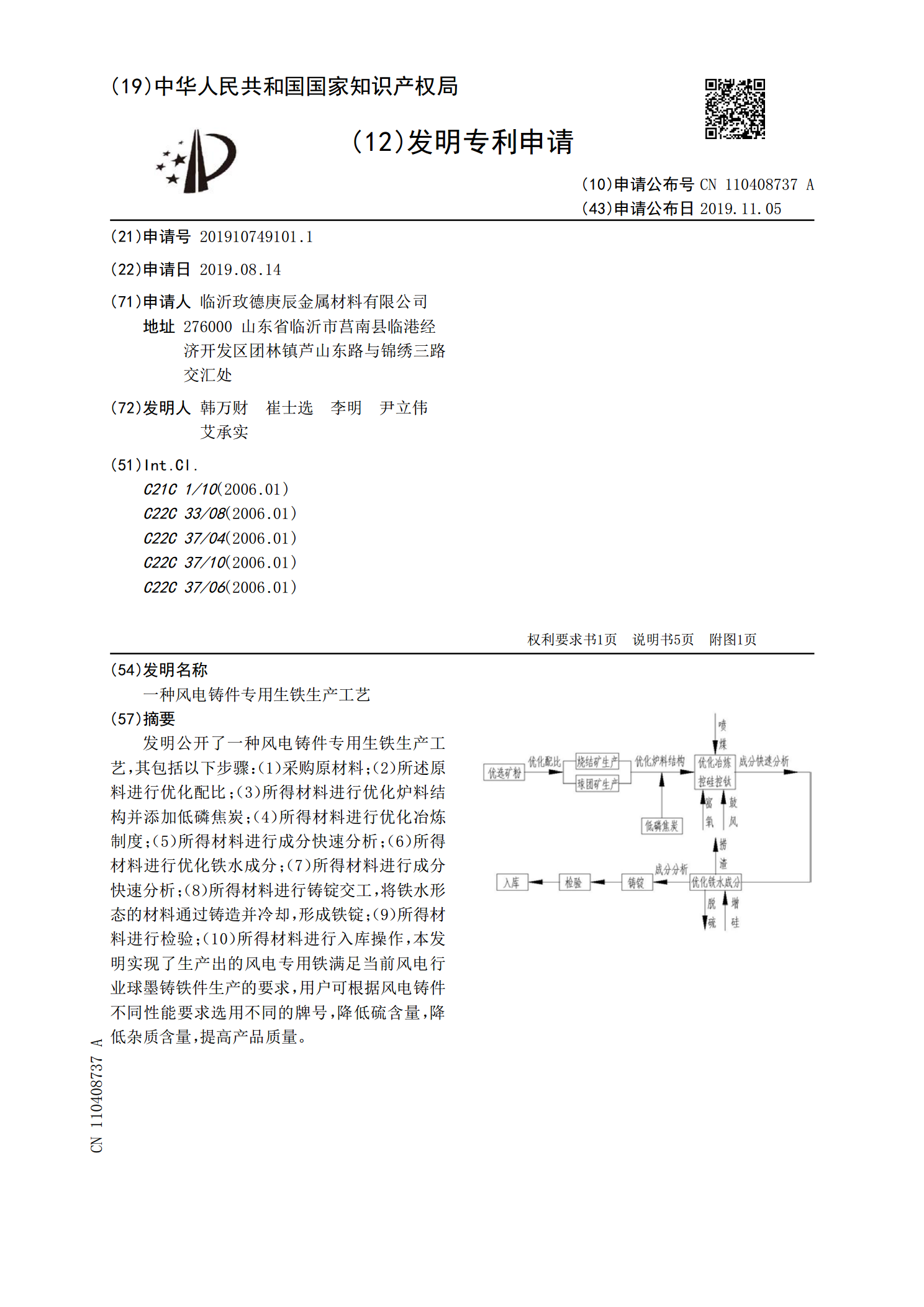
发明公开了一种风电铸件专用生铁生产工艺,其包括以下步骤:(1)采购原材料;(2)所述原料进行优化配比;(3)所得材料进行优化炉料结构并添加低磷焦炭;(4)所得材料进行优化冶炼制度;(5)所得材料进行成分快速分析;(6)所得材料进行优化铁水成分;(7)所得材料进行成分快速分析;(8)所得材料进行铸锭交工,将铁水形态的材料通过铸造并冷却,形成铁锭;(9)所得材料进行检验;(10)所得材料进行入库操作,本发明实现了生产出的风电专用铁满足当前风电行业球墨铸铁件生产的要求,用户可根据风电铸件不同性能要求选用不同的牌

一种生铁铸件去毛刺装置.pdf
本发明涉及一种生铁铸件去毛刺装置,属于生铁铸件加工技术领域,包括支架外壳,所述支架外壳的内部转动连接有转动外壳。通过第二驱动电机驱动齿轮带动齿圈转动,对转动外壳进行控制,转动外壳设置为T型结构,方便对生铁铸件进行加工时,对另一个生铁铸件进行安装,大大提高了工作效率,并且生铁铸件在支架外壳内进行打磨,提高了安全性,同时避免铁屑飞溅。通过电动推杆带动滑动块在滑轨上运动,方便顶紧块与放置台配合,对生铁铸件进行固定,顶紧块内设置有轴承,方便第一驱动电机驱动放置台时,生铁铸件随之转动,方便生铁铸件的打磨,机械手通过
一种生铁铸件防锈处理工艺.pdf
本发明公开了一种生铁铸件防锈处理工艺,具体涉及铸造技术领域,其提供的防锈处理工艺,可以显著提高生铁铸件的防锈性能,同时,本发明所制防锈剂涂膜抗冲击性能强,附着力佳;将铸件利用砂纸逐级打磨,并利用丙酮、氨基乙酸进行超声处理,可以充分去除其表面的油污,同时,氨基乙酸利用羧基与铸件表面羟基发生反应,留在铸件表面,其含有的氨基有利于与后续涂布的防锈剂中环氧基团发生反应,从而增强防锈剂涂层的附着力,增强其防锈性能。