
汽车方向盘毂侧孔加工座.pdf

Do****76


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车方向盘毂侧孔加工座.pdf
一种汽车方向盘毂侧孔加工座,其特点是在六边形的座体中间,开有与方向盘毂相吻合的毂穴,毂穴的底面上留有两个定位销柱,六边形座体相隔一个侧面的两个侧面上,分别开有径向的进钻孔,进钻孔内装有钻套。它解决了采用加工中心完成方向盘毂侧孔,装卸麻烦,工作效率低,且造成机床浪费大的问题,是普通机床加工汽车方向盘毂侧孔极好的辅助工具。
输入轴毂盲孔花键加工方法.pdf
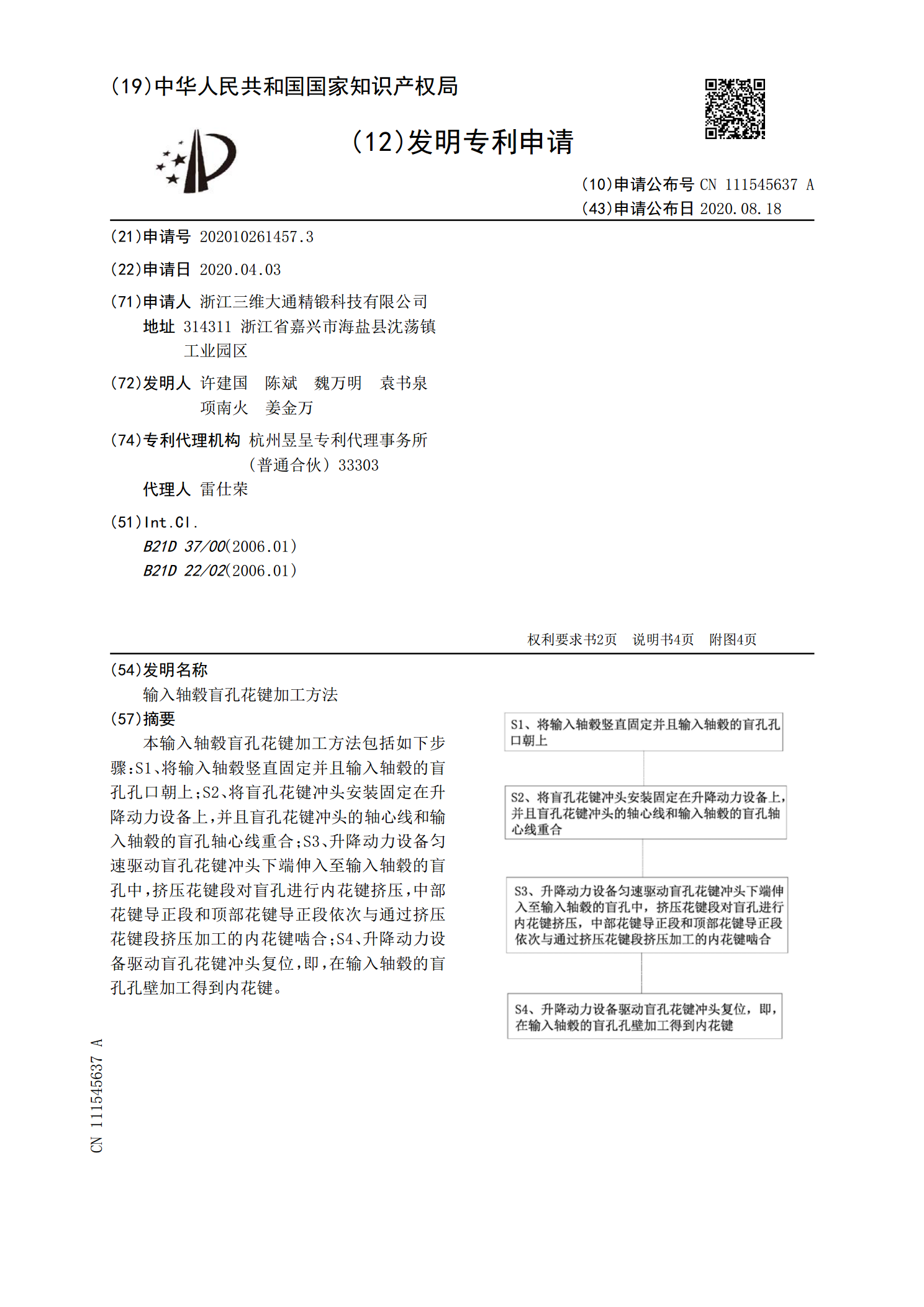
本输入轴毂盲孔花键加工方法包括如下步骤:S1、将输入轴毂竖直固定并且输入轴毂的盲孔孔口朝上;S2、将盲孔花键冲头安装固定在升降动力设备上,并且盲孔花键冲头的轴心线和输入轴毂的盲孔轴心线重合;S3、升降动力设备匀速驱动盲孔花键冲头下端伸入至输入轴毂的盲孔中,挤压花键段对盲孔进行内花键挤压,中部花键导正段和顶部花键导正段依次与通过挤压花键段挤压加工的内花键啮合;S4、升降动力设备驱动盲孔花键冲头复位,即,在输入轴毂的盲孔孔壁加工得到内花键。

石材板侧孔加工机.pdf
本发明涉及石材制作技术领域,尤其涉及一种石材板侧孔加工机,包括传送带、压紧机构以及钻孔机构,所述压紧机构位于所述传送带的上方,所述压紧机构包括机架、连接板以及带有减速器的步进电机,所述连接板的长度方向铰接有若干个L形压板,所述L形压板上部通过拉簧与所述连接板上部连接,所述L形压板的下部安装有压紧辊;所述连接板的两侧上部设有两个蜗轮箱,所述蜗轮箱中设有涡轮和蜗杆,所述蜗杆与固定在所述连接板两侧的连接块配合,两个所述蜗轮箱之间通过同步轴连接。通过压紧机构对传送带上的石材板进行压紧,固定后钻孔机构在对石材板的侧
铰座铜套内孔加工方法及加工设备.pdf
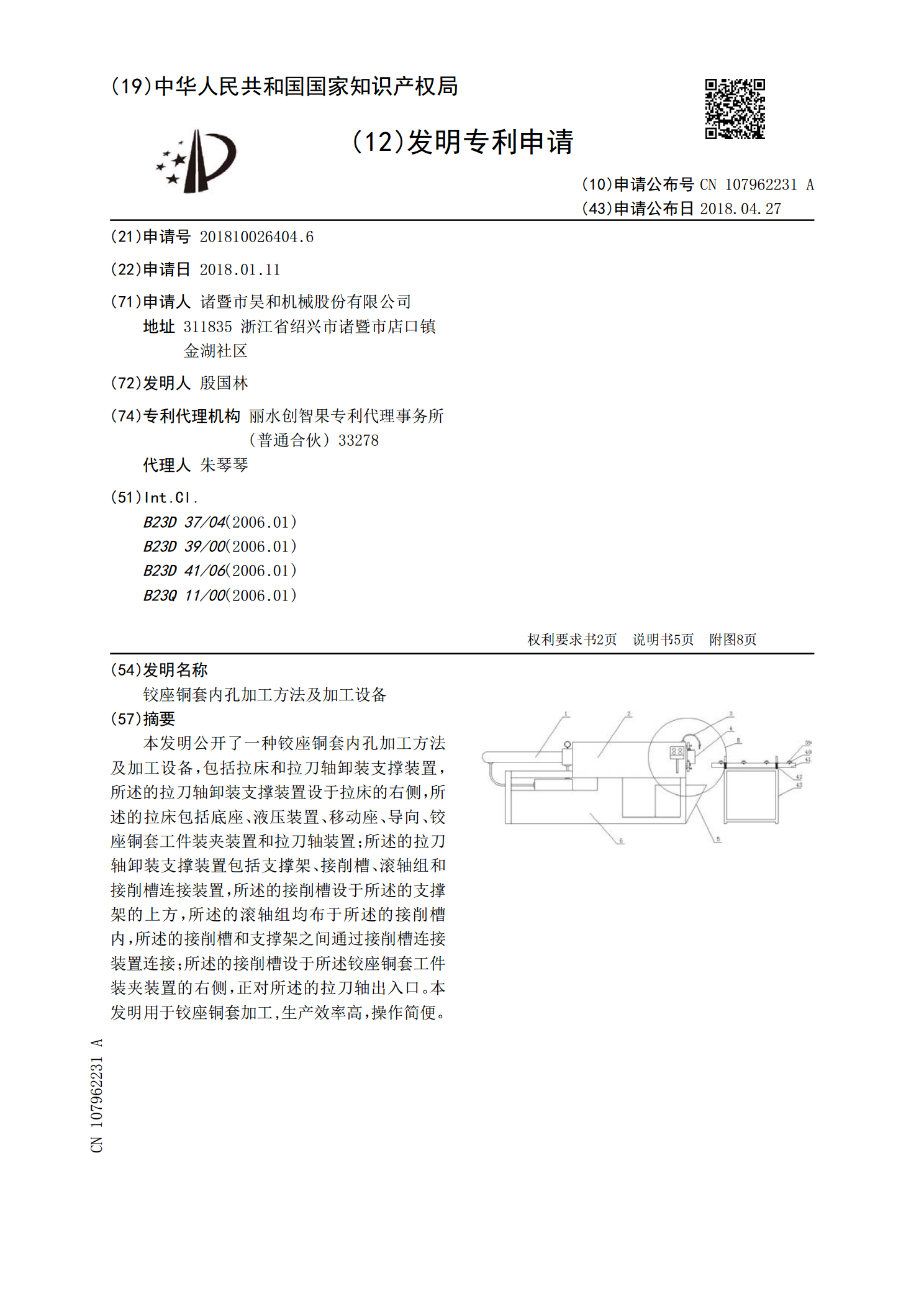
本发明公开了一种铰座铜套内孔加工方法及加工设备,包括拉床和拉刀轴卸装支撑装置,所述的拉刀轴卸装支撑装置设于拉床的右侧,所述的拉床包括底座、液压装置、移动座、导向、铰座铜套工件装夹装置和拉刀轴装置;所述的拉刀轴卸装支撑装置包括支撑架、接削槽、滚轴组和接削槽连接装置,所述的接削槽设于所述的支撑架的上方,所述的滚轴组均布于所述的接削槽内,所述的接削槽和支撑架之间通过接削槽连接装置连接;所述的接削槽设于所述铰座铜套工件装夹装置的右侧,正对所述的拉刀轴出入口。本发明用于铰座铜套加工,生产效率高,操作简便。

在弧形面加工侧孔的方法.pdf
本发明公开了一种在弧形面加工侧孔的方法,按以下步骤进行:确定待加工侧孔的位置;首先加工出侧孔的完整尺寸和托槽的长宽尺寸及托槽一部分深度尺寸,预留托槽深度尺寸的剩余部分;再确定好托槽预留部分的加工尺寸;然后加工预留部分。本发明通过在外壳的弧形侧面加工侧孔时先加工托槽的一部分,并预留一部分,且该预留部分的表面为平面结构,再以该平面为基准通过探针向纵深寻找剩余的加工深度,然后再加工预留部分的深度值,这样完全保证了卡托槽深度尺寸,如0.48mm,使得卡托等插入后可与外壳表面完美匹配。