
铰座铜套内孔加工方法及加工设备.pdf

一条****淑淑


1/10
2/10

3/10
4/10

5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
铰座铜套内孔加工方法及加工设备.pdf
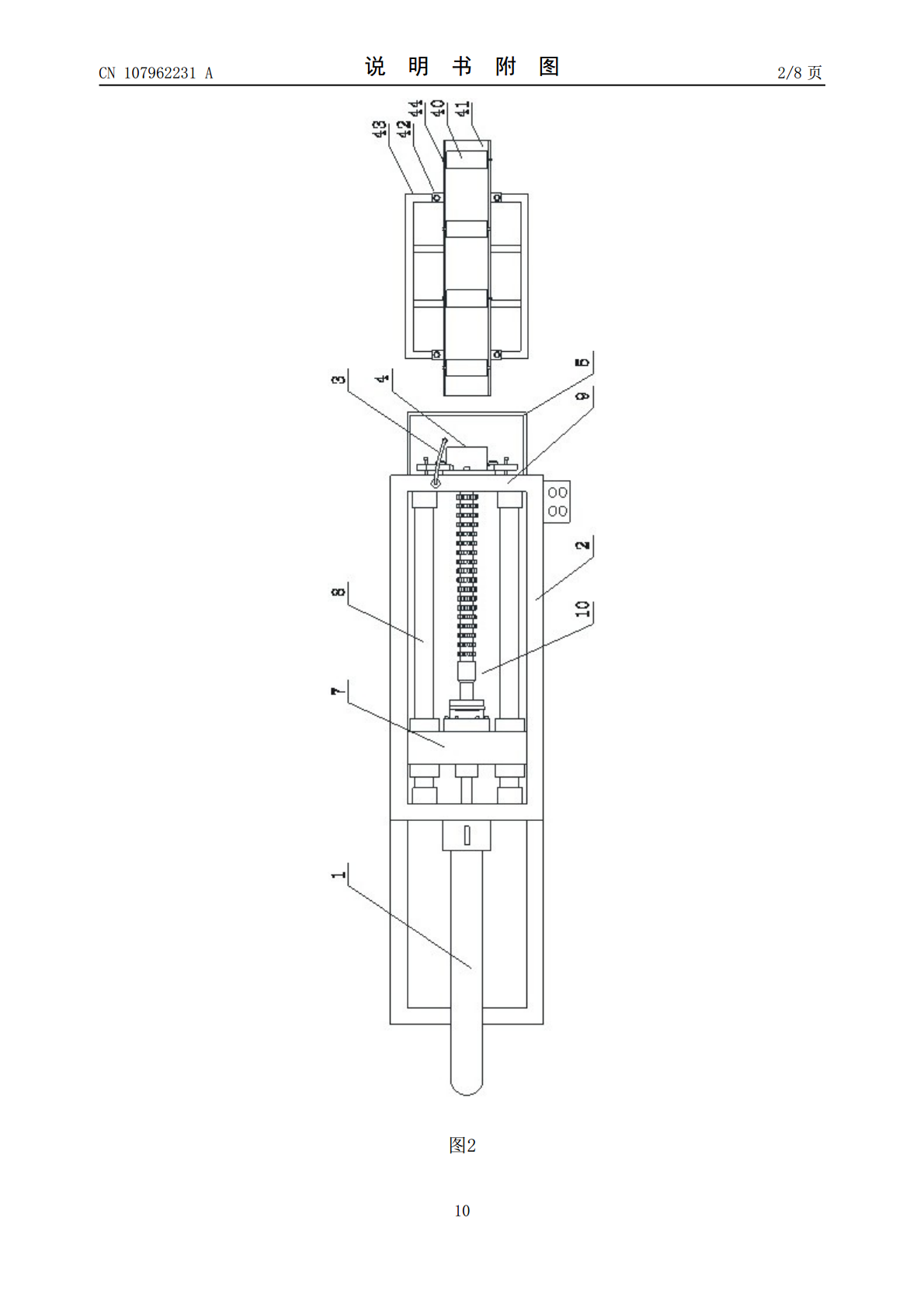
本发明公开了一种铰座铜套内孔加工方法及加工设备,包括拉床和拉刀轴卸装支撑装置,所述的拉刀轴卸装支撑装置设于拉床的右侧,所述的拉床包括底座、液压装置、移动座、导向、铰座铜套工件装夹装置和拉刀轴装置;所述的拉刀轴卸装支撑装置包括支撑架、接削槽、滚轴组和接削槽连接装置,所述的接削槽设于所述的支撑架的上方,所述的滚轴组均布于所述的接削槽内,所述的接削槽和支撑架之间通过接削槽连接装置连接;所述的接削槽设于所述铰座铜套工件装夹装置的右侧,正对所述的拉刀轴出入口。本发明用于铰座铜套加工,生产效率高,操作简便。

连杆铜套内孔如何加工应用.docx
连杆铜套内孔如何加工应用1挤压工具的设计与制作挤压工具的材料选用T10,按照图2中的尺寸和公差要求,先进行车削,然后热处理、淬火至45~48HRC。在外圆磨床上进行磨削(凹槽部分除外)。在车床上用细砂布打磨凹槽上因磨削而形成的尖角和凹槽内部光滑为准,即可使用。2挤压工艺先将铜套压入连杆小头孔内,见图1,在镗床上进行半精镗削,留0.02~0.04mm挤压余量。然后把连杆小头平放在液压机专用垫套1上(见图3所示的工作简图),放上图2所示的挤压工具5,涂些润滑油后,扳动液压机手柄8,使液压机压头6对齐挤压工具5

铰孔加工方法.doc
铰孔加工方法1.铰孔加工概述钻孔是在实体材料中钻出一个孔,而铰孔是扩大一个已经存在的孔。铰孔和钻孔、扩孔一样都是由刀具本身的尺寸来保证被加工孔的尺寸的,但铰孔的质量要高得多。铰孔时,铰刀从工件孔壁上切除微量金属层,以提高其尺寸精度和减小其表面粗糙度值,铰孔是孔的精加工方法之一,常用作直径不很大、硬度不太高的工件孔的精加工,也可用于磨孔或研孔前的预加工。机铰生产率高,劳动强度小,适宜于大批大量生产。铰孔加工精度可达IT9~IT7级,表面粗糙度一般达Ra1.6~0.8μm。这是由于铰孔所用的铰刀结构特殊,加工

铰孔加工方法.doc
铰孔加工方法1.铰孔加工概述钻孔是在实体材料中钻出一个孔,而铰孔是扩大一个已经存在的孔。铰孔和钻孔、扩孔一样都是由刀具本身的尺寸来保证被加工孔的尺寸的,但铰孔的质量要高得多。铰孔时,铰刀从工件孔壁上切除微量金属层,以提高其尺寸精度和减小其表面粗糙度值,铰孔是孔的精加工方法之一,常用作直径不很大、硬度不太高的工件孔的精加工,也可用于磨孔或研孔前的预加工。机铰生产率高,劳动强度小,适宜于大批大量生产。铰孔加工精度可达IT9~IT7级,表面粗糙度一般达Ra1.6~0.8μm。这是由于铰孔所用的铰刀结构特殊,加工

提高钻、铰孔加工精度的加工方法.docx
提高钻、铰孔加工精度的加工方法随着工业领域的快速发展,对于钻、铰孔加工精度的要求也越来越高。因此,提高钻、铰孔加工精度的加工方法也备受工业领域关注。本文旨在就提高钻、铰孔加工精度的加工方法进行探讨,并提出一些可行的解决方案。一、提高加工精度的标准对于钻、铰孔加工精度的标准,不同行业或不同实际应用情况下也有所不同。但是,从总体来看,钻、铰孔加工精度主要体现在以下几个方面:1.孔径精度。孔径精度是指在加工过程中孔的大小与设计尺寸之间的差距,通常以公差值来表达。对于一些高精度的孔加工,公差要求通常比较严格,这就