
输入轴毂盲孔花键加工方法.pdf

文光****iu


1/10
2/10

3/10

4/10
5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
输入轴毂盲孔花键加工方法.pdf
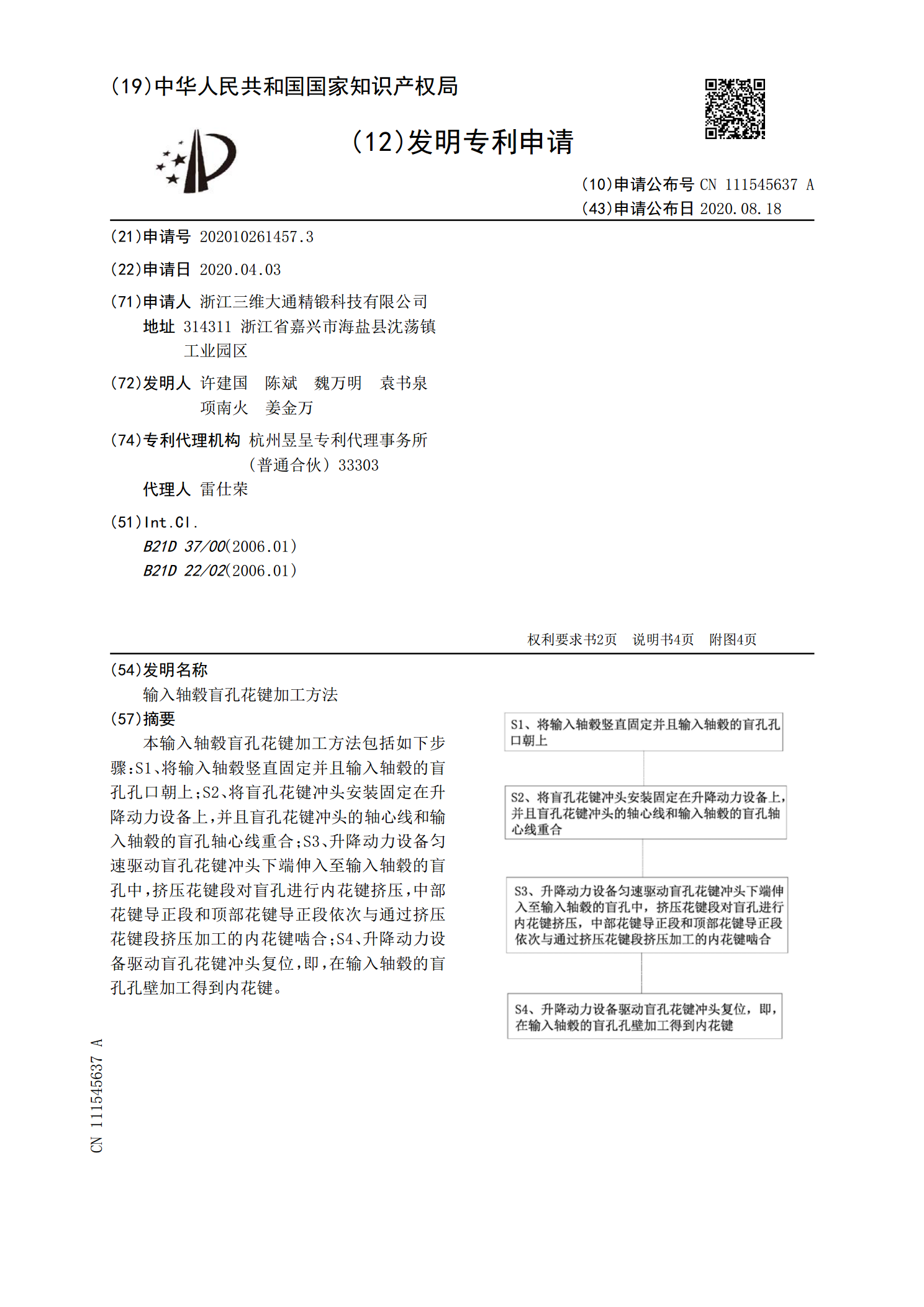
本输入轴毂盲孔花键加工方法包括如下步骤:S1、将输入轴毂竖直固定并且输入轴毂的盲孔孔口朝上;S2、将盲孔花键冲头安装固定在升降动力设备上,并且盲孔花键冲头的轴心线和输入轴毂的盲孔轴心线重合;S3、升降动力设备匀速驱动盲孔花键冲头下端伸入至输入轴毂的盲孔中,挤压花键段对盲孔进行内花键挤压,中部花键导正段和顶部花键导正段依次与通过挤压花键段挤压加工的内花键啮合;S4、升降动力设备驱动盲孔花键冲头复位,即,在输入轴毂的盲孔孔壁加工得到内花键。
一种加工圆柱轴端面盲孔内花键的方法.pdf
本发明属于机械加工技术,涉及对圆柱轴端面盲孔内花键加工方法的改进。其特征在于:加工的步骤如下:在圆柱轴端面加工工艺盲孔;制作内花键衬套;压装内花键衬套;锁紧内花键衬套与圆柱轴工艺盲孔的贴合面。本发明无需在端面盲孔内开让刀及排屑槽,所加工盲孔内花键的合格率高,加工成本低。
一种深盲孔内花键轴及其加工方法.pdf
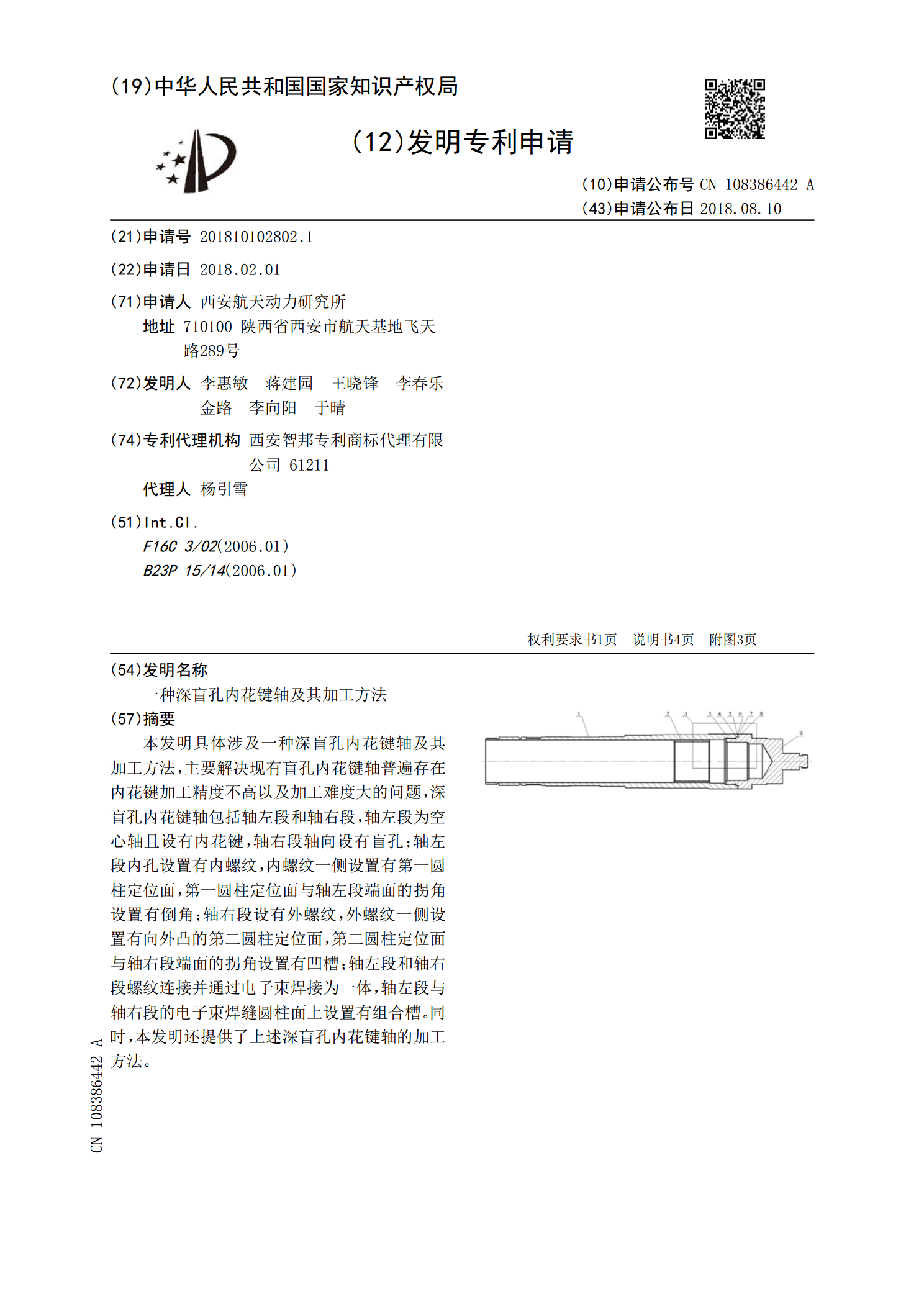
本发明具体涉及一种深盲孔内花键轴及其加工方法,主要解决现有盲孔内花键轴普遍存在内花键加工精度不高以及加工难度大的问题,深盲孔内花键轴包括轴左段和轴右段,轴左段为空心轴且设有内花键,轴右段轴向设有盲孔;轴左段内孔设置有内螺纹,内螺纹一侧设置有第一圆柱定位面,第一圆柱定位面与轴左段端面的拐角设置有倒角;轴右段设有外螺纹,外螺纹一侧设置有向外凸的第二圆柱定位面,第二圆柱定位面与轴右段端面的拐角设置有凹槽;轴左段和轴右段螺纹连接并通过电子束焊接为一体,轴左段与轴右段的电子束焊缝圆柱面上设置有组合槽。同时,本发明还
一种深盲孔内花键轴及其加工方法.pdf
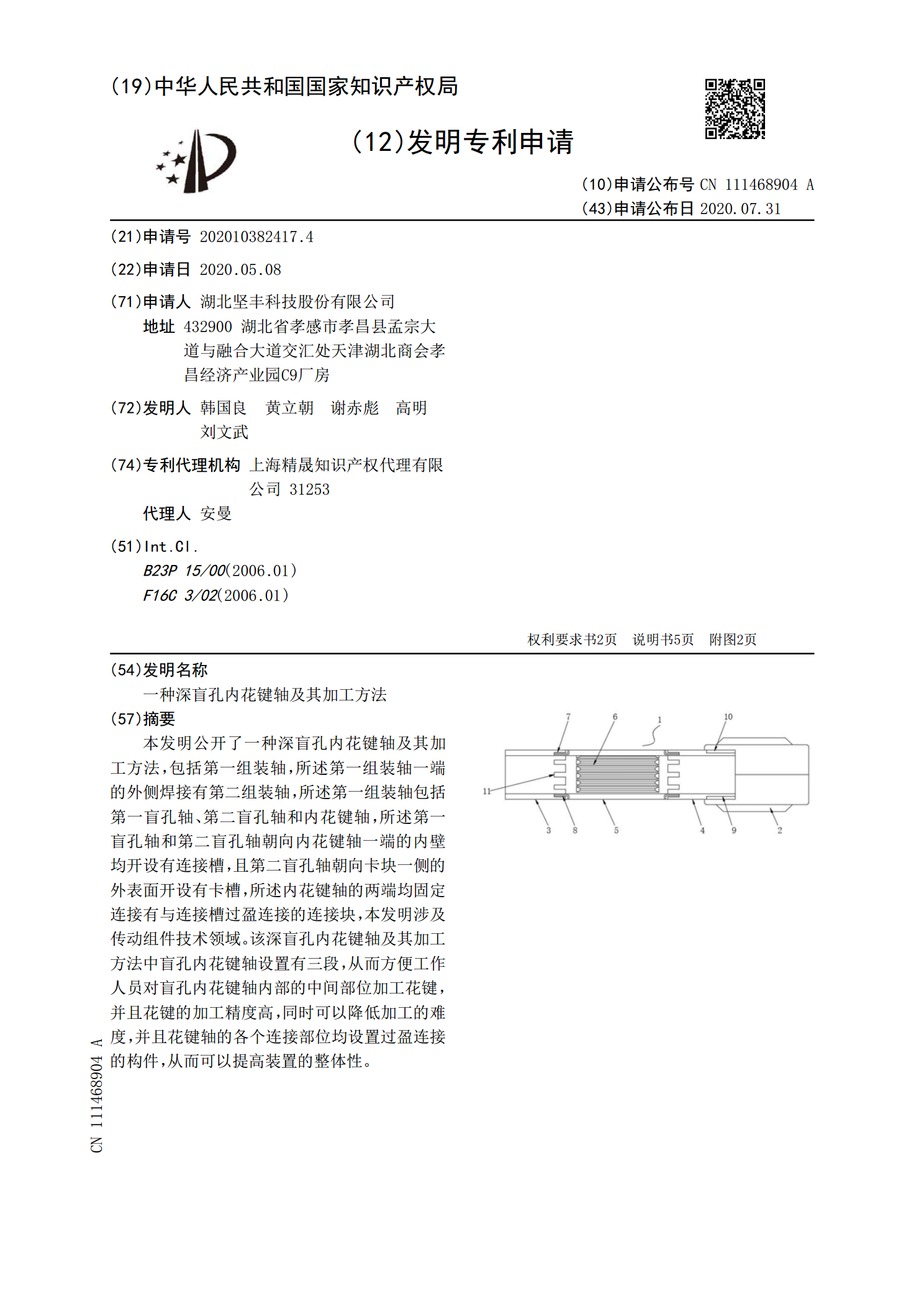
本发明公开了一种深盲孔内花键轴及其加工方法,包括第一组装轴,所述第一组装轴一端的外侧焊接有第二组装轴,所述第一组装轴包括第一盲孔轴、第二盲孔轴和内花键轴,所述第一盲孔轴和第二盲孔轴朝向内花键轴一端的内壁均开设有连接槽,且第二盲孔轴朝向卡块一侧的外表面开设有卡槽,所述内花键轴的两端均固定连接有与连接槽过盈连接的连接块,本发明涉及传动组件技术领域。该深盲孔内花键轴及其加工方法中盲孔内花键轴设置有三段,从而方便工作人员对盲孔内花键轴内部的中间部位加工花键,并且花键的加工精度高,同时可以降低加工的难度,并且花键轴

小模数盲孔内花键加工刀具装置及加工方法.pdf
本发明提供了一种小模数盲孔内花键加工刀具装置及加工方法。所述装置在刀座体底部开有定位键块槽并在槽内装有定位键块,刀座体上部的一侧装有刀具定位档块,并用档块锁紧螺栓与刀座体相连接,刀座体上部开有刀具槽并装有刀具,刀具用刀具压板压住,再用压板锁紧螺栓固定在刀座体上,刀具通过刀具锁紧螺栓固定,刀座体用刀座锁紧螺栓固定在加工设备上。所述加工方法按下列步骤进行:1、刀具和刀座体的安装;2、等高参数调节;3、参数设置;4、工件加工。该方法解决了传统技术采用展成插齿法等,加工效率低下、刀具成本高等问题,使用该装置和方法