
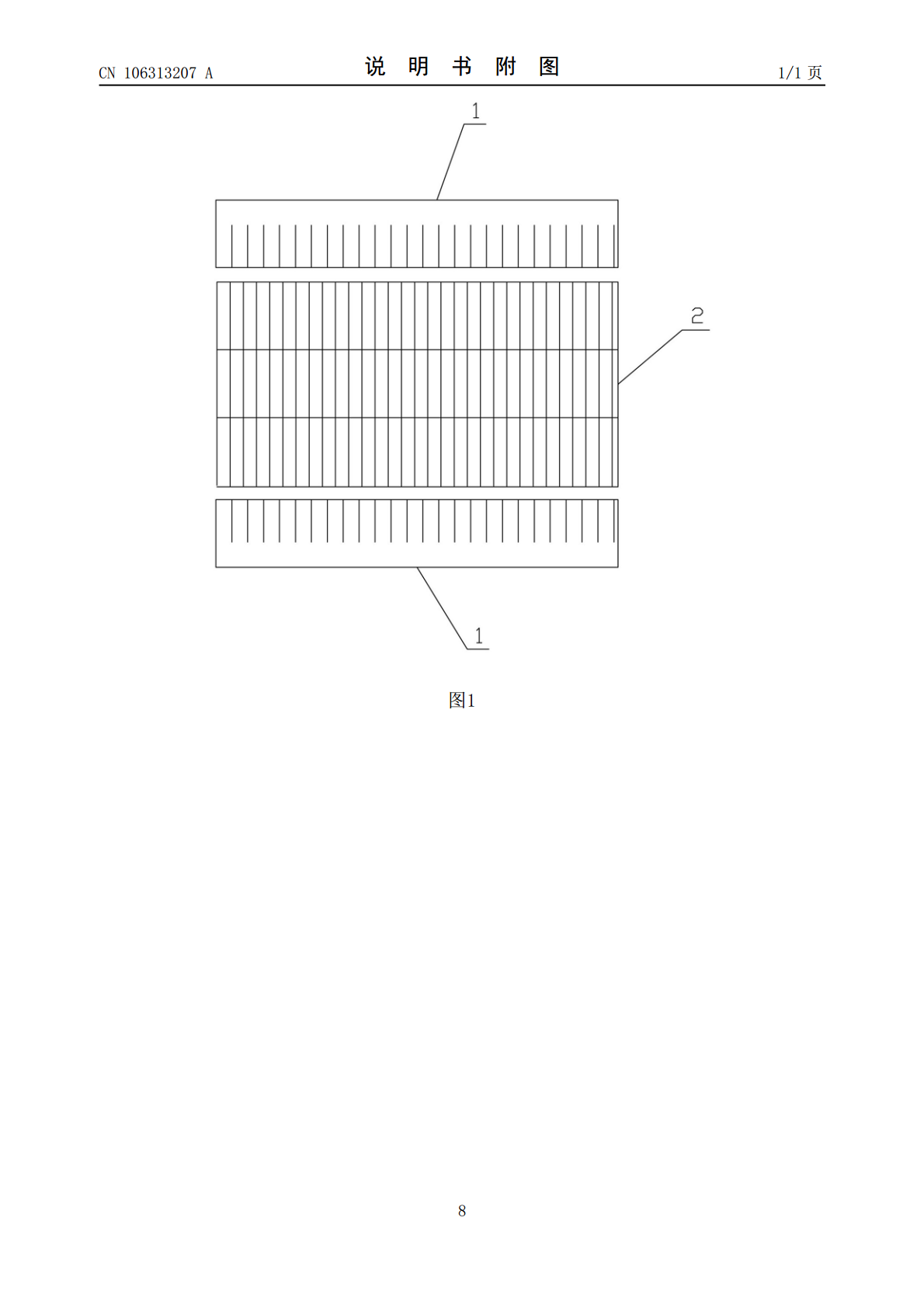
一种高强度的防水复合型竹板材的制备工艺.pdf

玉军****la


1/8

2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高强度的防水复合型竹板材的制备工艺.pdf
本发明公开的是一种高强度的防水复合型竹板材的制备工艺,包括以下具体步骤:竹板面层的制备、竹板层的制备、干燥、养生、竹板面层炭化处理、竹板面层二次干燥、施胶、加压烘干、组坯、热压合、二次浸胶、干燥、二次组坯、热压、锯边处理和检验包装处理,本发明不仅可以制备高防水、高强度、高硬度的优质竹板材,而且该竹板材保留了竹青面层,使之具有优良的防水、高纤维、高弹力的优点,又具备天然纹理面,无裂痕,提高了产品的优点品质,为生产高档竹板材提供了工艺支持。
一种防水板材及其制备方法.pdf
本发明提供一种防水板材及其制备方法,其由以下重量份的组分组成:膨润土30-40份、取暖炉炉渣18-36份、植物纤维15-20份、水泥10-20份、防水剂5-10份、水10-15份。本发明提供的防水板材利用工业废料作为生产原料,具有制作成本低廉,施工方便,成本低廉,性能优良等特性,生产原料的取料广泛,在处理过程中未添加对环境产生危害的物质,无废水、废渣排放;所用植物纤维质柔韧,富于弹力,纤维强度很好,大大提高了板材的抗压、抗拉强度;所用高级脂肪酸类防水剂防水寿命长、适用范围广、施工简单、成本低、安全环保。
一种高强度复合型铝板材自动组装装置.pdf
本发明提供一种高强度复合型铝板材自动组装装置,包括自动取料机构,自动取料机构包括抓取组件与间歇驱动组件,抓取组件在驱动装置的带动下配合间歇驱动组件逐一抓取位于支撑杆送料机构上的支撑杆,并将支撑杆逐一放置在铝板送料机构上的铝板上,完成支撑杆与铝板的初步组装工作,实现了支撑杆与铝板的自动化安装,有效提高了产品的组装效率,同时避免了因人工安装导致支撑杆与铝板之间发生偏差使得产品需要返工的问题,因此提高了产品的良品率,解决了现有的铝板在进行装修工程时,无论是作为墙板或者底板,其强度是不够的问题。

一种竹基板材的生产工艺.pdf
本发明涉及一种竹基板材的生产工艺,用于生产竹基板材。该生产工艺将竹材按照下列工序进行处理:锯截、选厚→剖开、除内竹节→一次碳化→展平→定宽定厚→一次低温干燥→一次养生→二次碳化→二次低温干燥→二次养生→施胶→组坯→热压→脱模,得到的竹基板材。本发明通过在半圆竹筒的内弧表面形成网状防裂纹,使展平后的竹材整体展平板具有更好的完整性,避免意外开裂和圆弧状回弹现象的发生,同时也使后续的施胶更加均匀,从而进一步减少物料损失和提高的强度和硬度及产品质量。
一种高强度泡沫铝板材制备方法.pdf
本发明公开了一种高强度泡沫铝板制备方法:包含如下步骤:原料包括铝锭、空心球和增粘剂,铝液、空心球、增粘剂三者的重量比为58~62:19~21:1~2.5;将铝锭放入到熔铝炉中熔化成铝液,融化温度为为780~800℃;将空心球放入到加热炉中加热保温备用,温度设置为650~670℃;将所述铝液倒入搅拌桶中搅拌,搅拌速度750~850r/min,同时进行控温;温度降低到680℃时加入增粘剂,保持搅拌速度800r/min;控温到660℃时加入空心球,10秒内提升搅拌速度到1000r/min;观察搅拌情况,待搅拌均