
一种竹基板材的生产工艺.pdf

骊英****bb


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种竹基板材的生产工艺.pdf
本发明涉及一种竹基板材的生产工艺,用于生产竹基板材。该生产工艺将竹材按照下列工序进行处理:锯截、选厚→剖开、除内竹节→一次碳化→展平→定宽定厚→一次低温干燥→一次养生→二次碳化→二次低温干燥→二次养生→施胶→组坯→热压→脱模,得到的竹基板材。本发明通过在半圆竹筒的内弧表面形成网状防裂纹,使展平后的竹材整体展平板具有更好的完整性,避免意外开裂和圆弧状回弹现象的发生,同时也使后续的施胶更加均匀,从而进一步减少物料损失和提高的强度和硬度及产品质量。
一种核电站用镍基合金中厚板材料的生产工艺.pdf
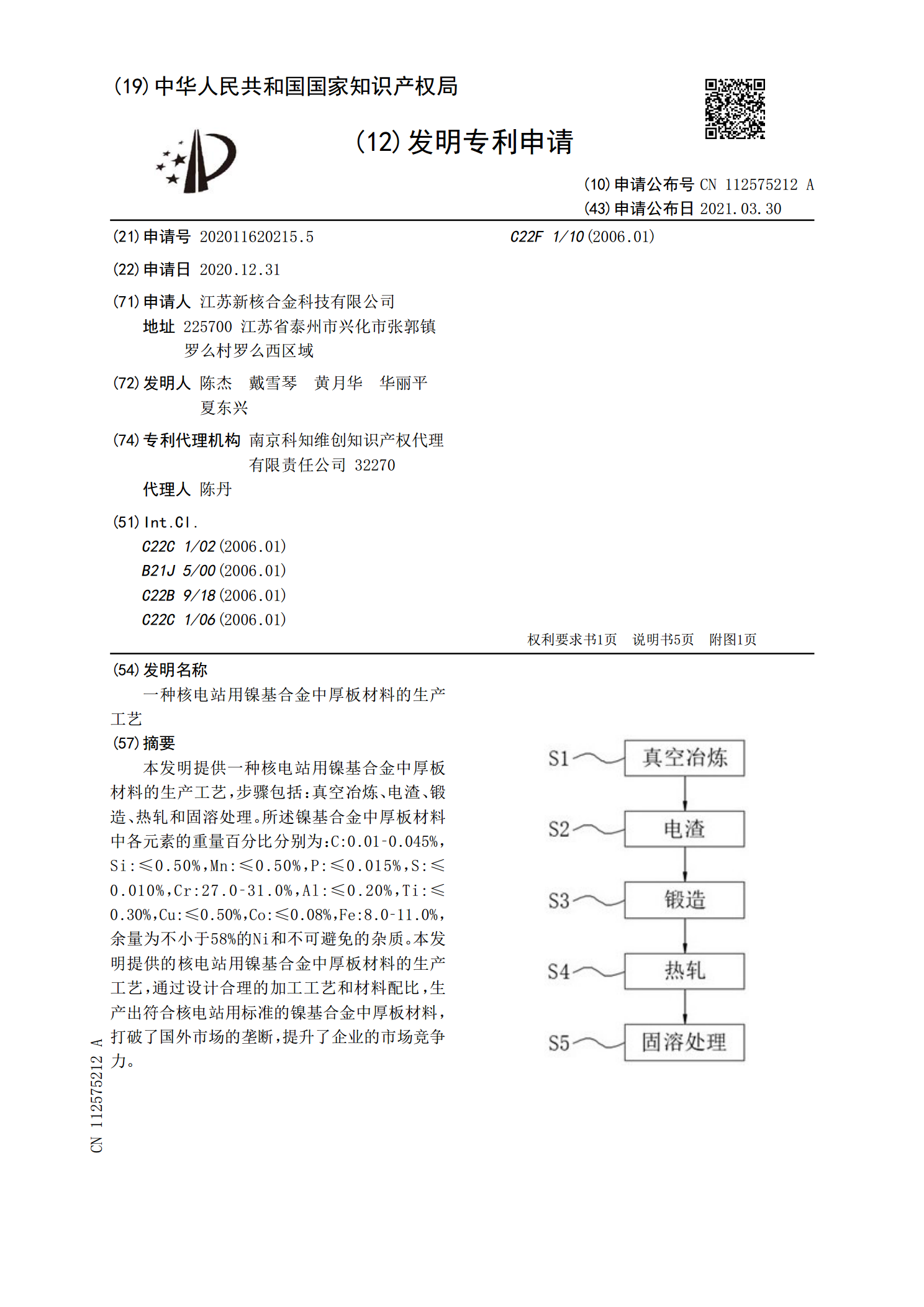
本发明提供一种核电站用镍基合金中厚板材料的生产工艺,步骤包括:真空冶炼、电渣、锻造、热轧和固溶处理。所述镍基合金中厚板材料中各元素的重量百分比分别为:C:0.01‑0.045%,Si:≤0.50%,Mn:≤0.50%,P:≤0.015%,S:≤0.010%,Cr:27.0‑31.0%,Al:≤0.20%,Ti:≤0.30%,Cu:≤0.50%,Co:≤0.08%,Fe:8.0‑11.0%,余量为不小于58%的Ni和不可避免的杂质。本发明提供的核电站用镍基合金中厚板材料的生产工艺,通过设计合理的加工工艺和材
一种家具板材的生产工艺.pdf
本发明采用毛竹纤维作为主体材料,并采用天然胶料做粘接剂来制作家具板材,扩展了竹资源的应用,制成的家具板材健康环保,具有广泛的实用性。

一种天麻酒发酵用阻燃竹基高密度复合板材制备方法.pdf
本发明涉及一种天麻酒阻燃竹基高密度复合板材制备方法,包括以下步骤:竹基板材骨架拼接,竹基碎屑胶合料制备,竹基板材母坯板材本体制备,竹基板材母坯板材本体脱脂、染色及烘干处理,竹基板材母坯板材本体的浸渍胶液、陈化及烘干处理,竹基板材胚板制备,竹基板材胚板养生,以及涂阻燃漆,最后获得竹基板材成品料。本发明提高了竹木材料的利用率,获得高阻燃率、高强度的竹基板材,有效缓解了实木材料稀缺的现状,满足消费者对竹基板材的使用需求。

一种山竹罐头的生产工艺.pdf
本发明公开了一种山竹罐头的生产工艺,包括以下重量份的原料:山竹30‑50份;红枣5‑10份;葡萄糖10‑20份;维生素C2‑6份。本发明的有益之处在于:山竹罐头充分保留了山竹特有的水果风味,同时又能保持山竹肉的新鲜,具有一定的硬度和良好的口感。便于储存,方便食用,不会限制于水果的季节,受到广大消费者的喜爱。