
一种极片加工工艺.pdf

是你****元呀


1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种极片加工工艺.pdf
本发明公开一种极片加工工艺,其包括:极片进行正反面连续涂布,涂布区两侧为留白区,极片正反面的涂布区相对称;涂布结束后,在极片正反面的留白区分别涂胶层;待极片干燥且胶层固化后,对极片进行辊压,同时对辊压后的极片的留白区进行红外线加热,加热后的胶层从留白区剥离;负压吸取留白区胶层,收集胶层,加热熔融并重复用于留白区的涂胶。本发明在极片正反面的留白区分别涂胶层,再对极片进行辊压,同时对辊压后的极片的留白区进行红外线加热,胶层可回收重复利用;本发明工艺保证极片在辊压后留白区和涂布区的延伸率相近,从而避免了在极片留

一种极片加工机构.pdf
本发明涉及一种极片加工机构。其在机架上由前至后依序设置有压条装置、切刀装置、导向装置、毛刷装置和过辊装置;极片依序经过压条装置和切刀装置,切刀装置将极片分切成多片后传送至导向装置,分切后的多片极片经导向装置后分别被传送至毛刷装置,经毛刷装置平整处理后的极片经由过辊装置被输出。本发明极片加工机构,其将极片先进行分切,然后再进行辊压,这样分切过的极片,再经过导向装置,再经过过辊装置时,两边有留白,不易形成褶皱,从而提高了极片的质量,降低了生产成本。

一种极片涂胶工艺.pdf
本发明公开了一种极片涂胶工艺,包括以下步骤:S1,基片准备,在块状的基片中间设置涂料区,涂料区的两端具有留白区;S2,涂胶,在涂料区与留白区之间涂覆一定宽度及厚度的绝缘胶;S3,烘烤,对涂覆的绝缘胶进行加热固化;S4,切片,沿绝缘胶的分布方向将基片分切出若干条极片。本发明先对基片进行涂胶,之后再分切成极片,由于基片的宽度是多个极片的宽度之和,即基片的宽度远大于极片的宽度,因此涂胶尺寸增大,涂胶更为均匀,从而解决传统工艺中高温胶起皱的问题,同时只需对基片两端进行涂胶即可完成多个极片的涂胶,极大地提高了生产效
一种极片加工装置.pdf
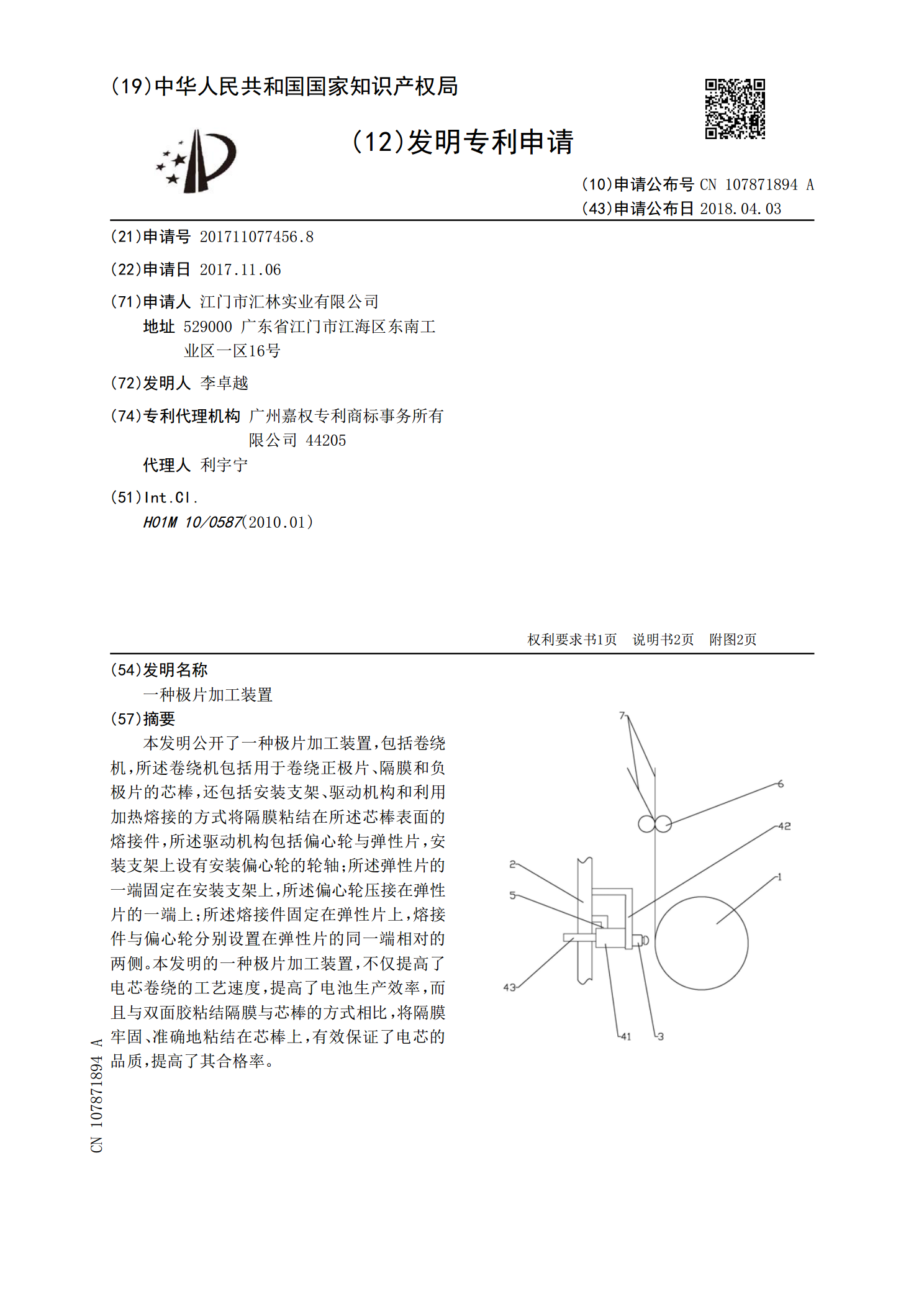
本发明公开了一种极片加工装置,包括卷绕机,所述卷绕机包括用于卷绕正极片、隔膜和负极片的芯棒,还包括安装支架、驱动机构和利用加热熔接的方式将隔膜粘结在所述芯棒表面的熔接件,所述驱动机构包括偏心轮与弹性片,安装支架上设有安装偏心轮的轮轴;所述弹性片的一端固定在安装支架上,所述偏心轮压接在弹性片的一端上;所述熔接件固定在弹性片上,熔接件与偏心轮分别设置在弹性片的同一端相对的两侧。本发明的一种极片加工装置,不仅提高了电芯卷绕的工艺速度,提高了电池生产效率,而且与双面胶粘结隔膜与芯棒的方式相比,将隔膜牢固、准确地粘
极片延展装置、极片加工系统及极片延展方法.pdf
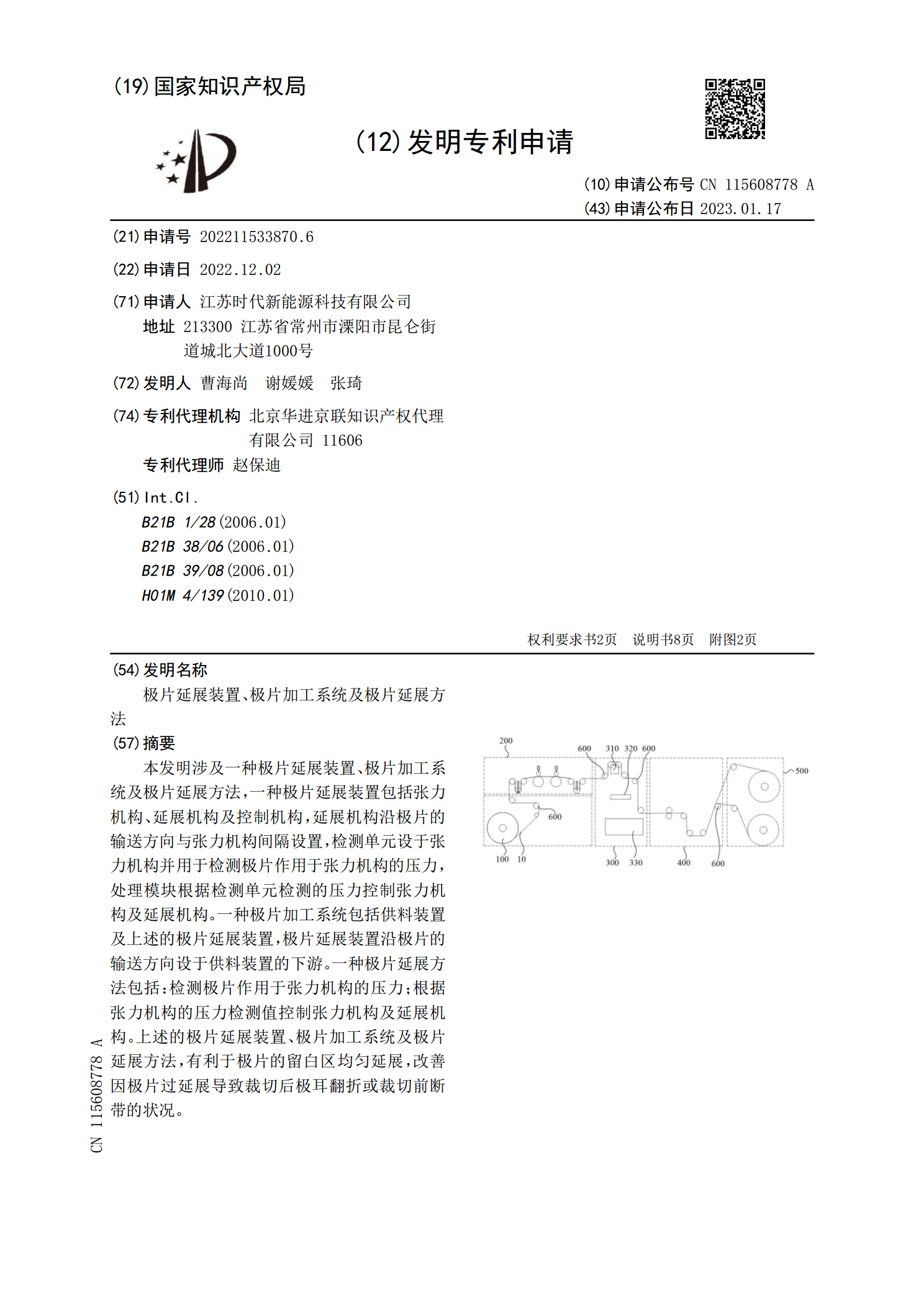
本发明涉及一种极片延展装置、极片加工系统及极片延展方法,一种极片延展装置包括张力机构、延展机构及控制机构,延展机构沿极片的输送方向与张力机构间隔设置,检测单元设于张力机构并用于检测极片作用于张力机构的压力,处理模块根据检测单元检测的压力控制张力机构及延展机构。一种极片加工系统包括供料装置及上述的极片延展装置,极片延展装置沿极片的输送方向设于供料装置的下游。一种极片延展方法包括:检测极片作用于张力机构的压力;根据张力机构的压力检测值控制张力机构及延展机构。上述的极片延展装置、极片加工系统及极片延展方法,有利