
一种铝杆的表面处理工艺.pdf

是你****盟主


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝杆的表面处理工艺.pdf
本发明公开了一种铝杆的表面处理工艺,具体步骤为:步骤一、碱液配制:在碱池中放入工业烧碱配制碱液;步骤二、碱洗:用行车将待洗的铝杆吊入已配制好的碱液中,让碱液充分淹没铝杆;步骤三、漂洗:待碱洗完毕后,将铝杆转入漂洗池内;步骤四、冲洗:待漂洗完毕,将铝杆吊出水面,用高压自来水枪将铝杆的内外进行反复冲洗;步骤五、检测:待冲洗完毕,用pH试纸检测铝杆残留水分的pH值,pH值6.5~7.5的为合格,不合格的再次冲洗;步骤六、干燥:将检测合格的铝杆堆放在指定的干料架上,并用排风扇吹干水分。经过本发明处理的铝杆,清洁度
铝车轮表面处理工艺.pdf
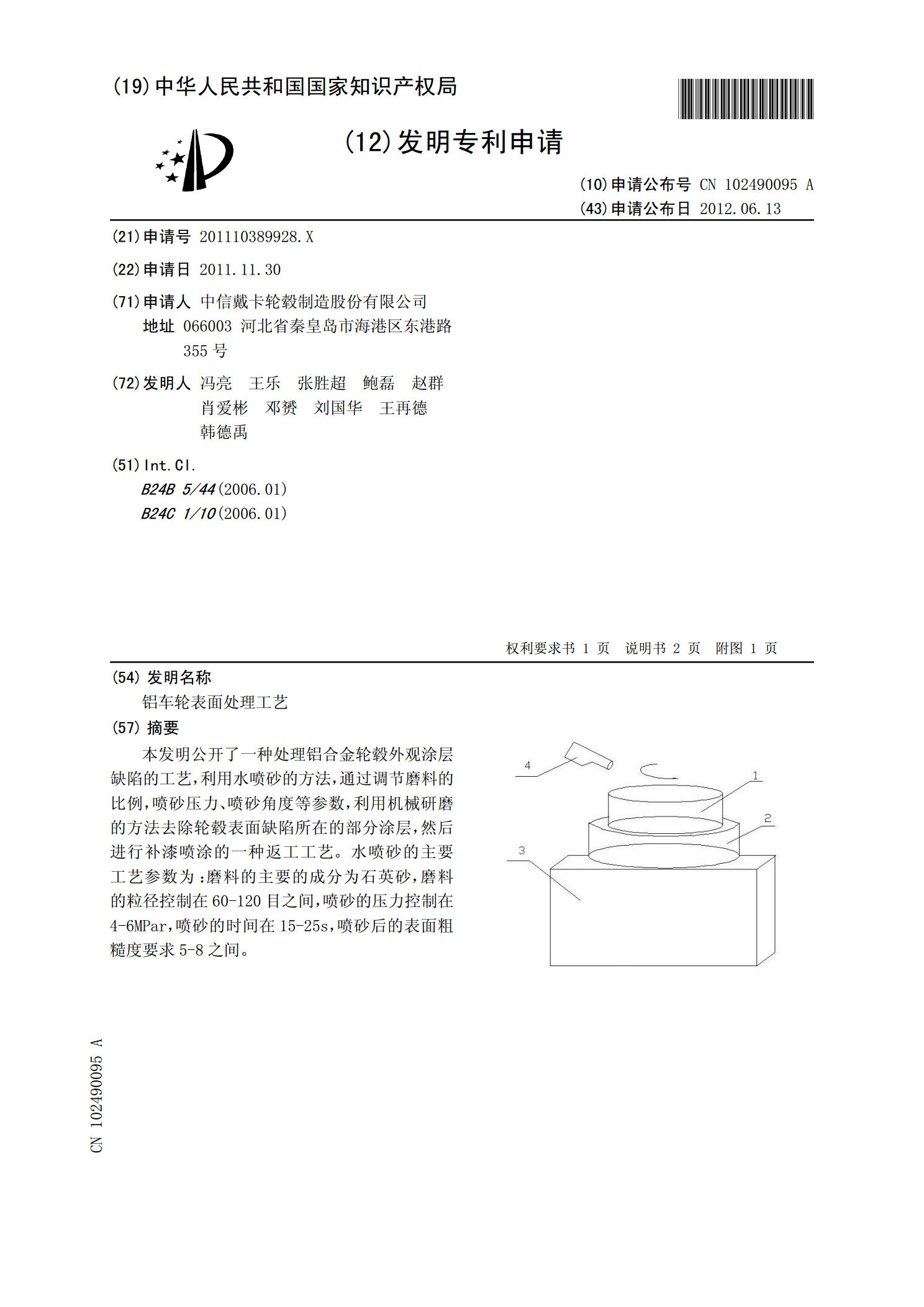
本发明公开了一种处理铝合金轮毂外观涂层缺陷的工艺,利用水喷砂的方法,通过调节磨料的比例,喷砂压力、喷砂角度等参数,利用机械研磨的方法去除轮毂表面缺陷所在的部分涂层,然后进行补漆喷涂的一种返工工艺。水喷砂的主要工艺参数为:磨料的主要的成分为石英砂,磨料的粒径控制在60-120目之间,喷砂的压力控制在4-6MPar,喷砂的时间在15-25s,喷砂后的表面粗糙度要求5-8之间。
一种立体花色铝单板的表面处理工艺.pdf
本发明涉及铝单板表面处理技术领域,且公开了一种立体花色铝单板的表面处理工艺,包括以下步骤,使用多重去毛刺的方式,将冷却成型的铝单板表面的毛刺去除干净,使用喷砂机,以形成高速喷射束将喷料高速喷射到需要处理的工件表面,使用高压水泵将喷砂过后的铝单板表面的杂质冲洗干净,开启电脑雕刻机进行铝单板的花纹雕刻作业。通过使用喷砂机,以形成高速喷射束将喷料高速喷射到需要处理的工件表面,喷砂过程中每隔5分钟翻动铝单板一次,持续1‑2小时,直至铝单板的表面形成均匀的磨砂面层,使工件的表面获得一定的清洁度和不同的粗糙度,提高了

铝车轮表面边角处理工艺.pdf
本发明公开了一种铝车轮表面边角处理工艺,采取的技术手段为:1、控制精车半成品涂装的窗口涂层厚度,窗口中上部底粉厚度控制在140um-220um;2、增加精车加工参数控制点,(1)抹平:1-2遍抹平,抹平量依据产品尺寸而定。(2)精车:1遍精车。精车刀片需要统计刀片使用程度,精车刀片不能过于迟钝,这样就缩短了现在精车刀片的使用寿命。精车需要控制两点,第一点:加工量控制在0.04mm-0.06mm,第二点:进给率控制在0.1mm-0.2mm。(3)取消用刮刀刮毛刺,而使用油石,轻轻刮蹭出刀侧的漆皮。

一种铝基板表面生物处理氧化工艺.pdf
本发明涉及利用生物氧化的方法,利用嗜酸菌在酸性环境下对铝基板进行处理,用循环水冲洗,在铝基板上生成致密的氧化铝膜。避免了高污染高能耗的无机化学氧化和电氧化,又在铝板表面生成致密的三氧化二铝层,具有更高的绝缘和导热特性,致密的氧化层具有均匀、稳定、一致的特点,大幅提高了铝基覆铜板的导热绝缘特性,又不产生工业污染和能耗损失。