
注塑成型控制模温温差的模具浇口结构.pdf

一条****然后


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

注塑成型控制模温温差的模具浇口结构.pdf
注塑成型控制模温温差的模具浇口结构,其特征在于:熔融塑料通过喷嘴进浇流道(1)进入模具主流道(2)(一部分的冷料痕会在此区域停留),再通过产品进浇口流道(3)去除一部分的冷料和塑料在流动过程中的剪切力带来缺陷,通过较窄的产品延伸出来的结构(7)基本过滤前段的注塑缺陷,在进入较窄产品边缘结构(4)和产品浇口处容易产生的缺陷区域(5),产品表面基本不存在注塑带来的缺陷。本发明结构简单、操作方便,可以很好的解决产品浇口处带来的发白/发雾/留痕等外观缺陷,大大提搞了产品零件的合格率。

软胶表带类产品注塑模具的浇口结构及成型方法.pdf
本发明公开了一种软胶表带类产品注塑模具的浇口结构,属于注塑模具技术领域,包括设于所述注塑模具上的流道,所述流道的末端与所述注塑模具的型腔之间设有点浇口,所述点浇口对应设置在所述软胶表带类产品的一表带孔位置处。本发明还公开了一种软胶表带类产品的成型方法,采用上述软胶表带类产品注塑模具的浇口结构,包括合模步骤;熔融步骤;注塑步骤,采用多级注射工艺将熔融的原料经注塑机的喷嘴注入注塑模具中并保压;冷却并计量步骤;开模步骤;顶出步骤。本发明去除浇口后,产品上留下来的痕迹不明显,提高了软胶表带类产品的质量,优化了操作

一种注塑件模具浇口结构.pdf
一种注塑件模具浇口结构,由浇口(1)、中注管(2)、挂钩(3)、锁止装置(4)、浇注模具(5)和流道(6)组成,流道成发射状分布设置在多个浇注模具(5)底部的入口处,中柱管(2)安放在流道(6)的中心位置,其特征在于:所述的浇注模具由模具主体、锁止装置和挂钩组成,浇注模具的一端与流道口相连,另一端与大气相连。本发明,结构简单、操作方便,可以很好的解决产品浇口处带来的发白/发雾/留痕等外观缺陷,大大提搞了产品零件的合格率。
一种新型注塑模具浇口结构.pdf
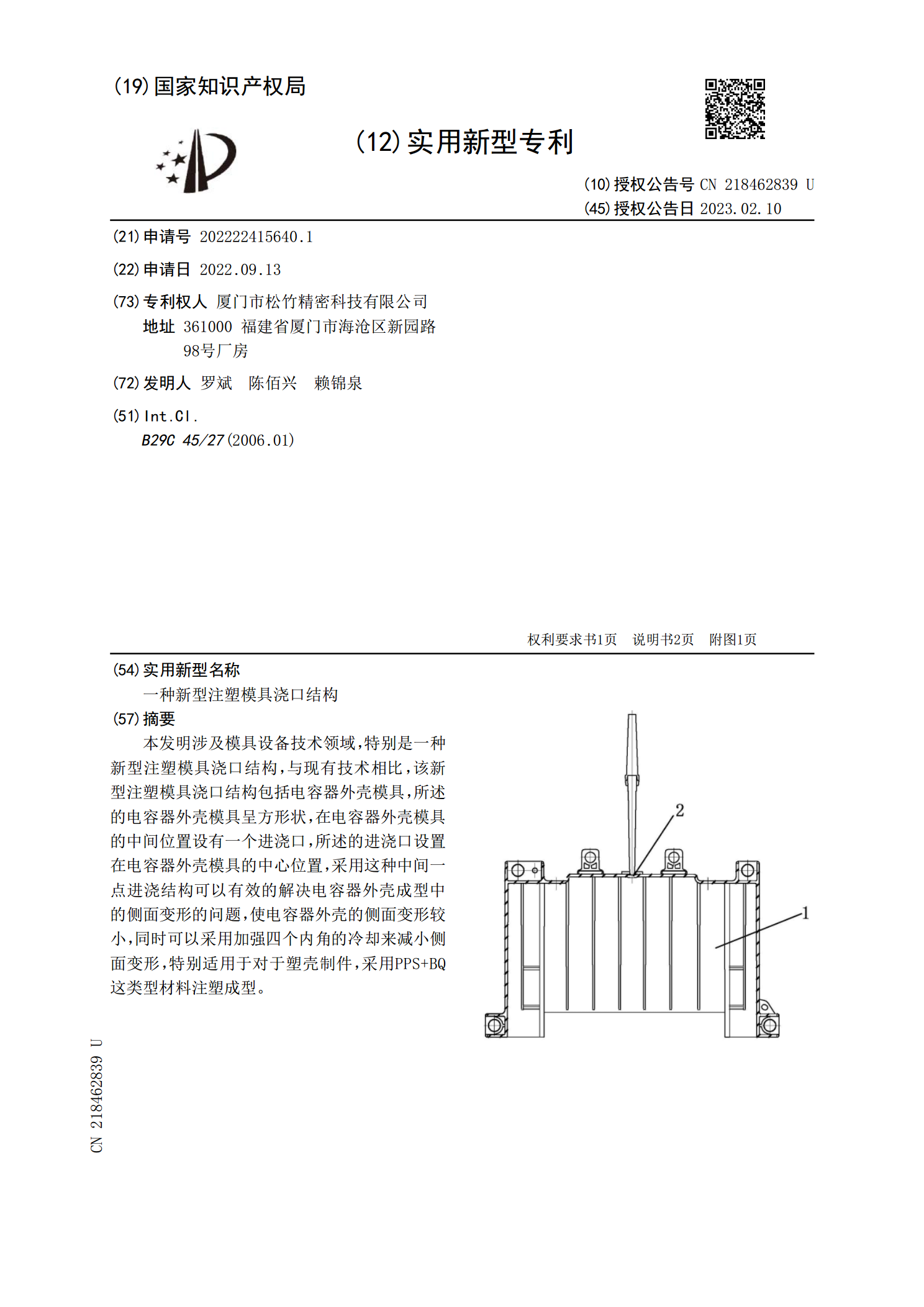
本发明涉及模具设备技术领域,特别是一种新型注塑模具浇口结构,与现有技术相比,该新型注塑模具浇口结构包括电容器外壳模具,所述的电容器外壳模具呈方形状,在电容器外壳模具的中间位置设有一个进浇口,所述的进浇口设置在电容器外壳模具的中心位置,采用这种中间一点进浇结构可以有效的解决电容器外壳成型中的侧面变形的问题,使电容器外壳的侧面变形较小,同时可以采用加强四个内角的冷却来减小侧面变形,特别适用于对于塑壳制件,采用PPS+BQ这类型材料注塑成型。

变模温注塑热响应模拟与模具结构优化.docx
变模温注塑热响应模拟与模具结构优化一、背景介绍随着工业的不断发展,注塑成型技术已成为制造业中最关键的加工方式之一。在注塑过程中,温度控制是控制产品质量的关键因素之一。然而,在注塑过程中,温度分布会受到多种因素的影响,如注塑材料、注塑机等因素,这些因素使得温度分布相对不均匀,从而会对产品质量造成不利影响。因此,为了解决这一问题,可以对温度进行模拟分析,进行结构优化,从而最终实现对产品质量的提升。二、热响应模拟1.建立模型在进行模拟分析之前,需要先建立注塑模具的三维模型。然后,将模具导入有限元分析软件,通过有