
一种注塑件模具浇口结构.pdf

Jo****63


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种注塑件模具浇口结构.pdf
一种注塑件模具浇口结构,由浇口(1)、中注管(2)、挂钩(3)、锁止装置(4)、浇注模具(5)和流道(6)组成,流道成发射状分布设置在多个浇注模具(5)底部的入口处,中柱管(2)安放在流道(6)的中心位置,其特征在于:所述的浇注模具由模具主体、锁止装置和挂钩组成,浇注模具的一端与流道口相连,另一端与大气相连。本发明,结构简单、操作方便,可以很好的解决产品浇口处带来的发白/发雾/留痕等外观缺陷,大大提搞了产品零件的合格率。
一种新型注塑模具浇口结构.pdf
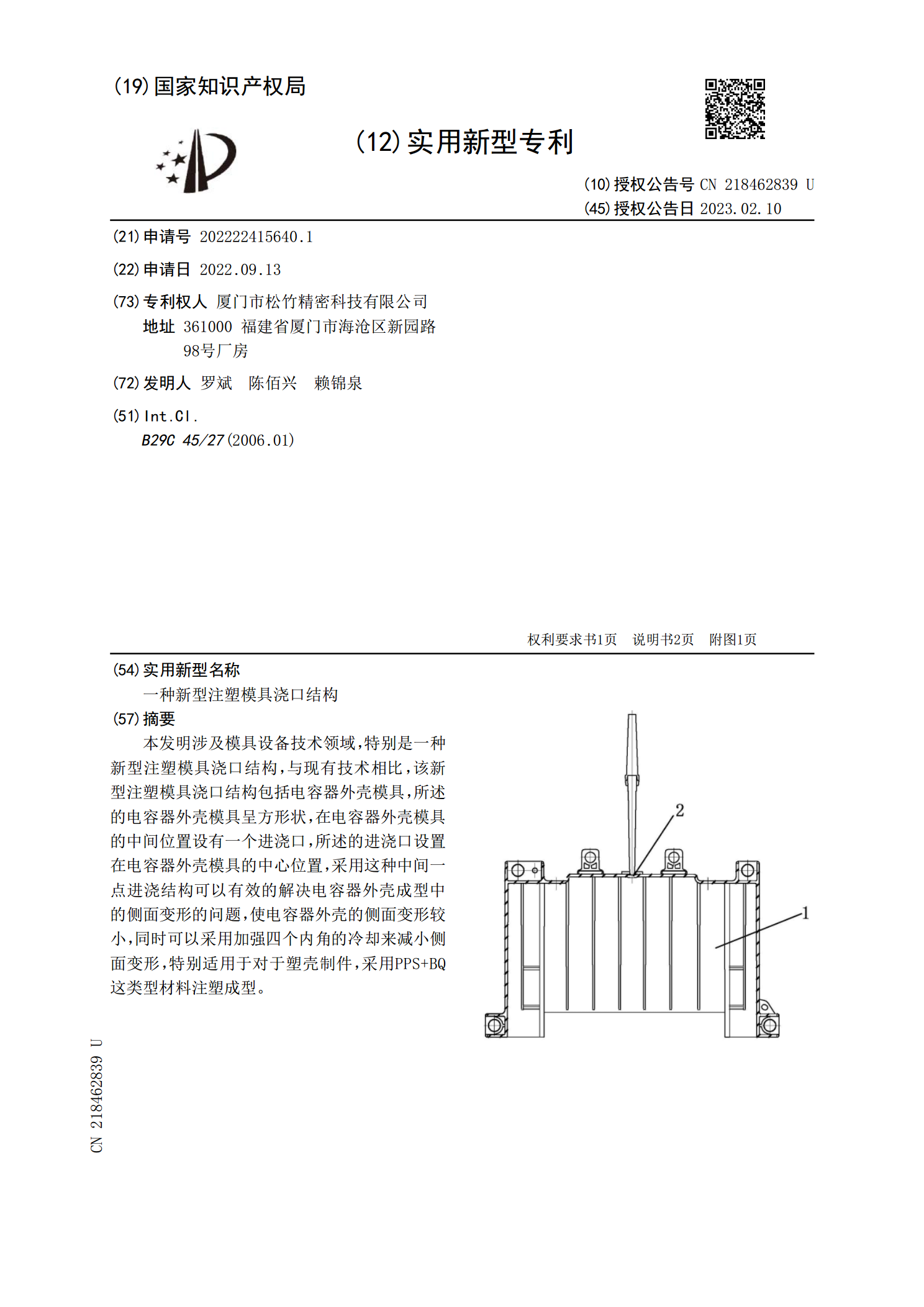
本发明涉及模具设备技术领域,特别是一种新型注塑模具浇口结构,与现有技术相比,该新型注塑模具浇口结构包括电容器外壳模具,所述的电容器外壳模具呈方形状,在电容器外壳模具的中间位置设有一个进浇口,所述的进浇口设置在电容器外壳模具的中心位置,采用这种中间一点进浇结构可以有效的解决电容器外壳成型中的侧面变形的问题,使电容器外壳的侧面变形较小,同时可以采用加强四个内角的冷却来减小侧面变形,特别适用于对于塑壳制件,采用PPS+BQ这类型材料注塑成型。

一种注塑件浇口裁切方法.pdf
本发明公开了一种注塑件浇口裁切方法,该方法包括:确定注塑件与浇口的连接位置;在注塑件的外侧,激光光源以预定角度倾斜的在所述连接位置上进行激光切割,在进行激光切割时,外侧的激光光线沿着注塑件与浇口的结合面,以在所述连接位置上将浇口从注塑件上裁切下来。本发明实施例提供的注塑浇口裁切方法,将现有的激光光源由竖直方向裁切改为倾斜裁切的方式,这样在进行裁切时外侧的激光光线可以沿着注塑件与浇口的结合面,从而可以将浇口彻底从注塑件上裁切下来,避免在注塑件上产生浇口残留物。
一种注塑件浇口冲切机.pdf
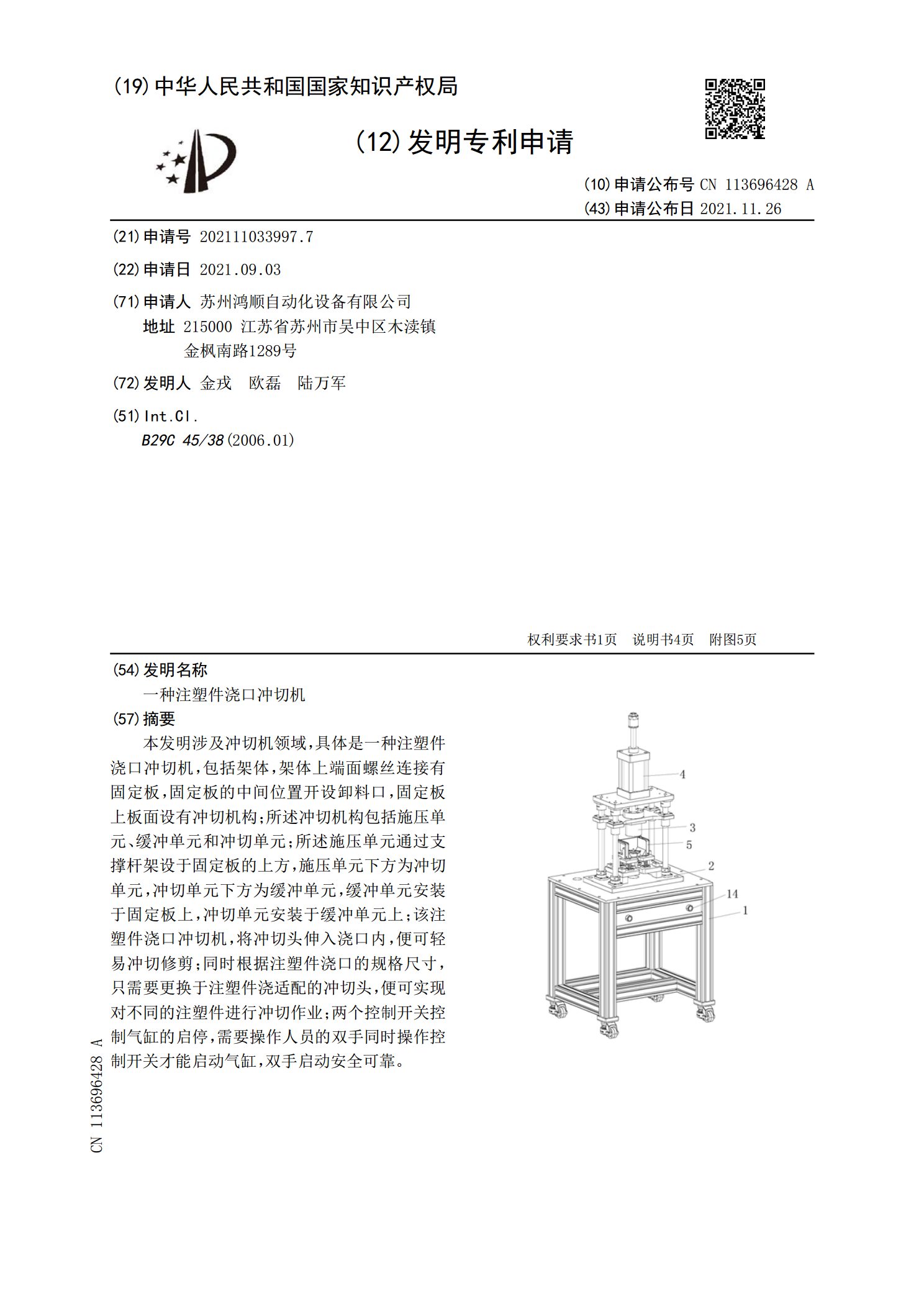
本发明涉及冲切机领域,具体是一种注塑件浇口冲切机,包括架体,架体上端面螺丝连接有固定板,固定板的中间位置开设卸料口,固定板上板面设有冲切机构;所述冲切机构包括施压单元、缓冲单元和冲切单元;所述施压单元通过支撑杆架设于固定板的上方,施压单元下方为冲切单元,冲切单元下方为缓冲单元,缓冲单元安装于固定板上,冲切单元安装于缓冲单元上;该注塑件浇口冲切机,将冲切头伸入浇口内,便可轻易冲切修剪;同时根据注塑件浇口的规格尺寸,只需要更换于注塑件浇适配的冲切头,便可实现对不同的注塑件进行冲切作业;两个控制开关控制气缸的启

一种注塑件的浇口自动切削设备.pdf
本发明公开了一种注塑件的浇口自动切削设备,包括底座,所述底座的两侧设有对称分布的两组固定孔,所述底座靠近固定孔的一侧连接有等距对称分布的四组以上立柱,所述立柱远离底座的一端连接有顶板,所述顶板远离底座的一侧设有PLC控制器,所述顶板靠近PLC控制器的一侧设有进料筒,所述底座靠近顶板的一侧设有第二伺服电机,所述第二伺服电机的输出轴通过联轴器连接有第一转动轴的一端,所述第一转动轴的中间位置设有拨盘,通过进料筒和出料筒可以实现注塑件切削的自动进料和出料,操作简单,模切刀和切削垫板的配合使用可以满足注塑件产品的质