
一种减震器衬套毛坯的制造工艺.pdf

一只****签网


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种减震器衬套毛坯的制造工艺.pdf
本发明公开了一种减震器衬套毛坯的制造工艺,将钢坯原料制成盘圆料,然后对盘圆料进行磷酸盐表面处理,再将粗抽后的盘圆料分别经过球化退火、磷酸盐皮膜处理、精抽定径处理,之后在冷墩成型机内完成减震器衬套毛坯的预成型工序,减震器衬套毛坯的成型预工序,具体包括以下步骤:断料;料整型墩平并在底部墩出R角;翻转材料,整型并在上端墩出定位孔在下端墩出R角;平移材料,墩出沉孔;平移材料将孔底部残留铁屑通出;平移材料,两端束小,墩出预成型坯件。然后数控精加工,最后在冲床成型设备中完全成型,制造出减震器衬套毛坯。本发明采用冷墩机
一种轴承衬套的制造工艺.pdf
本发明提供了一种轴承衬套的制造工艺,涉及机械加工用具制造技术领域,包括选料、熔炼、浇铸、脱模和表面喷涂处理,选取耐高压高温的铸钢为原料,将制备好配料投入到大型中频炉中进行熔炼,熔炼后的铁水注入到浇铸包中进行浇铸,再将浇铸成型后的刀具进行脱模处理,出膜后的刀具再进行表面喷涂处理。本发明工艺流程简单,刀具成型率高,表面光泽度好,刀具的热稳定性好、抗冲击韧性好以及耐磨性高,同时将产生良好的经济效益和环境效益。

一种钢束端子毛坯的制造工艺.pdf
本发明公开了一种钢束端子毛坯的制造工艺,将钢坯原料制成盘圆料,然后对盘圆料进行磷酸盐表面处理,再将粗抽后的盘圆料分别经过球化退火、磷酸盐皮膜处理、精抽定径处理,最后在冷镦成型机内进行钢束端子毛坯的成型工序,钢束端子毛坯的成型工序,具体包括以下步骤:断料;料整型镦平并定位;平移材料,整型并在上端镦出第一沉孔并束出台阶;平移材料,后端镦出第二沉孔并挤出中间斜面;平移材料,镦出定位;平移材料,再镦孔;平移材料,最后将中间孔部残留铁屑通出,制造成通孔产品;对钢束端子毛坯毛坯件进行车修处理。本发明采用冷镦机一次成型
一种环形件筒形毛坯的制造工艺.pdf
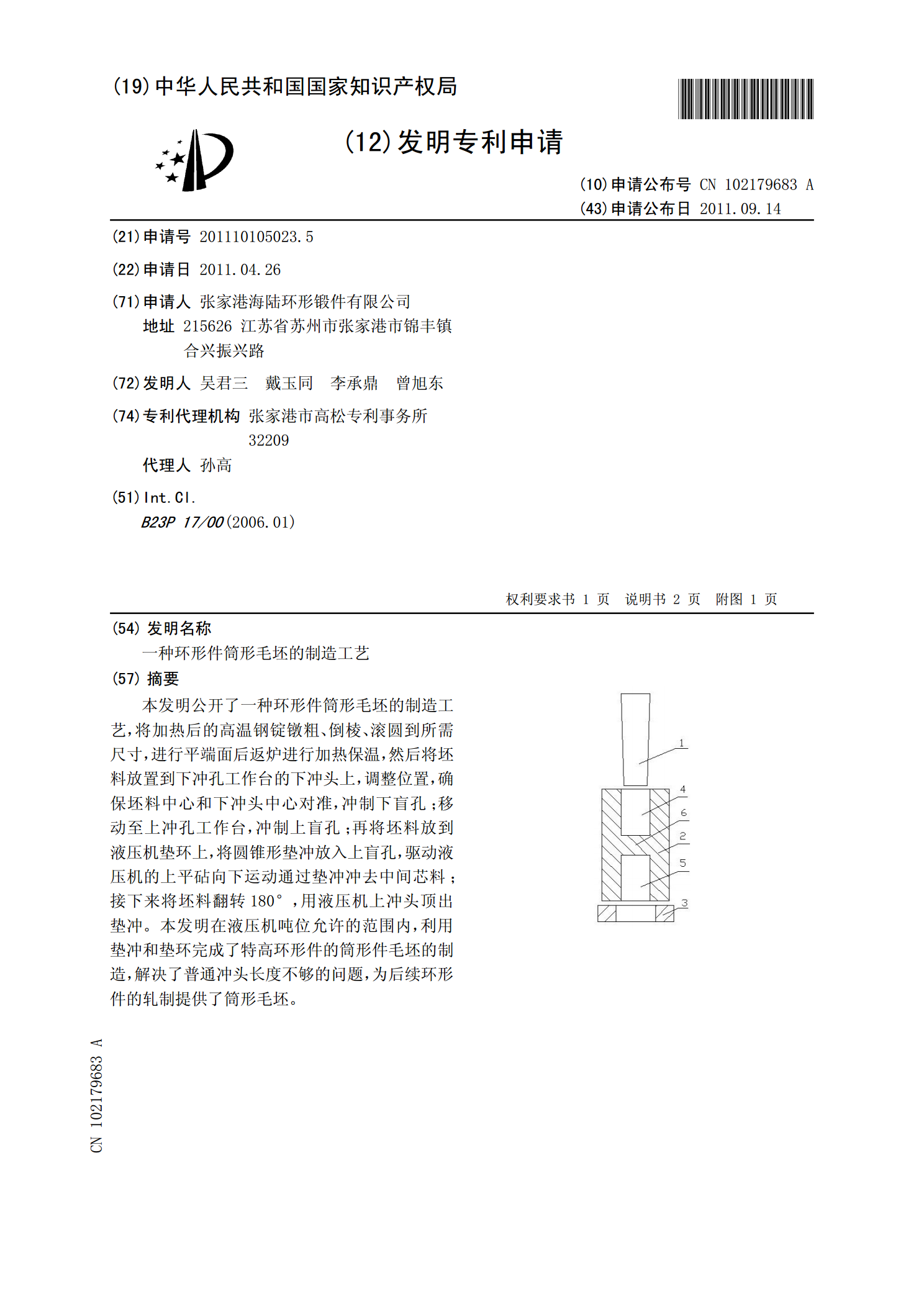
本发明公开了一种环形件筒形毛坯的制造工艺,将加热后的高温钢锭镦粗、倒棱、滚圆到所需尺寸,进行平端面后返炉进行加热保温,然后将坯料放置到下冲孔工作台的下冲头上,调整位置,确保坯料中心和下冲头中心对准,冲制下盲孔;移动至上冲孔工作台,冲制上盲孔;再将坯料放到液压机垫环上,将圆锥形垫冲放入上盲孔,驱动液压机的上平砧向下运动通过垫冲冲去中间芯料;接下来将坯料翻转180°,用液压机上冲头顶出垫冲。本发明在液压机吨位允许的范围内,利用垫冲和垫环完成了特高环形件的筒形件毛坯的制造,解决了普通冲头长度不够的问题,为后续环
一种减震器衬套压装设备.pdf
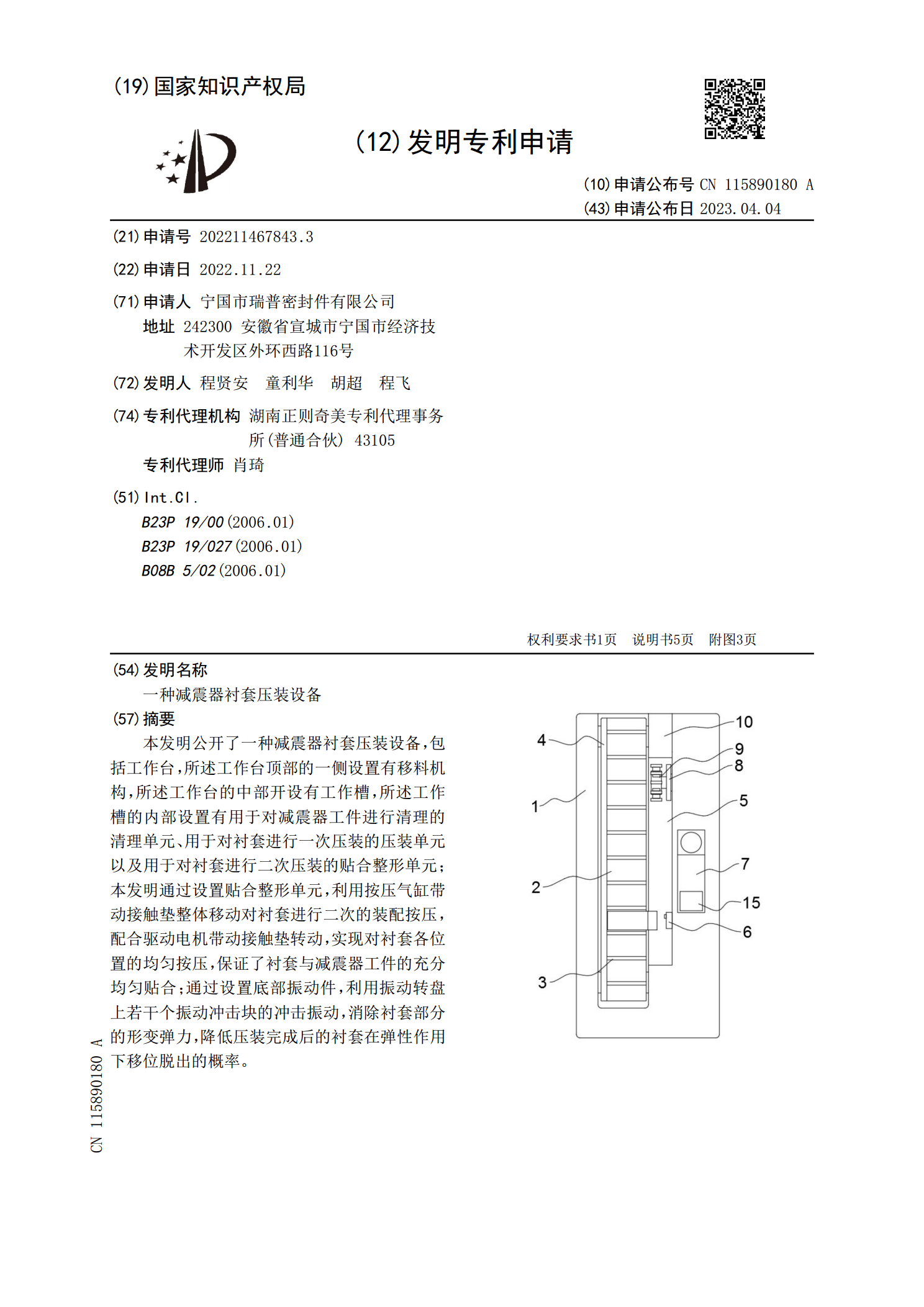
本发明公开了一种减震器衬套压装设备,包括工作台,所述工作台顶部的一侧设置有移料机构,所述工作台的中部开设有工作槽,所述工作槽的内部设置有用于对减震器工件进行清理的清理单元、用于对衬套进行一次压装的压装单元以及用于对衬套进行二次压装的贴合整形单元;本发明通过设置贴合整形单元,利用按压气缸带动接触垫整体移动对衬套进行二次的装配按压,配合驱动电机带动接触垫转动,实现对衬套各位置的均匀按压,保证了衬套与减震器工件的充分均匀贴合;通过设置底部振动件,利用振动转盘上若干个振动冲击块的冲击振动,消除衬套部分的形变弹力,