
一种轴承衬套的制造工艺.pdf

靖烟****魔王

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轴承衬套的制造工艺.pdf
本发明提供了一种轴承衬套的制造工艺,涉及机械加工用具制造技术领域,包括选料、熔炼、浇铸、脱模和表面喷涂处理,选取耐高压高温的铸钢为原料,将制备好配料投入到大型中频炉中进行熔炼,熔炼后的铁水注入到浇铸包中进行浇铸,再将浇铸成型后的刀具进行脱模处理,出膜后的刀具再进行表面喷涂处理。本发明工艺流程简单,刀具成型率高,表面光泽度好,刀具的热稳定性好、抗冲击韧性好以及耐磨性高,同时将产生良好的经济效益和环境效益。

轴承衬套工艺改进.docx
轴承衬套工艺改进一、引言轴承广泛应用于重载设备和工程机械中,主要用于支撑旋转轴的旋转。印证了工业发展中,轴承技术的进步对于设备的高效运转和寿命延长起着至关重要的作用。而轴承衬套则作为一种连接零件,直接影响到轴承的质量和性能。因此,本文将重点讨论如何对轴承衬套工艺进行改进,提高轴承质量和性能。二、轴承衬套的结构和特点轴承衬套通常分为复合制、铸造法、粉末冶金法以及包覆法等不同的生产工艺。其中铸造法制成的轴承衬套,具有如下特点:1.质地厚实,硬度较高。2.可耐受高温磨损和冲击、压力等较大的机械应力。3.制作过程
一种稳定杆衬套内部轴承及其制造方法.pdf
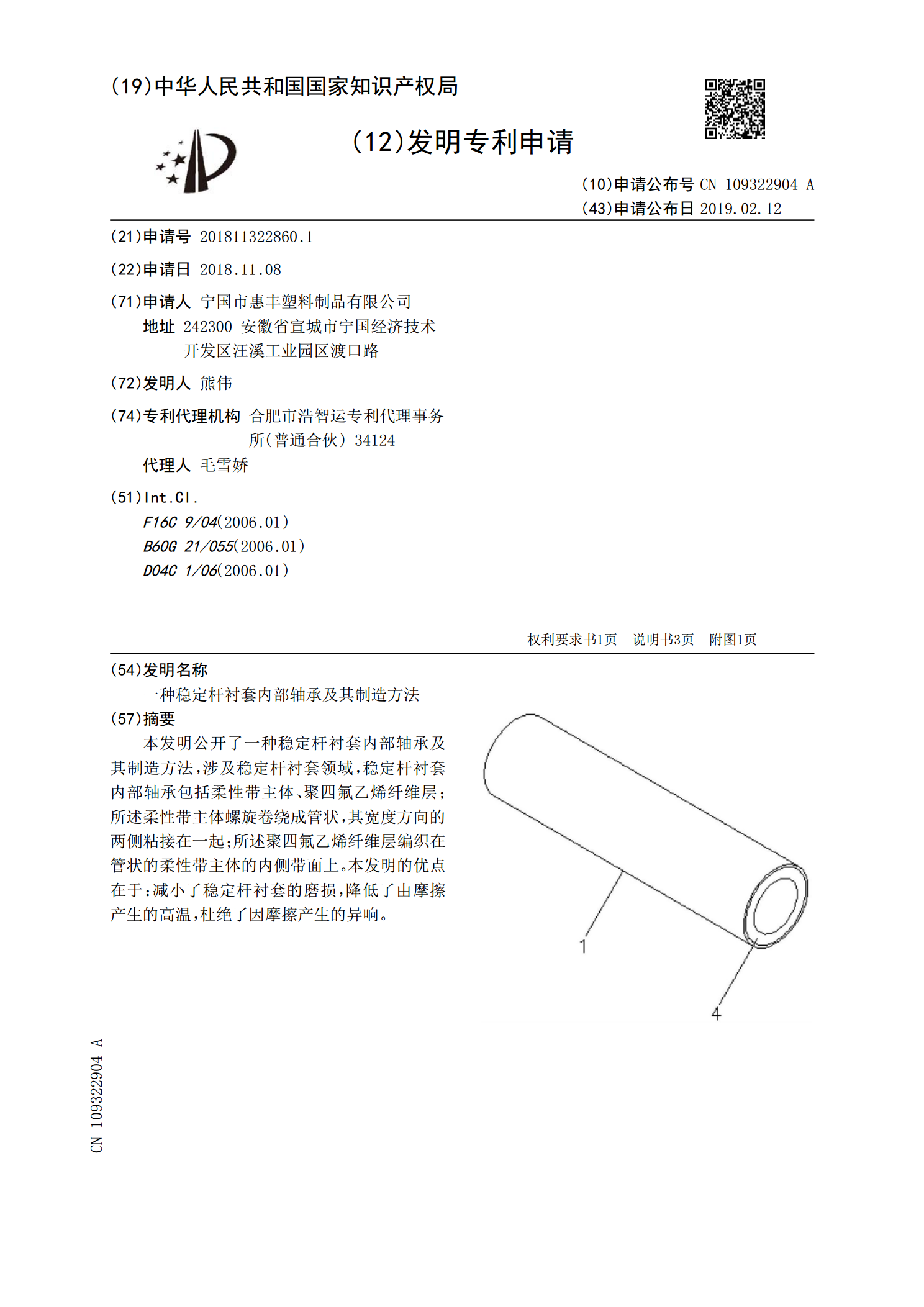
本发明公开了一种稳定杆衬套内部轴承及其制造方法,涉及稳定杆衬套领域,稳定杆衬套内部轴承包括柔性带主体、聚四氟乙烯纤维层;所述柔性带主体螺旋卷绕成管状,其宽度方向的两侧粘接在一起;所述聚四氟乙烯纤维层编织在管状的柔性带主体的内侧带面上。本发明的优点在于:减小了稳定杆衬套的磨损,降低了由摩擦产生的高温,杜绝了因摩擦产生的异响。
一种减震器衬套毛坯的制造工艺.pdf
本发明公开了一种减震器衬套毛坯的制造工艺,将钢坯原料制成盘圆料,然后对盘圆料进行磷酸盐表面处理,再将粗抽后的盘圆料分别经过球化退火、磷酸盐皮膜处理、精抽定径处理,之后在冷墩成型机内完成减震器衬套毛坯的预成型工序,减震器衬套毛坯的成型预工序,具体包括以下步骤:断料;料整型墩平并在底部墩出R角;翻转材料,整型并在上端墩出定位孔在下端墩出R角;平移材料,墩出沉孔;平移材料将孔底部残留铁屑通出;平移材料,两端束小,墩出预成型坯件。然后数控精加工,最后在冲床成型设备中完全成型,制造出减震器衬套毛坯。本发明采用冷墩机

水润滑艉轴承衬套的生产工艺.docx
水润滑艉轴承衬套的生产工艺水润滑艉轴承衬套是一种重要的机械零部件,广泛应用于机械设备中。它的生产工艺是制作良好衬套的关键,对提高轴承的使用寿命和稳定性具有重要作用。本文将对水润滑艉轴承衬套的生产工艺进行探讨,分析影响衬套质量的关键因素,介绍衬套生产的主要步骤及技术要点。一、影响衬套质量的关键因素1.材料质量:衬套材料的选择直接影响到衬套的质量。通常以各种黄铜、铝青铜、铁青铜、锌铝合金等作为衬套材料。衬套材料必须具备良好的加工性能、高的机械性能和抗疲劳性能、良好的耐蚀性,以及优异的耐磨性、耐高温性等特性。2