
薄壁零件车削加工技巧与装夹方法的探析.docx

是你****平呀


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

薄壁零件车削加工技巧与装夹方法的探析.docx
薄壁零件车削加工技巧与装夹方法的探析【摘要】薄薄壁零件是较难加工的零件这类零件在切削力作用下容易引起热变形和产生振动和变形影响工件的尺寸精度、形位精度和表面粗糙度这类零件的壁厚与它的径向、轴向尺寸相比较相差悬殊所以薄壁零件的刚性较差易变形装夹成为加工质量和提高效率的关键。此外部分精密零件的结构复杂、精度要求高而且需要多次换位装夹找正费工费时生产准备时间过长影响加工效率给车削加工带来一定的困难本文就薄壁零件车削加工中常出现的问题、解决办法以及加工技巧进行一些探讨。【

薄壁零件加工装夹方法及加工技巧分析.docx
薄壁零件加工装夹方法及加工技巧分析薄壁零件加工装夹方法及加工技巧分析摘要:随着工业技术的不断发展,薄壁零件在机械制造中的应用越来越广泛。由于其结构特殊,加工过程中容易变形,因此加工装夹方法和加工技巧变得尤为重要。本论文将对薄壁零件加工装夹方法及加工技巧进行分析,并提出相应的解决方案。一、薄壁零件加工装夹方法分析薄壁零件加工装夹方法的选择直接关系到加工质量和效率。常用的薄壁零件加工装夹方法有以下几种:1.弹性固定装夹法:通过选用弹性薄垫或硅胶薄垫,在装夹时施加一定的压力,使薄壁零件在装夹过程中保持稳定。这种

轴对称薄壁悬空结构的加工方法、车削及铣削装夹装置.pdf
本发明实施例提供了一种轴对称薄壁悬空结构的加工方法,轴对称薄壁悬空结构包括轴以及基于轴对称的平面或槽特征,包括步骤:采用三爪卡盘,装夹轴对称薄壁悬空结构的零件,粗车轴端面及外圆,留有余量;线切割加工固定形状的槽并去除平面多余的加工余量,留工艺余量1~3mm;制两顶尖孔或倒角孔;车端面,并在槽内以及轴对称薄壁悬空结构的轴端面钻顶尖孔或制倒角孔;双顶尖孔或倒角孔在同一轴线上;将轴对称薄壁悬空结构的零件装夹到车削工装,三爪卡盘装夹工装定位柱的柱面,工装平面侧面的顶尖顶住零件凹槽底部的顶尖孔,另一端用车床尾座的顶
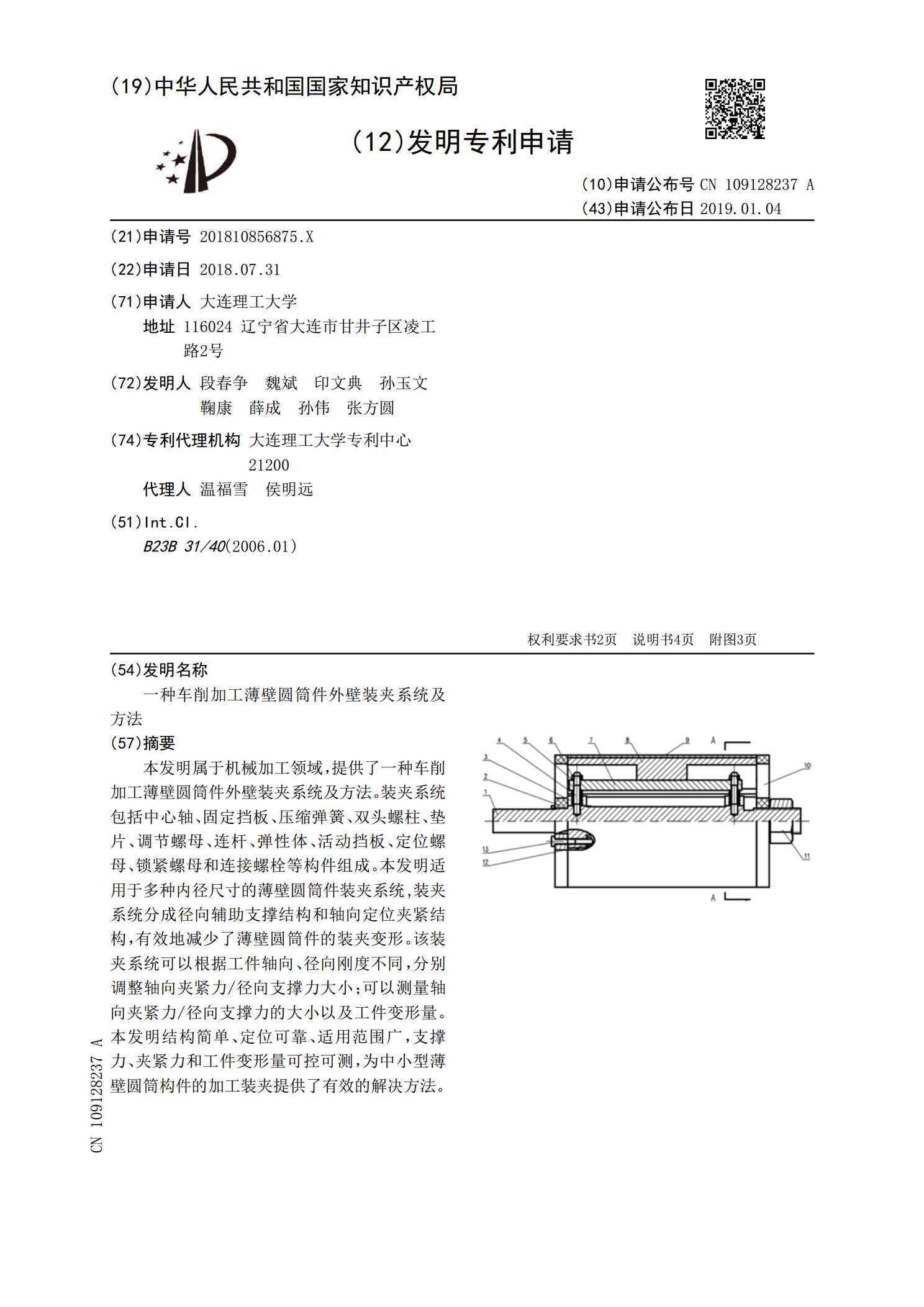
一种车削加工薄壁圆筒件外壁装夹系统及方法.pdf
本发明属于机械加工领域,提供了一种车削加工薄壁圆筒件外壁装夹系统及方法。装夹系统包括中心轴、固定挡板、压缩弹簧、双头螺柱、垫片、调节螺母、连杆、弹性体、活动挡板、定位螺母、锁紧螺母和连接螺栓等构件组成。本发明适用于多种内径尺寸的薄壁圆筒件装夹系统,装夹系统分成径向辅助支撑结构和轴向定位夹紧结构,有效地减少了薄壁圆筒件的装夹变形。该装夹系统可以根据工件轴向、径向刚度不同,分别调整轴向夹紧力/径向支撑力大小;可以测量轴向夹紧力/径向支撑力的大小以及工件变形量。本发明结构简单、定位可靠、适用范围广,支撑力、夹紧

长线径比薄壁零件车削加工方法.pdf
本发明公开了长线径比薄壁零件车削加工方法,其特征在于,包括如下步骤:用车刀对长线径比薄壁零件的毛坯件进行粗车加工后预留圆锥形半成品,所述圆锥形半成品的参数包括粗加工预留长度L、短径单边余量ΦA、长径单边余量ΦB;用车刀对所述步骤SS1获得的圆锥形半成品进行精车加工获得长线径比薄壁零件的成品。本发明针对传统的精车加工时因余量过大而致使产品和刀具间受力增大,产生的热应力增大,存在零件在加工过程中因线径比过长及车刀与零件摩擦产生热应力导致零件变形的技术需求,通过建立金字塔型的圆锥形的预留量使长线径比薄壁零件在加