
长线径比薄壁零件车削加工方法.pdf

美丽****ka

1/6

2/6

3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

长线径比薄壁零件车削加工方法.pdf
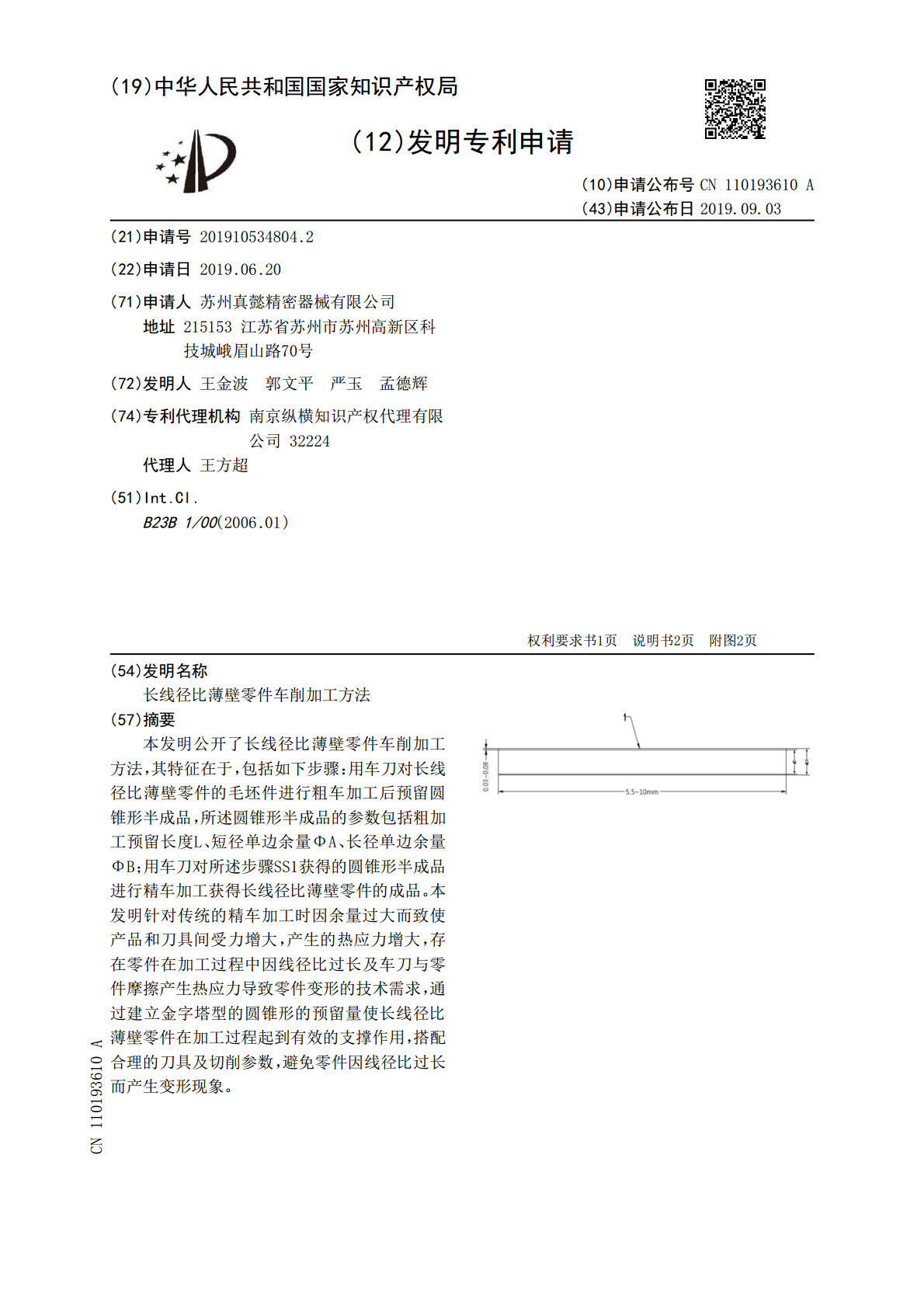
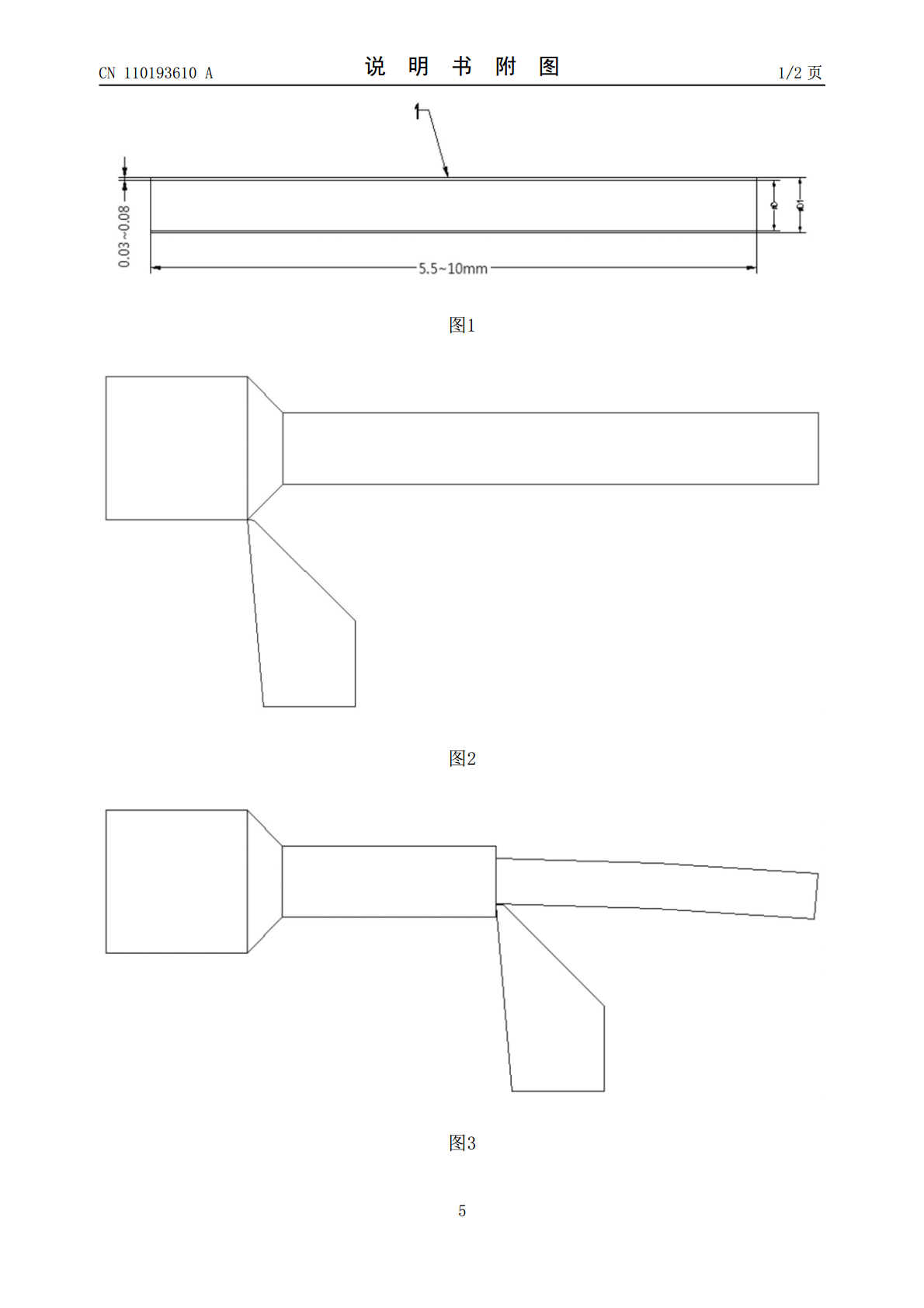
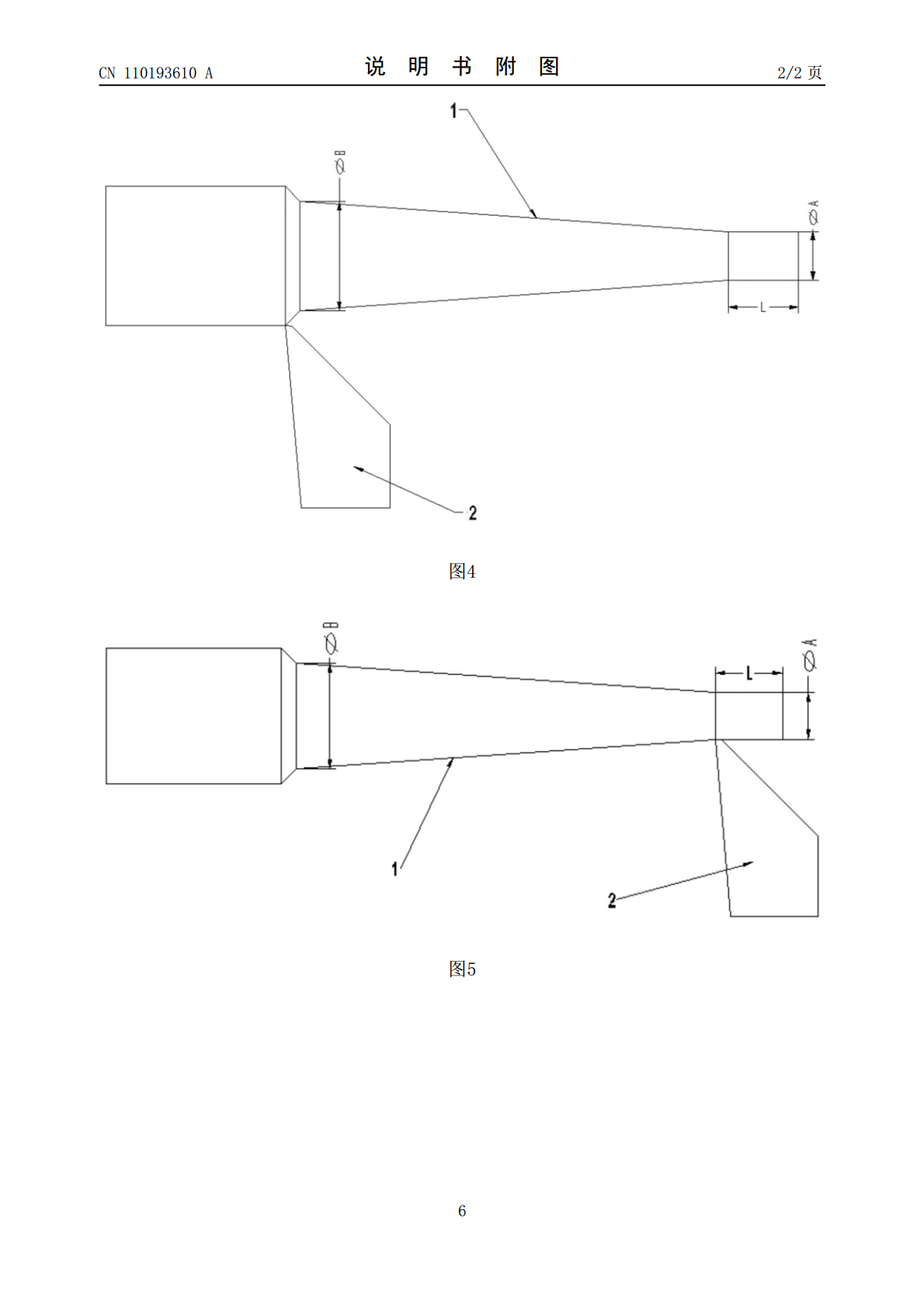
本发明公开了长线径比薄壁零件车削加工方法,其特征在于,包括如下步骤:用车刀对长线径比薄壁零件的毛坯件进行粗车加工后预留圆锥形半成品,所述圆锥形半成品的参数包括粗加工预留长度L、短径单边余量ΦA、长径单边余量ΦB;用车刀对所述步骤SS1获得的圆锥形半成品进行精车加工获得长线径比薄壁零件的成品。本发明针对传统的精车加工时因余量过大而致使产品和刀具间受力增大,产生的热应力增大,存在零件在加工过程中因线径比过长及车刀与零件摩擦产生热应力导致零件变形的技术需求,通过建立金字塔型的圆锥形的预留量使长线径比薄壁零件在加

套类薄壁零件车削加工方法研究.docx
套类薄壁零件车削加工方法研究摘要:本文通过分析提出针对车削套类薄壁零件时易产生的问题采用辅助装夹方法结合合理选择刀具角度和切削量有效地解决车削套类薄壁零件的难题。关键词:套类薄壁零件夹具刀具切削量套类薄壁零件刚性差、强度弱在车削加工中极容易变形它是车削加工中常遇到的问题。对于大批量生产的套类薄壁零件必须通过工艺的合理安排才能保证加工质量为此笔者采用一种套类薄壁零件加工方法较好地保证了加工精度。一、造成套类薄壁零件加工困难的原因在
套类薄壁零件车削加工方法研究.docx
套类薄壁零件车削加工方法研究摘要:本文通过分析提出针对车削套类薄壁零件时易产生的问题采用辅助装夹方法结合合理选择刀具角度和切削量有效地解决车削套类薄壁零件的难题。关键词:套类薄壁零件夹具刀具切削量套类薄壁零件刚性差、强度弱在车削加工中极容易变形它是车削加工中常遇到的问题。对于大批量生产的套类薄壁零件必须通过工艺的合理安排才能保证加工质量为此笔者采用一种套类薄壁零件加工方法较好地保证了加工精度。一、造成套类薄壁零件加工困难的原因在

套类薄壁零件车削加工方法研究.docx
套类薄壁零件车削加工方法研究标题:套类薄壁零件车削加工方法研究摘要:套类薄壁零件在工业生产中广泛应用,其车削加工方法研究具有重要意义。本论文通过对套类薄壁零件的特点和加工难题的分析,总结了传统车削加工方法的局限性,并提出了一种新的车削加工方法。在此基础上,通过实验验证了该方法的可行性,为套类薄壁零件的高效加工提供了参考。关键词:套类薄壁零件,车削加工,传统方法,新方法,加工难题,可行性第一节引言套类薄壁零件是一类外形薄壁且具有套接性的零件,其在工业生产中扮演着重要的角色。然而,由于其特殊的结构和材料的要求

薄壁零件的车削方法.docx
薄壁零件的车削方法用一次装夹车薄壁零件:车削短小薄壁工件时,为了保证内外圆轴线的同轴度,可用一次装夹车削。例:薄壁衬套,材料为锡青铜,工件壁厚仅2mm,同轴度公差为0.025mm,精度要求较高。车削方法见下图:夹持棒料,车出长度45mm,粗车内外圆均留0.5mm余量,钻,粗车内孔时,要求长度比图样长2mm即可。以增加工件的刚性,加注切削液,使工件充分冷却后,精车内外圆至尺寸。(油槽在半精车后拉出)切断工件,最后装夹在心轴上,车削另一端面和倒角。2.用扇形卡爪及心轴装夹薄壁工件:例:薄壁套筒如图,车削方法: