
烧结网滤芯直缝自动焊接设备.pdf

春波****公主


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

烧结网滤芯直缝自动焊接设备.pdf
本发明公开了一种烧结网滤芯直缝自动焊接设备,包括:冷凝器壳体;所述冷凝器壳体内纵向安装有若干换热管;若干所述换热管由挡液板分为上部换热管和下部换热管;所述挡液板倾斜设置在所述冷凝器中间部分;所述挡液板与所述上部换热管、所述下部换热管之间留有间歇;相对低的所述挡液板一端与所述冷凝器壳体壁之间留有间歇。本发明中倾斜设置的挡液板能够使得上部传热管凝结的冷媒凝结水直接排入冷凝器底部,这样大大减薄了下部传热管的液膜厚度,避免了下部换热管液膜包裹阻碍换热的问题,大大提高了冷凝器的冷凝效果。
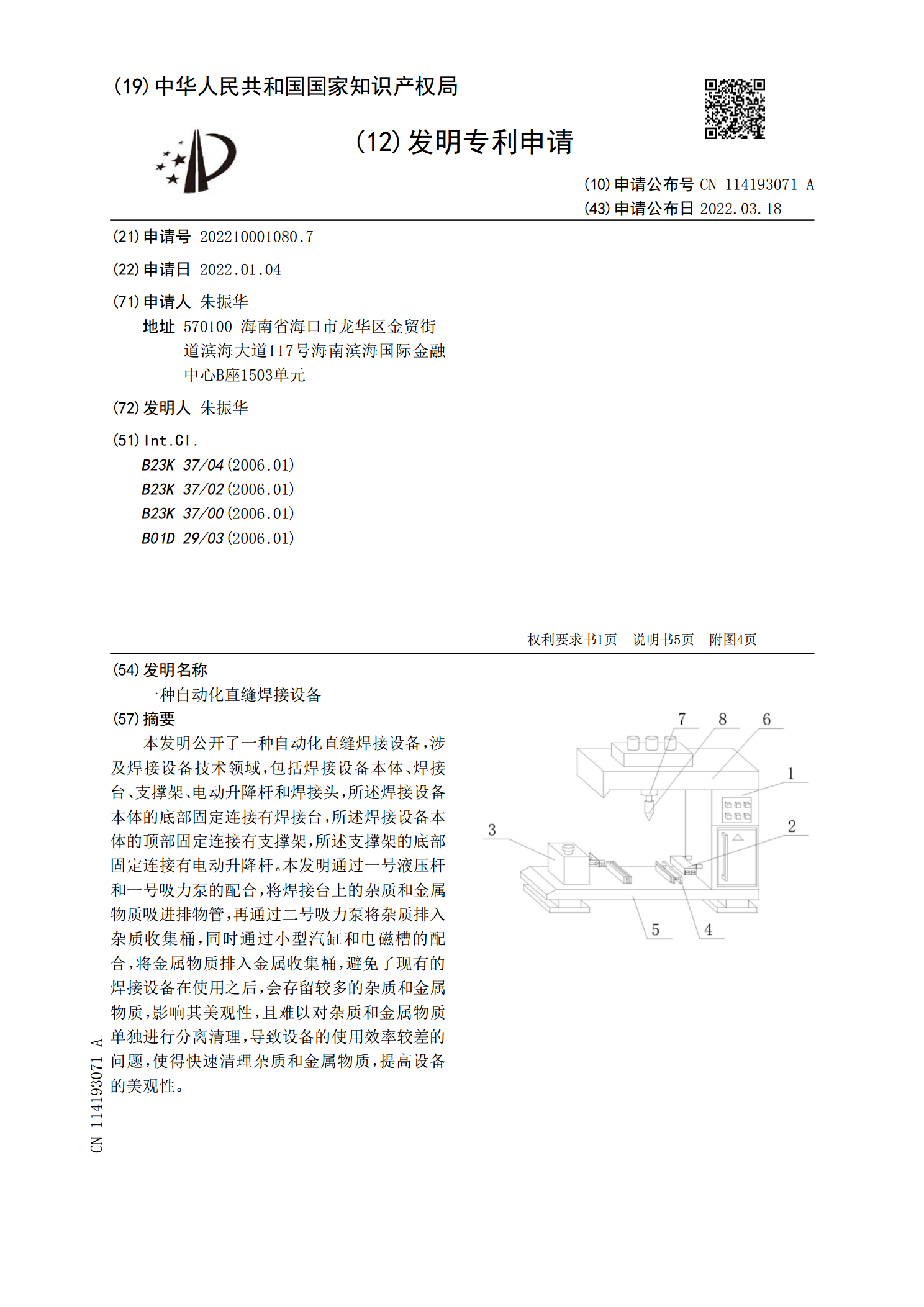
一种自动化直缝焊接设备.pdf
本发明公开了一种自动化直缝焊接设备,涉及焊接设备技术领域,包括焊接设备本体、焊接台、支撑架、电动升降杆和焊接头,所述焊接设备本体的底部固定连接有焊接台,所述焊接设备本体的顶部固定连接有支撑架,所述支撑架的底部固定连接有电动升降杆。本发明通过一号液压杆和一号吸力泵的配合,将焊接台上的杂质和金属物质吸进排物管,再通过二号吸力泵将杂质排入杂质收集桶,同时通过小型汽缸和电磁槽的配合,将金属物质排入金属收集桶,避免了现有的焊接设备在使用之后,会存留较多的杂质和金属物质,影响其美观性,且难以对杂质和金属物质单独进行分

管道环缝自动焊接设备.pdf
本发明公开了一种管道环缝自动焊接设备,其特征在于:包括焊接工装;焊接工装包括焊枪、送丝管、滑动板、用于驱动焊枪及送丝管绕着待焊接环缝轴线旋转的转动驱动总成、管道夹持装置;所述焊枪和送丝管固定设置在滑动板上;所述转动驱动总成包括开口转动板、用于驱动开口转动板绕其自身轴线转动的转动板驱动,转动板驱动包括作用于开口转动板的双路耦合齿轮组,开口转动板、开口齿轮和开口齿轮壳都设置有用于避让待焊接管道的开口;滑动板单自由度滑动连接于开口转动板正面;所述开口齿轮壳背面设置有用于卡固待焊接管道的管道夹具组件。
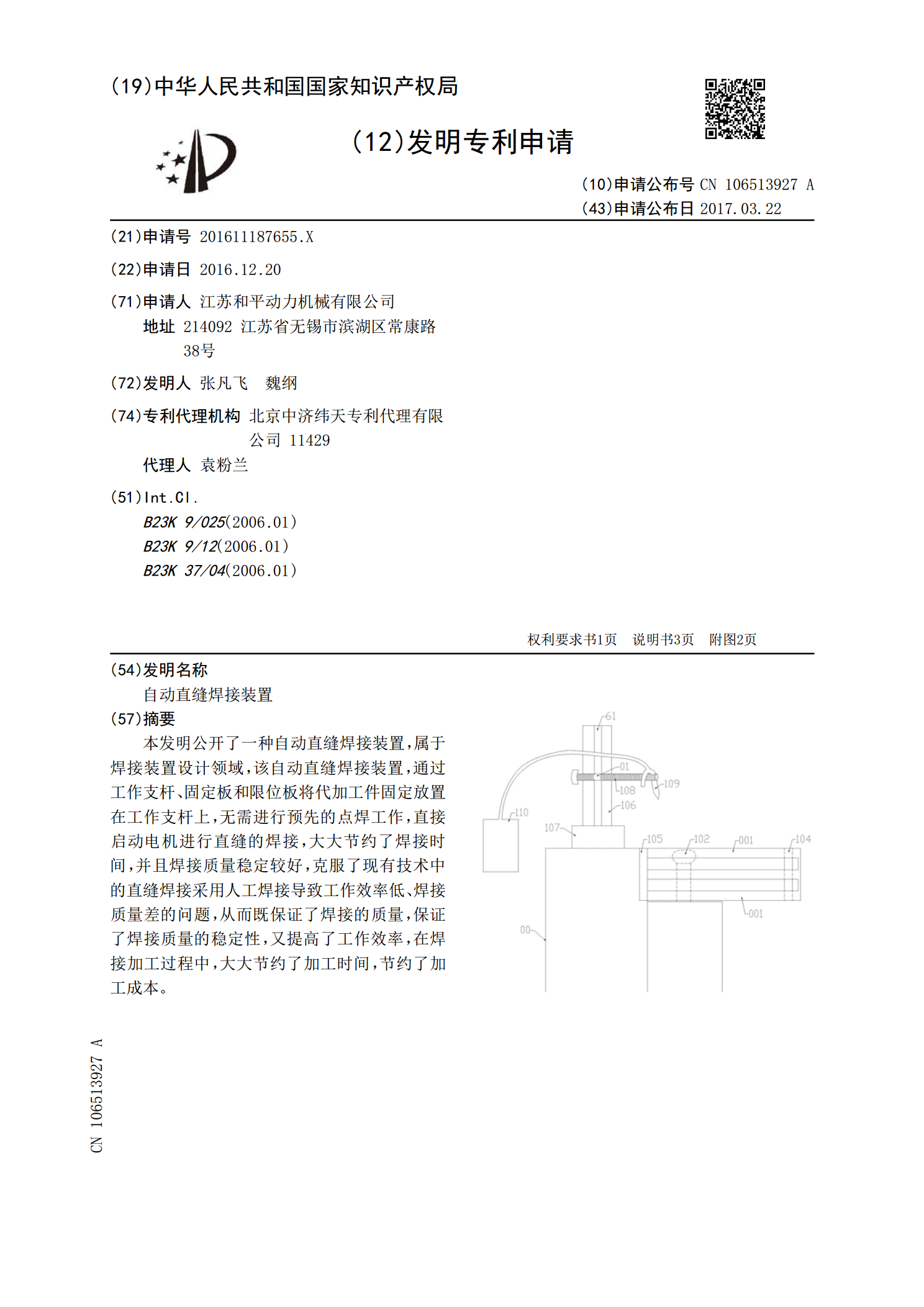
自动直缝焊接装置.pdf
本发明公开了一种自动直缝焊接装置,属于焊接装置设计领域,该自动直缝焊接装置,通过工作支杆、固定板和限位板将代加工件固定放置在工作支杆上,无需进行预先的点焊工作,直接启动电机进行直缝的焊接,大大节约了焊接时间,并且焊接质量稳定较好,克服了现有技术中的直缝焊接采用人工焊接导致工作效率低、焊接质量差的问题,从而既保证了焊接的质量,保证了焊接质量的稳定性,又提高了工作效率,在焊接加工过程中,大大节约了加工时间,节约了加工成本。
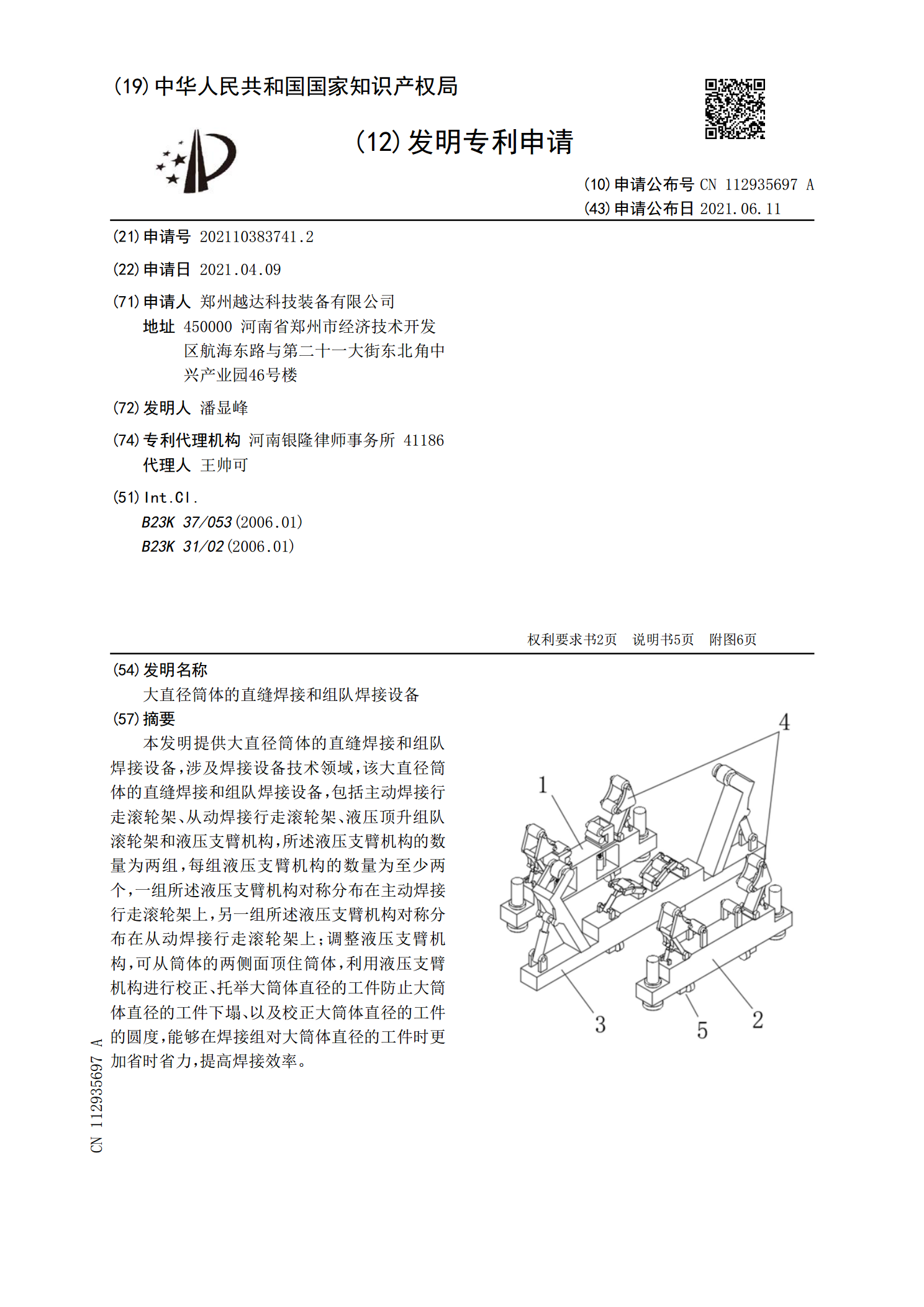
大直径筒体的直缝焊接和组队焊接设备.pdf
本发明提供大直径筒体的直缝焊接和组队焊接设备,涉及焊接设备技术领域,该大直径筒体的直缝焊接和组队焊接设备,包括主动焊接行走滚轮架、从动焊接行走滚轮架、液压顶升组队滚轮架和液压支臂机构,所述液压支臂机构的数量为两组,每组液压支臂机构的数量为至少两个,一组所述液压支臂机构对称分布在主动焊接行走滚轮架上,另一组所述液压支臂机构对称分布在从动焊接行走滚轮架上;调整液压支臂机构,可从筒体的两侧面顶住筒体,利用液压支臂机构进行校正、托举大筒体直径的工件防止大筒体直径的工件下塌、以及校正大筒体直径的工件的圆度,能够在焊