
一种薄壁筒形金属零件的冷锻成型工艺.pdf

雨巷****凝海


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种薄壁筒形金属零件的冷锻成型工艺.pdf
本发明提出了一种薄壁筒形金属零件的冷锻成型工艺,其包括如下步骤:下料:准备棒状坯料;冷锻反挤:将棒状坯料放入具有第一预定形状的反挤模具中对所述棒状坯料进行反挤,以获得底部的外表面形成有花形凹槽、底部的内表面形成有凸台的杯状毛坯,所述杯状毛坯的侧壁保留有预定的余量;冷锻正挤:将杯状毛坯放入具有第二预定形状的正挤模具中对所述杯状毛坯进行正挤,以获得侧壁的上部形成有台阶部的薄壁筒形金属零件成品。本发明提出的薄壁筒形金属零件的冷锻成型工艺使用挤压工艺即能完成产品的成型,其显著提升了生产效率,降低了生产成本。
小模数齿轮冷锻成型工艺.pdf
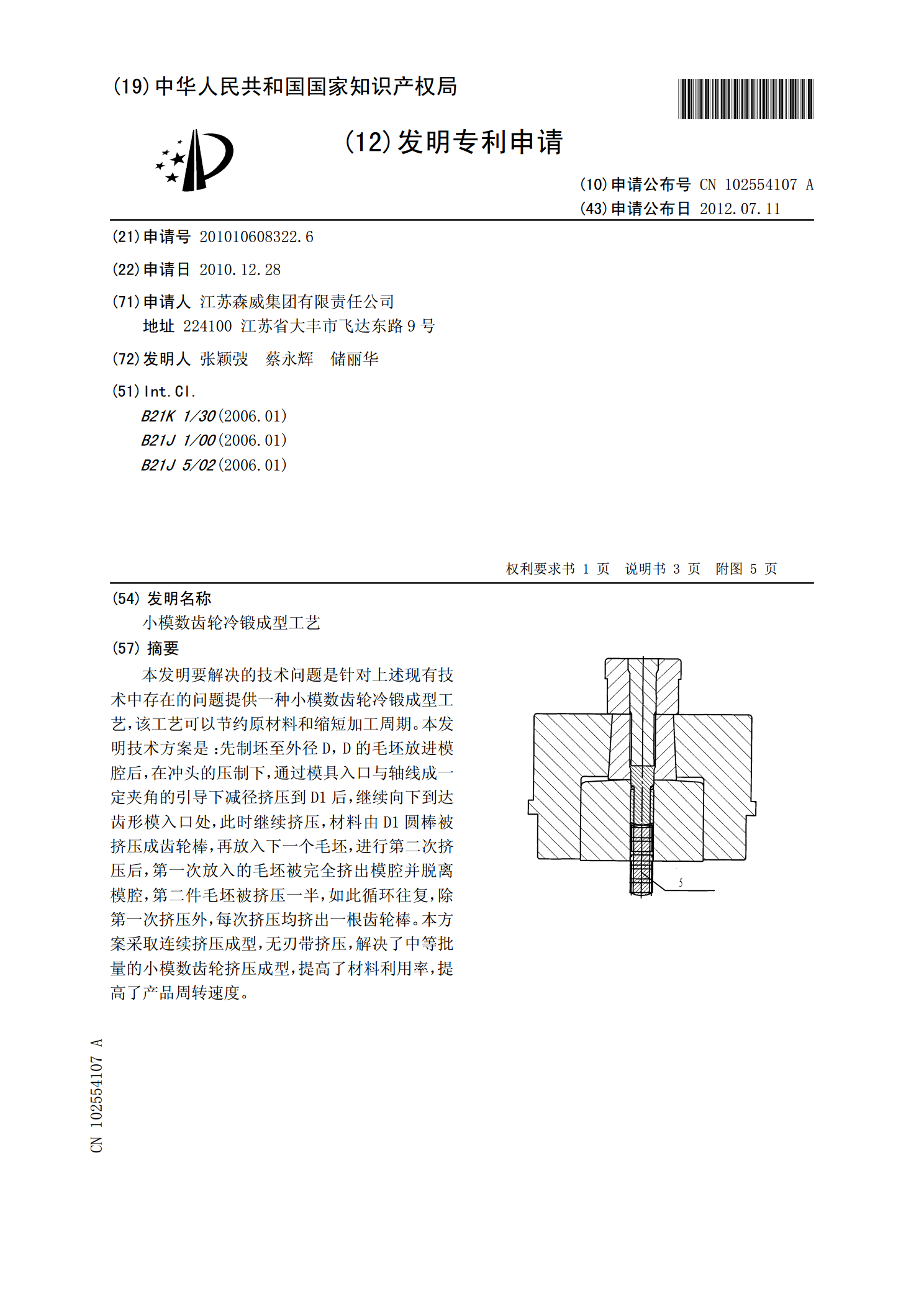
本发明要解决的技术问题是针对上述现有技术中存在的问题提供一种小模数齿轮冷锻成型工艺,该工艺可以节约原材料和缩短加工周期。本发明技术方案是:先制坯至外径D,D的毛坯放进模腔后,在冲头的压制下,通过模具入口与轴线成一定夹角的引导下减径挤压到D1后,继续向下到达齿形模入口处,此时继续挤压,材料由D1圆棒被挤压成齿轮棒,再放入下一个毛坯,进行第二次挤压后,第一次放入的毛坯被完全挤出模腔并脱离模腔,第二件毛坯被挤压一半,如此循环往复,除第一次挤压外,每次挤压均挤出一根齿轮棒。本方案采取连续挤压成型,无刃带挤压,解决

金属薄壁筒件的成型装置.pdf
本实用新型公开了一种金属薄壁筒件的成型装置,包括挤口冲和挤口模,在挤口模下方设置有刮模,所述刮模包括模壳和模芯,所述模壳内设置有上小下大的锥状模腔,所述模芯置于模腔内,且模芯的外壁与模腔贴合,所述模芯上开设有刮料通道,刮料通道贯穿模芯的上下两面,模芯的底端对应刮料通道处形成刮料尖口,所述模芯沿圆周分为若干瓣,所述模芯与模壳之间设置有复位弹簧,复位弹簧使模芯向上顶,本实用新型薄壁筒件挤口加工完成后,能够穿过刮模,由模芯底部的刮料尖口将整个加工完成后的薄壁筒件完全的剥离挤口冲,加工完成的薄壁筒件由刮模下方落下

一种筒形薄壁零件转圆装置.pdf
本发明公开了一种筒形薄壁零件转圆装置,包括支撑底板,所述支撑底板的下端与对称设置的两个支撑侧板连接,所述支撑底板的上端与转圆机构连接,所述转圆机构包括支撑板一,所述支撑板一的下端通过多个支撑杆一与支撑底板连接,还包括与支撑底板连接的转圆电机,所述转圆电机的转动部与往复丝杆一连接,所述往复丝杆一的上端通过轴承与支撑板一连接,所述往复丝杆一的外侧套设有支撑板二,所述支撑板二的上端通过多个支撑杆二与转圆件连接,所述支撑板一还与连接杆件一连接,所述连接杆件一的上端设置有固定块,还包括固定螺纹杆,所述固定螺纹杆与固

一种薄壁筒体零件回火校形装置.pdf
本发明公开了一种薄壁筒体零件回火校形装置,包括锥体、弹簧卡环、涨块、挡圈和拉紧螺杆;锥体的上端开设有T型槽;涨块具有三块,三块涨块由上至下呈对应贯通地开设有多个卡环槽,每一卡环槽内设有弹簧卡环,弹簧卡环将三块涨块抱紧成横截面为圆形的涨块整体;涨块的内侧面为倒锥面,涨块设于所述锥体的外部,涨块的内侧倒锥面与锥体的外侧锥面紧密贴合;挡圈上开设有通孔,挡圈销接于所述涨块整体的上端;拉紧螺杆为倒T型螺杆,拉紧螺杆穿设过挡圈的通孔匹配卡设于锥体的T型槽内,拉紧螺杆的底端支撑住所述锥体的内端平台。本发明提供的一种薄壁