
高纯高强高韧氧化锆复合陶瓷结构件及其制备方法.pdf

白真****ng


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

高纯高强高韧氧化锆复合陶瓷结构件及其制备方法.pdf
本发明提供一种韧性强度可调,价格低廉的氧化锆复合陶瓷结构件,提供高纯氧化锆与其他氧化物复合的高纯高强高韧氧化锆复合陶瓷结构件及其制备方法,采用纳米级高纯复合氧化锆粉与无残留粘结剂,无残留表面活性剂,无残留润滑剂,无残留增塑剂进行混炼,混炼完毕后进行制粒,再将制好的颗粒放入注射成型机中进行注射成型,最后进行排胶烧结处理,即获得高纯高强高韧氧化锆复合陶瓷结构件。本发明具有高纯高强高韧高强度的优点,本发明不仅工艺和设备简单,成本低,收率高,能耗低,生产效率高,适合工业化生产。
高纯超韧氧化锆复合陶瓷齿轮及其制备方法.pdf
本发明提供了一种全新的高纯超韧氧化锆复合陶瓷齿轮及其制备方法。本发明提供高纯氧化锆与其他氧化物复合的高纯超韧氧化锆复合陶瓷齿轮及其制备方法,采用纳米级高纯复合氧化锆粉与无残留粘结剂,无残留表面活性剂,无残留润滑剂,无残留增塑剂进行混炼,混炼完毕后进行制粒,再将制好的颗粒放入注射成型机中进行注射成型,最后进行排胶烧结处理,即获得高纯超韧氧化锆复合陶瓷齿轮。本发明具有高纯超韧高强度的优点,本发明不仅工艺和设备简单,成本低,收率高,能耗低,生产效率高,适合工业化生产。

高纯高强氧化锆‑氧化铝‑氧化锆复合陶瓷及其制备方法.pdf
本发明提供了一种复合的高纯高强氧化锆‑氧化铝‑氧化锆复合陶瓷及其制备方法,采用纳米级高纯复合氧化锆粉与无残留粘结剂,无残留表面活性剂,无残留润滑剂,无残留增塑剂进行炼胶,炼胶完毕后进行流延成型,流延过程将浆料均匀分布在氧化铝冷压成型板表面,对流延体进行三阶段均匀化刮平工艺,保证特定的温度及湿度条件下进行干燥处理获得复合陶瓷毛坯,然后重复流延成型工艺将氧化铝冷压成型板的其他表面进行流延成型处理并干燥,最后进行排胶烧结处理,即获得高纯高强氧化锆‑氧化铝‑氧化锆复合陶瓷。
一种高韧高强远红外陶瓷及其制备方法.pdf
本发明涉及红外陶瓷材料,特指一种高韧高强远红外陶瓷材料及其制备方法。按比例称取α-Al2O3和纳米ZrO2(2Y)先驱体置于碱性水溶液搅拌混合,制备出α-Al2O3和ZrO2(2Y)的高分散,均混合两相水悬浮液;将步骤(1)制得的两相水悬浮液煅烧成粉末;按比例将SiC增韧晶须、步骤(2)制得的粉末和MgO粉体,混合均匀,压制成型,高温真空烧结,随炉冷却,制得所述陶瓷材料。本发明的高强高韧远红外陶瓷材料具有较高的远红外辐射发射率,经过测试其远红外发射系数可达0.8以上。陶瓷材料具有高硬度,耐高温,耐化学腐蚀
一种高强高韧陶瓷岩板及其制备方法.pdf
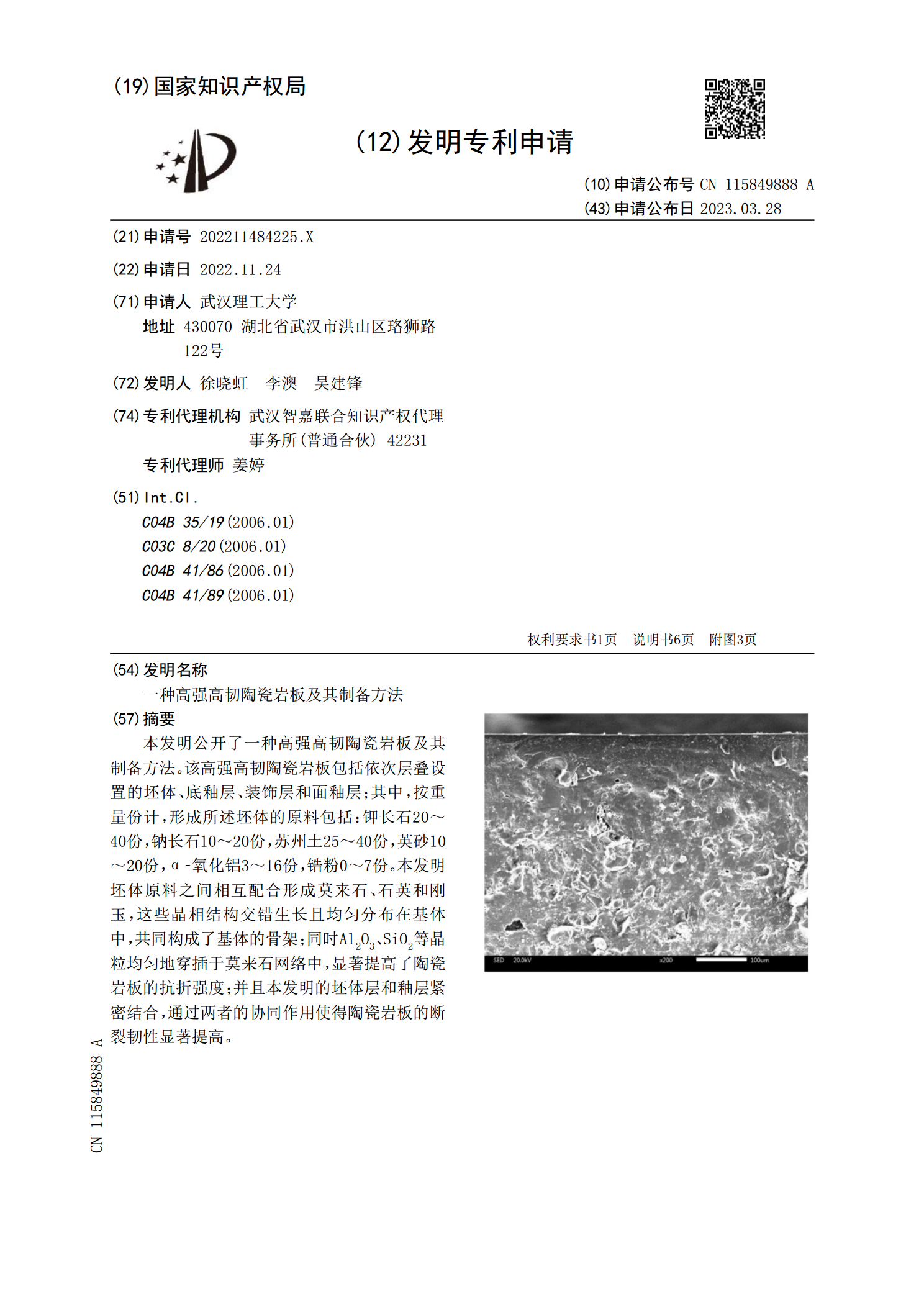
本发明公开了一种高强高韧陶瓷岩板及其制备方法。该高强高韧陶瓷岩板包括依次层叠设置的坯体、底釉层、装饰层和面釉层;其中,按重量份计,形成所述坯体的原料包括:钾长石20~40份,钠长石10~20份,苏州土25~40份,英砂10~20份,α‑氧化铝3~16份,锆粉0~7份。本发明坯体原料之间相互配合形成莫来石、石英和刚玉,这些晶相结构交错生长且均匀分布在基体中,共同构成了基体的骨架;同时Al