
一种多孔模仁的制备方法、多孔模仁及多孔注塑模具.pdf

葫芦****io


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种多孔模仁的制备方法、多孔模仁及多孔注塑模具.pdf
本发明属于注塑成型技术领域,公开了一种多孔模仁的制备方法、多孔模仁及多孔注塑模具。其中,多孔模仁的制备方法包括如下步骤:A、将包括金属材料粉体、黏结剂与润滑剂的混合粉体加工成型为模仁坯料;B、将所述模仁坯料烧结脱脂制成多孔模仁。其中,多孔模仁使用上述制备方法制备而成。其中,多孔注塑模具包括上述多孔模仁。本发明的多孔模仁能够缓冲存储注塑成型过程中注塑腔内的残留气体,有效提高了成型产品的良率,解决了现有注塑模具中注塑腔内排气不良而造成产品缺陷的问题。

学位论文-—多孔冲孔模设计模具类.doc
多孔冲孔模设计目录第一章冲压件工艺性分析……………………………………………..11.1冲裁件的工艺性…………………………………………………………..11.2冲裁过程分析……………………………………………………………..3第二章计算冲压力……………………………………………………....62.1计算冲压力,卸料力和推件力…………………………………………….62.2确定模具压力中心………………………………………………………….8第三章模具具体尺寸计算…………………………………………….103.

学位论文-—多孔冲孔模设计模具类.doc
多孔冲孔模设计目录第一章冲压件工艺性分析……………………………………………..11.1冲裁件的工艺性…………………………………………………………..11.2冲裁过程分析……………………………………………………………..3第二章计算冲压力……………………………………………………....62.1计算冲压力,卸料力和推件力…………………………………………….62.2确定模具压力中心………………………………………………………….8第三章模具具体尺寸计算…………………………………………….103.

多孔圆棒模的加工方法.pdf
本发明实施例公开了一种多孔圆棒模的加工方法,包括以下步骤:a、对多孔圆棒模的毛坯进行粗车;b、采用数控铣床对粗车后的毛坯进行模孔的出口带加工,同时使得模孔的工作带长度留有设定的留量,并加工所述模孔的工作带,使得所述工作带的径向单边留有设定的余量,得到模具雏形;c、对所述模具雏形进行热处理;d、采用磨床对所述模具雏形进行加工,使得模具雏形的厚度和工作带的长度达到图纸要求;e、精车所述磨具雏形的外圆,并采用铣床根据模孔找正加工模孔的工作带到图纸尺寸;f、对模孔的工作带进行抛光。本发明提供的多孔圆棒模的加工方法
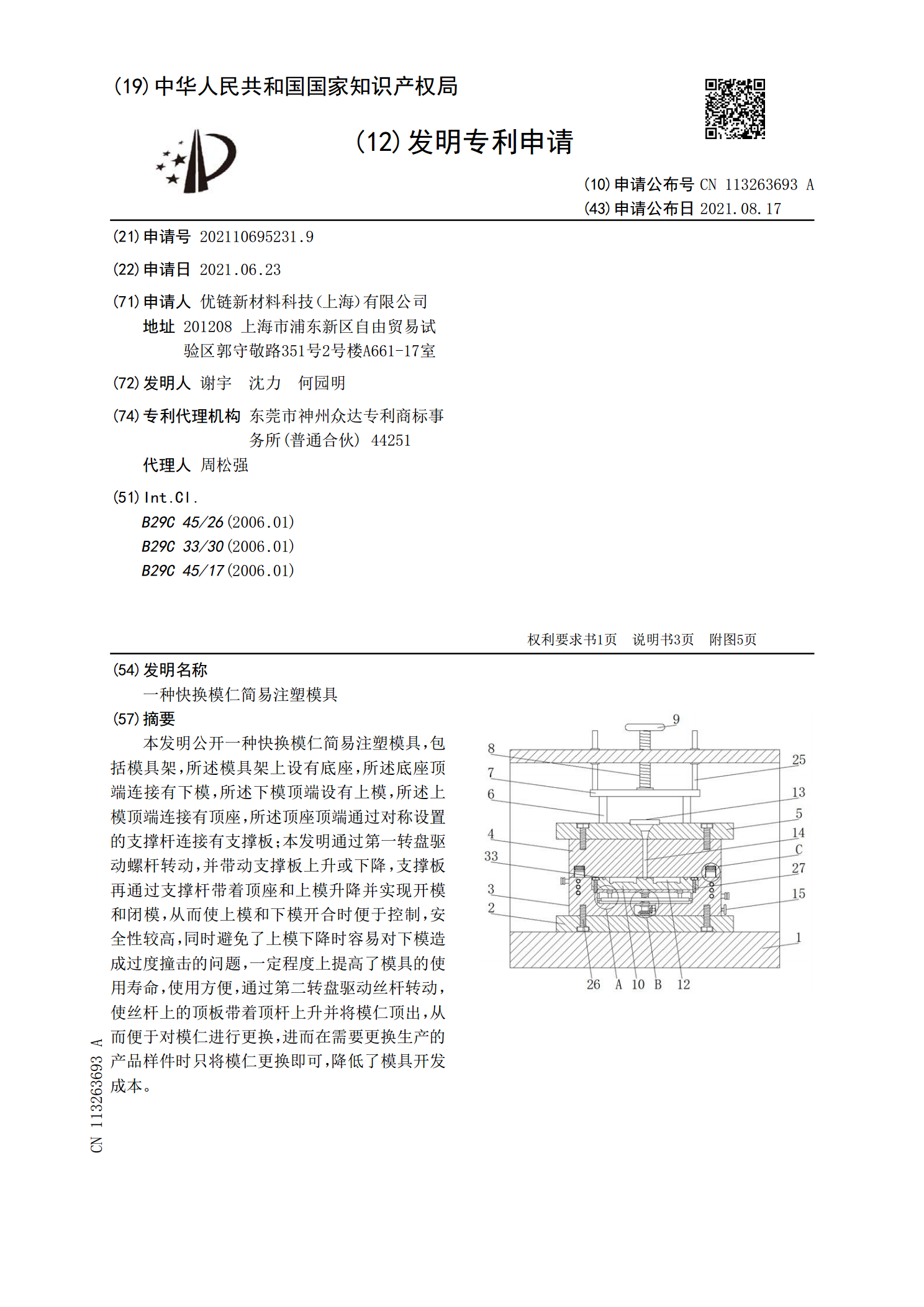
一种快换模仁简易注塑模具.pdf
本发明公开一种快换模仁简易注塑模具,包括模具架,所述模具架上设有底座,所述底座顶端连接有下模,所述下模顶端设有上模,所述上模顶端连接有顶座,所述顶座顶端通过对称设置的支撑杆连接有支撑板;本发明通过第一转盘驱动螺杆转动,并带动支撑板上升或下降,支撑板再通过支撑杆带着顶座和上模升降并实现开模和闭模,从而使上模和下模开合时便于控制,安全性较高,同时避免了上模下降时容易对下模造成过度撞击的问题,一定程度上提高了模具的使用寿命,使用方便,通过第二转盘驱动丝杆转动,使丝杆上的顶板带着顶杆上升并将模仁顶出,从而便于对模