
多孔圆棒模的加工方法.pdf

St****36


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

多孔圆棒模的加工方法.pdf
本发明实施例公开了一种多孔圆棒模的加工方法,包括以下步骤:a、对多孔圆棒模的毛坯进行粗车;b、采用数控铣床对粗车后的毛坯进行模孔的出口带加工,同时使得模孔的工作带长度留有设定的留量,并加工所述模孔的工作带,使得所述工作带的径向单边留有设定的余量,得到模具雏形;c、对所述模具雏形进行热处理;d、采用磨床对所述模具雏形进行加工,使得模具雏形的厚度和工作带的长度达到图纸要求;e、精车所述磨具雏形的外圆,并采用铣床根据模孔找正加工模孔的工作带到图纸尺寸;f、对模孔的工作带进行抛光。本发明提供的多孔圆棒模的加工方法
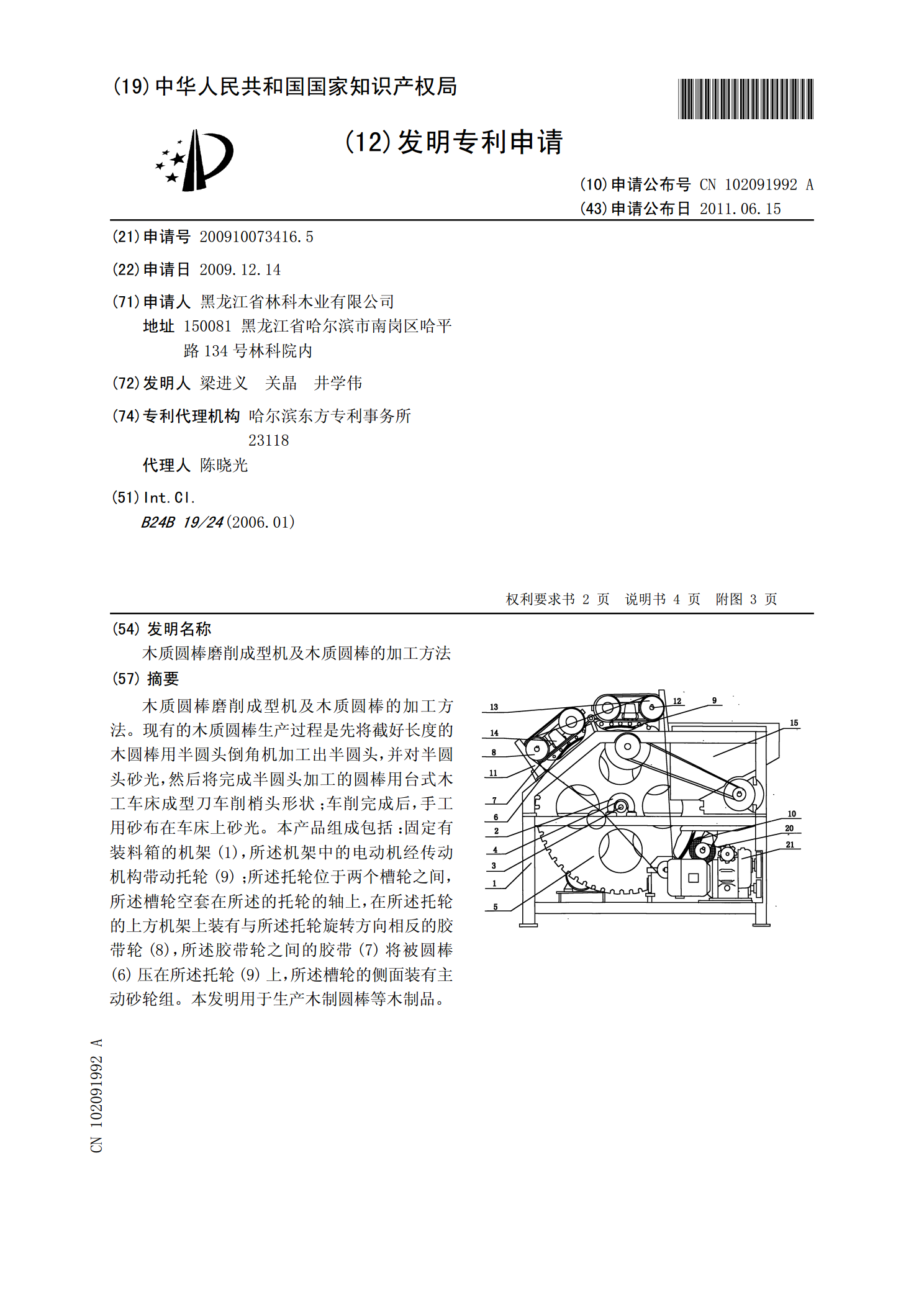
木质圆棒磨削成型机及木质圆棒的加工方法.pdf
木质圆棒磨削成型机及木质圆棒的加工方法。现有的木质圆棒生产过程是先将截好长度的木圆棒用半圆头倒角机加工出半圆头,并对半圆头砂光,然后将完成半圆头加工的圆棒用台式木工车床成型刀车削梢头形状;车削完成后,手工用砂布在车床上砂光。本产品组成包括:固定有装料箱的机架(1),所述机架中的电动机经传动机构带动托轮(9);所述托轮位于两个槽轮之间,所述槽轮空套在所述的托轮的轴上,在所述托轮的上方机架上装有与所述托轮旋转方向相反的胶带轮(8),所述胶带轮之间的胶带(7)将被圆棒(6)压在所述托轮(9)上,所述槽轮的侧面装
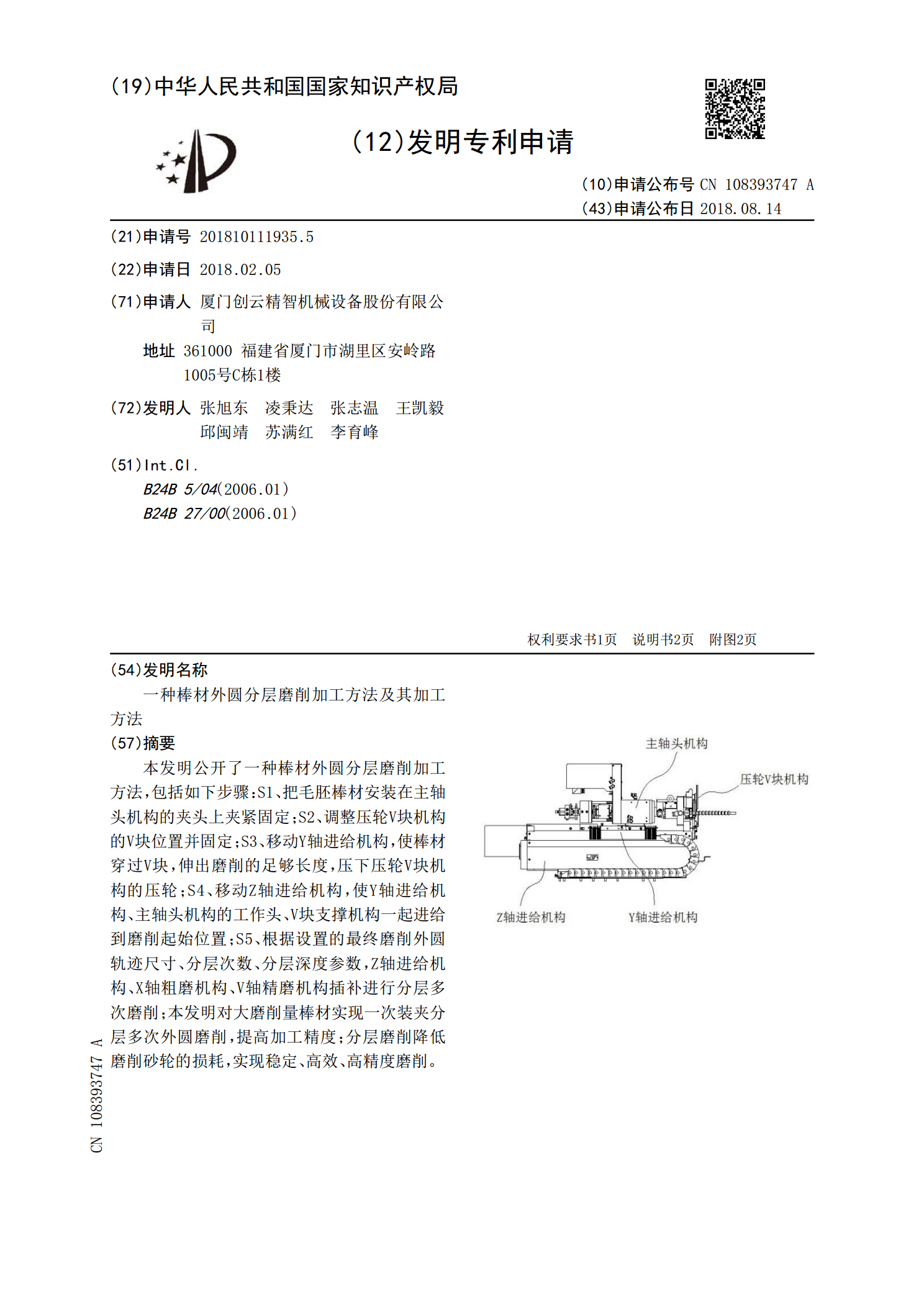
一种棒材外圆分层磨削加工方法及其加工方法.pdf
本发明公开了一种棒材外圆分层磨削加工方法,包括如下步骤:S1、把毛胚棒材安装在主轴头机构的夹头上夹紧固定;S2、调整压轮V块机构的V块位置并固定;S3、移动Y轴进给机构,使棒材穿过V块,伸出磨削的足够长度,压下压轮V块机构的压轮;S4、移动Z轴进给机构,使Y轴进给机构、主轴头机构的工作头、V块支撑机构一起进给到磨削起始位置;S5、根据设置的最终磨削外圆轨迹尺寸、分层次数、分层深度参数,Z轴进给机构、X轴粗磨机构、V轴精磨机构插补进行分层多次磨削;本发明对大磨削量棒材实现一次装夹分层多次外圆磨削,提高加工精
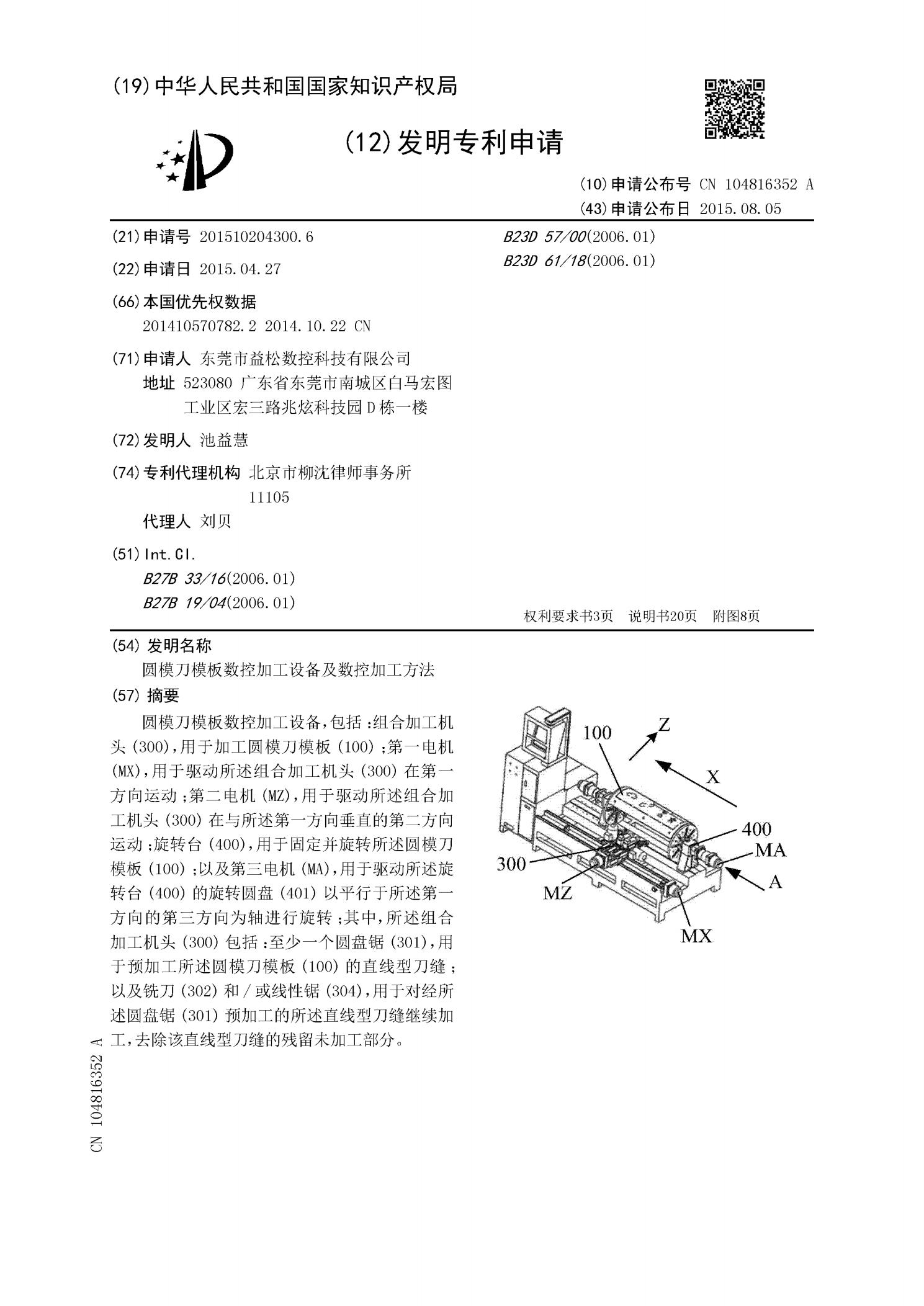
圆模刀模板数控加工设备及数控加工方法.pdf
圆模刀模板数控加工设备,包括:组合加工机头(300),用于加工圆模刀模板(100);第一电机(MX),用于驱动所述组合加工机头(300)在第一方向运动;第二电机(MZ),用于驱动所述组合加工机头(300)在与所述第一方向垂直的第二方向运动;旋转台(400),用于固定并旋转所述圆模刀模板(100);以及第三电机(MA),用于驱动所述旋转台(400)的旋转圆盘(401)以平行于所述第一方向的第三方向为轴进行旋转;其中,所述组合加工机头(300)包括:至少一个圆盘锯(301),用于预加工所述圆模刀模板(100)
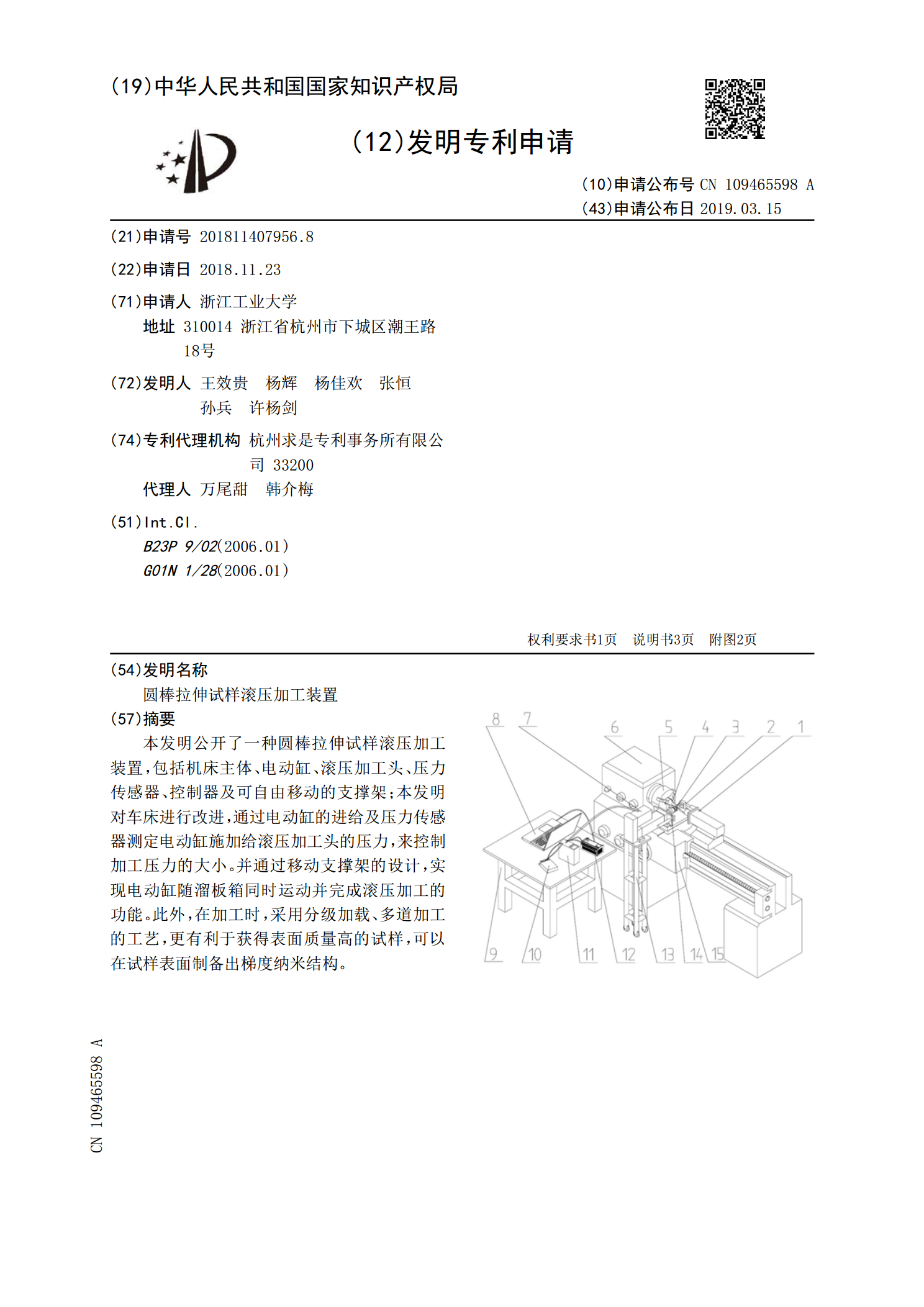
圆棒拉伸试样滚压加工装置.pdf
本发明公开了一种圆棒拉伸试样滚压加工装置,包括机床主体、电动缸、滚压加工头、压力传感器、控制器及可自由移动的支撑架;本发明对车床进行改进,通过电动缸的进给及压力传感器测定电动缸施加给滚压加工头的压力,来控制加工压力的大小。并通过移动支撑架的设计,实现电动缸随溜板箱同时运动并完成滚压加工的功能。此外,在加工时,采用分级加载、多道加工的工艺,更有利于获得表面质量高的试样,可以在试样表面制备出梯度纳米结构。