
一种花纹圈锻件成型模具.pdf

一条****淑淑


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种花纹圈锻件成型模具.pdf
本发明公开了一种花纹圈锻件成型模具,其包括芯辊和主模,其中,所述芯辊的两端对应设置有安装段,两个安装段之间依次设置有第一圆柱段、凸肩部和第二圆柱段,所述第一圆柱段的直径大于所述第二圆柱段的直径,所述凸肩部的直径大于所述第一圆柱段的直径,所述主模设置于所述芯辊的一侧,整体呈圆柱体结构其内设置有中心孔。上述花纹圈锻件成型模具能够加工出更接近产品形状的锻件,后续加工的切削余量小,节省材料,加工成本低,同时模具为锻件加工留有一定的压延空间,保证了产品的质量和性能。

一种轴套锻件成型模具.pdf
本发明公开了一种轴套锻件成型模具,其包括模具本体,所述模具本体的中心处开设有中心孔,其中,所述模具本体依次设置有第一圆柱段、第二圆柱段、第三圆柱段和第四圆柱段,所述第一圆柱段与所述第四圆柱段的外径相等,所述第二圆柱段的外径小于第一圆柱段的外径,所述第三圆柱段的外径小于第二圆柱段的外径,所述第一圆柱段的底面外缘处、第二圆柱段的底面外缘处,所述第四圆柱段的顶面外缘处均设置为圆弧角。上述轴套锻件成型模具能够加工出更接近产品形状的锻件,后续加工的切削余量小,节省材料,加工成本低,同时模具为锻件加工留有一定的压延空
一种车轮锻件成型模具.pdf
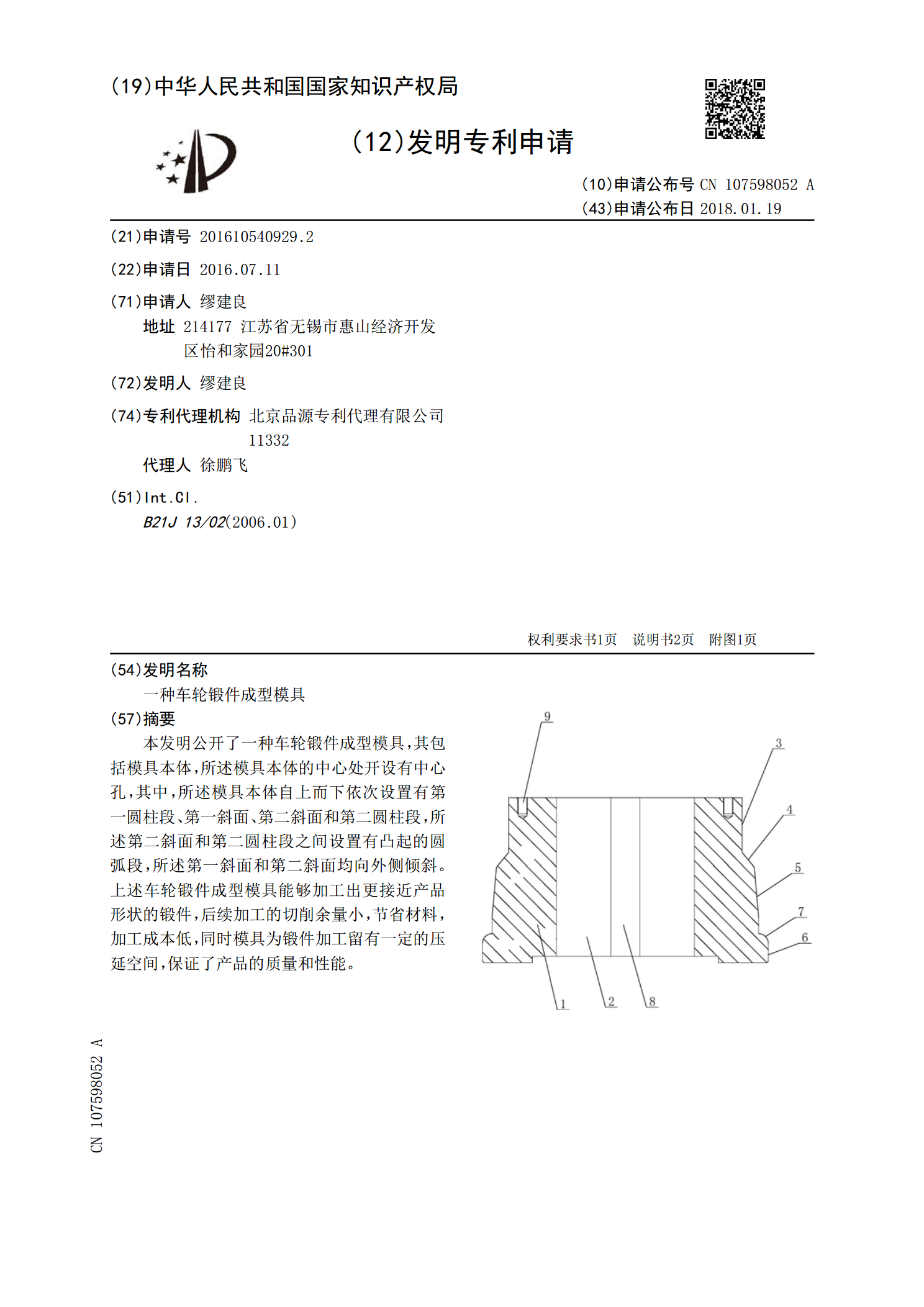
本发明公开了一种车轮锻件成型模具,其包括模具本体,所述模具本体的中心处开设有中心孔,其中,所述模具本体自上而下依次设置有第一圆柱段、第一斜面、第二斜面和第二圆柱段,所述第二斜面和第二圆柱段之间设置有凸起的圆弧段,所述第一斜面和第二斜面均向外侧倾斜。上述车轮锻件成型模具能够加工出更接近产品形状的锻件,后续加工的切削余量小,节省材料,加工成本低,同时模具为锻件加工留有一定的压延空间,保证了产品的质量和性能。
一种锻件成型模具及其组装方法.pdf
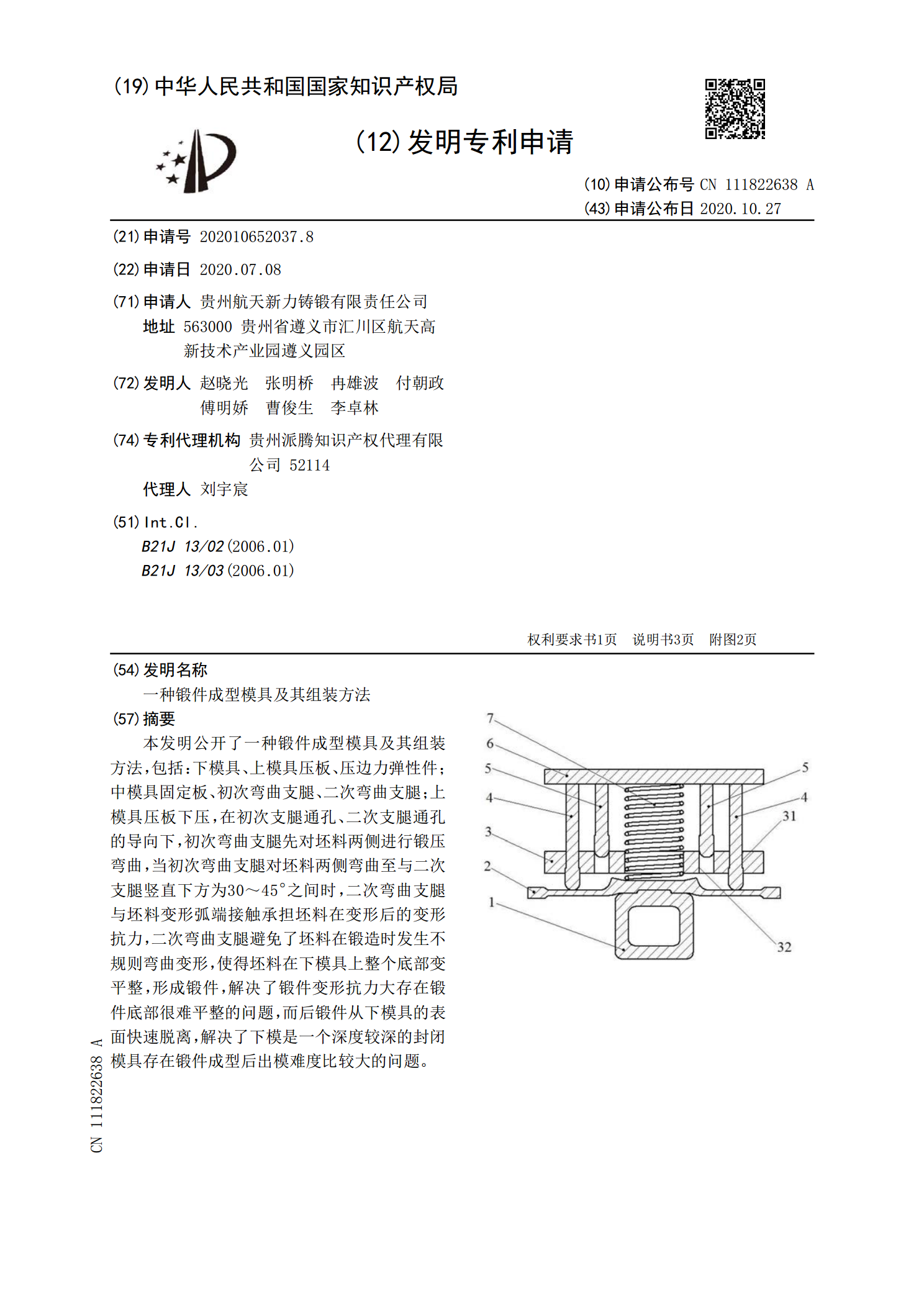
本发明公开了一种锻件成型模具及其组装方法,包括:下模具、上模具压板、压边力弹性件;中模具固定板、初次弯曲支腿、二次弯曲支腿;上模具压板下压,在初次支腿通孔、二次支腿通孔的导向下,初次弯曲支腿先对坯料两侧进行锻压弯曲,当初次弯曲支腿对坯料两侧弯曲至与二次支腿竖直下方为30~45°之间时,二次弯曲支腿与坯料变形弧端接触承担坯料在变形后的变形抗力,二次弯曲支腿避免了坯料在锻造时发生不规则弯曲变形,使得坯料在下模具上整个底部变平整,形成锻件,解决了锻件变形抗力大存在锻件底部很难平整的问题,而后锻件从下模具的表面快

一种中模套锻件成型模具.pdf
本发明公开了一种中模套锻件成型模具,其包括芯辊和主模,其中,所述芯辊的两端对应设置有安装段,两个安装段之间依次设置有第一圆柱段、芯辊斜锥段、第二圆柱段和第三圆柱段,所述第一圆柱段的直径小于所述第二圆柱段的直径,所述第三圆柱段的直径小于所述第一圆柱段的直径,所述主模设置于所述芯辊的一侧,所述主模的中心处设置有中心孔,且所述主模包括位于底部的圆柱段和位于上部的主模斜锥段。上述中模套锻件成型模具能够加工出更接近产品形状的锻件,后续加工的切削余量小,节省材料,加工成本低,同时模具为锻件加工留有一定的压延空间,保证