
一种环形工件热喷涂设备及其喷涂方法.pdf

Th****84


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种环形工件热喷涂设备及其喷涂方法.pdf
本发明公开了一种环形工件热喷涂设备,包括多工位转台、喷涂机械手、用于热喷涂的喷枪,所述喷枪安装于喷涂机械手上,所述喷涂机械手可沿安装于多工位转台上的工件的中心连线移动,其移动速度可变。喷枪在移动过程中速度可以实时变化,当喷枪移动到环状工件的内孔区域时,喷枪移动速度大幅提高,减少喷枪在环状工件的内孔区域停留的时间,从而可以减少材料和时间的浪费。
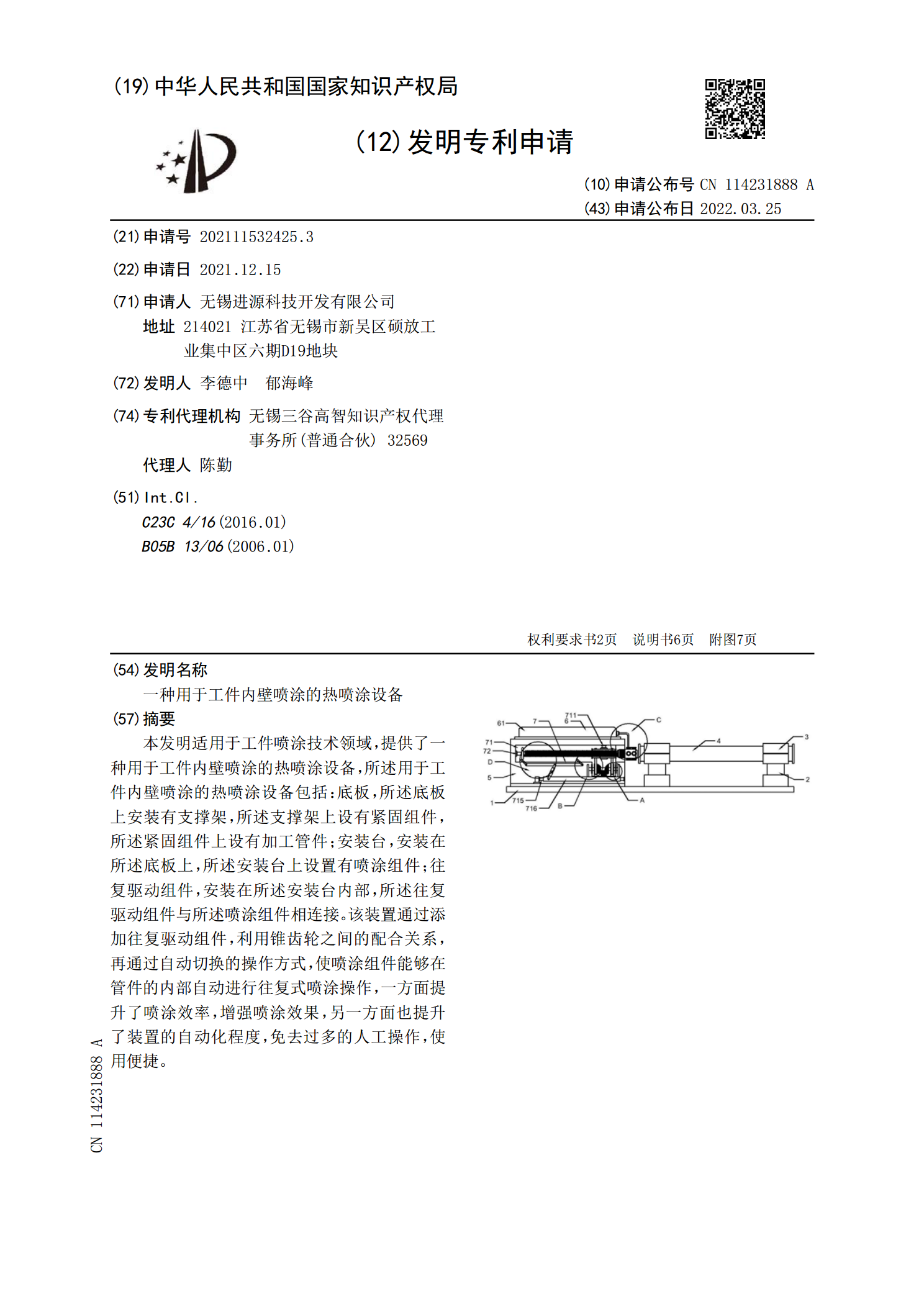
一种用于工件内壁喷涂的热喷涂设备.pdf
本发明适用于工件喷涂技术领域,提供了一种用于工件内壁喷涂的热喷涂设备,所述用于工件内壁喷涂的热喷涂设备包括:底板,所述底板上安装有支撑架,所述支撑架上设有紧固组件,所述紧固组件上设有加工管件;安装台,安装在所述底板上,所述安装台上设置有喷涂组件;往复驱动组件,安装在所述安装台内部,所述往复驱动组件与所述喷涂组件相连接。该装置通过添加往复驱动组件,利用锥齿轮之间的配合关系,再通过自动切换的操作方式,使喷涂组件能够在管件的内部自动进行往复式喷涂操作,一方面提升了喷涂效率,增强喷涂效果,另一方面也提升了装置的自
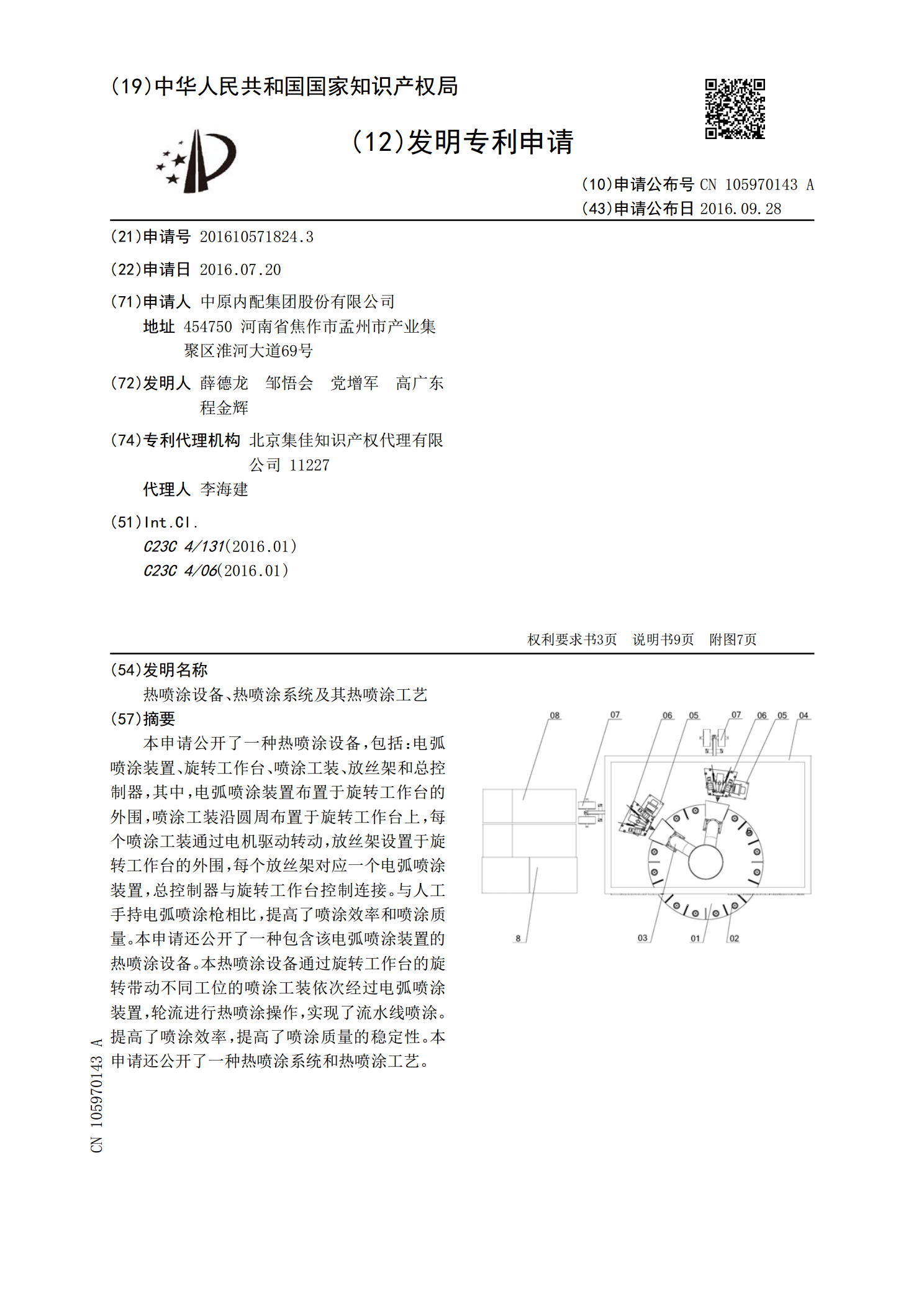
热喷涂设备、热喷涂系统及其热喷涂工艺.pdf
本申请公开了一种热喷涂设备,包括:电弧喷涂装置、旋转工作台、喷涂工装、放丝架和总控制器,其中,电弧喷涂装置布置于旋转工作台的外围,喷涂工装沿圆周布置于旋转工作台上,每个喷涂工装通过电机驱动转动,放丝架设置于旋转工作台的外围,每个放丝架对应一个电弧喷涂装置,总控制器与旋转工作台控制连接。与人工手持电弧喷涂枪相比,提高了喷涂效率和喷涂质量。本申请还公开了一种包含该电弧喷涂装置的热喷涂设备。本热喷涂设备通过旋转工作台的旋转带动不同工位的喷涂工装依次经过电弧喷涂装置,轮流进行热喷涂操作,实现了流水线喷涂。提高了喷
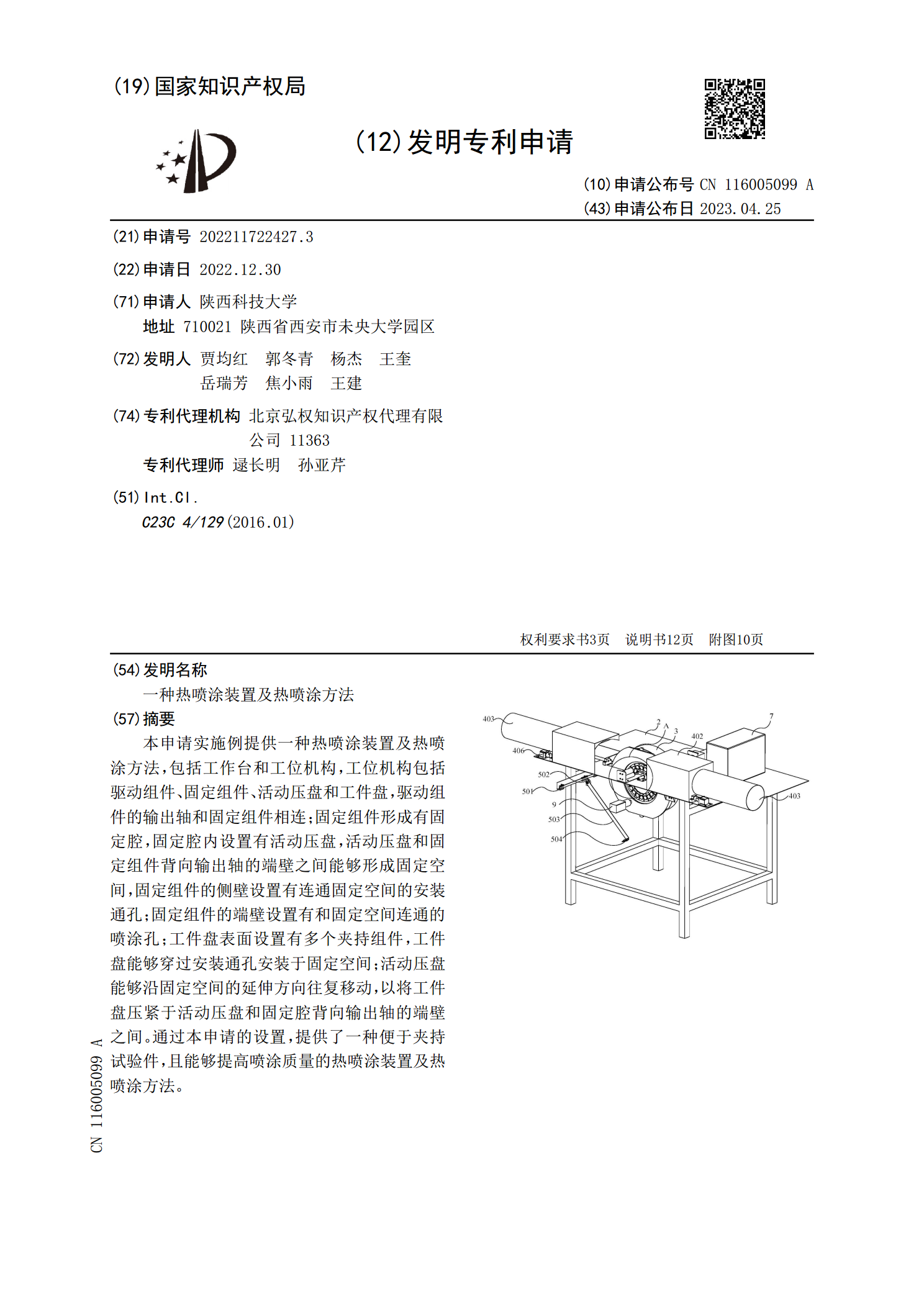
一种热喷涂装置及热喷涂方法.pdf
本申请实施例提供一种热喷涂装置及热喷涂方法,包括工作台和工位机构,工位机构包括驱动组件、固定组件、活动压盘和工件盘,驱动组件的输出轴和固定组件相连;固定组件形成有固定腔,固定腔内设置有活动压盘,活动压盘和固定组件背向输出轴的端壁之间能够形成固定空间,固定组件的侧壁设置有连通固定空间的安装通孔;固定组件的端壁设置有和固定空间连通的喷涂孔;工件盘表面设置有多个夹持组件,工件盘能够穿过安装通孔安装于固定空间;活动压盘能够沿固定空间的延伸方向往复移动,以将工件盘压紧于活动压盘和固定腔背向输出轴的端壁之间。通过本申
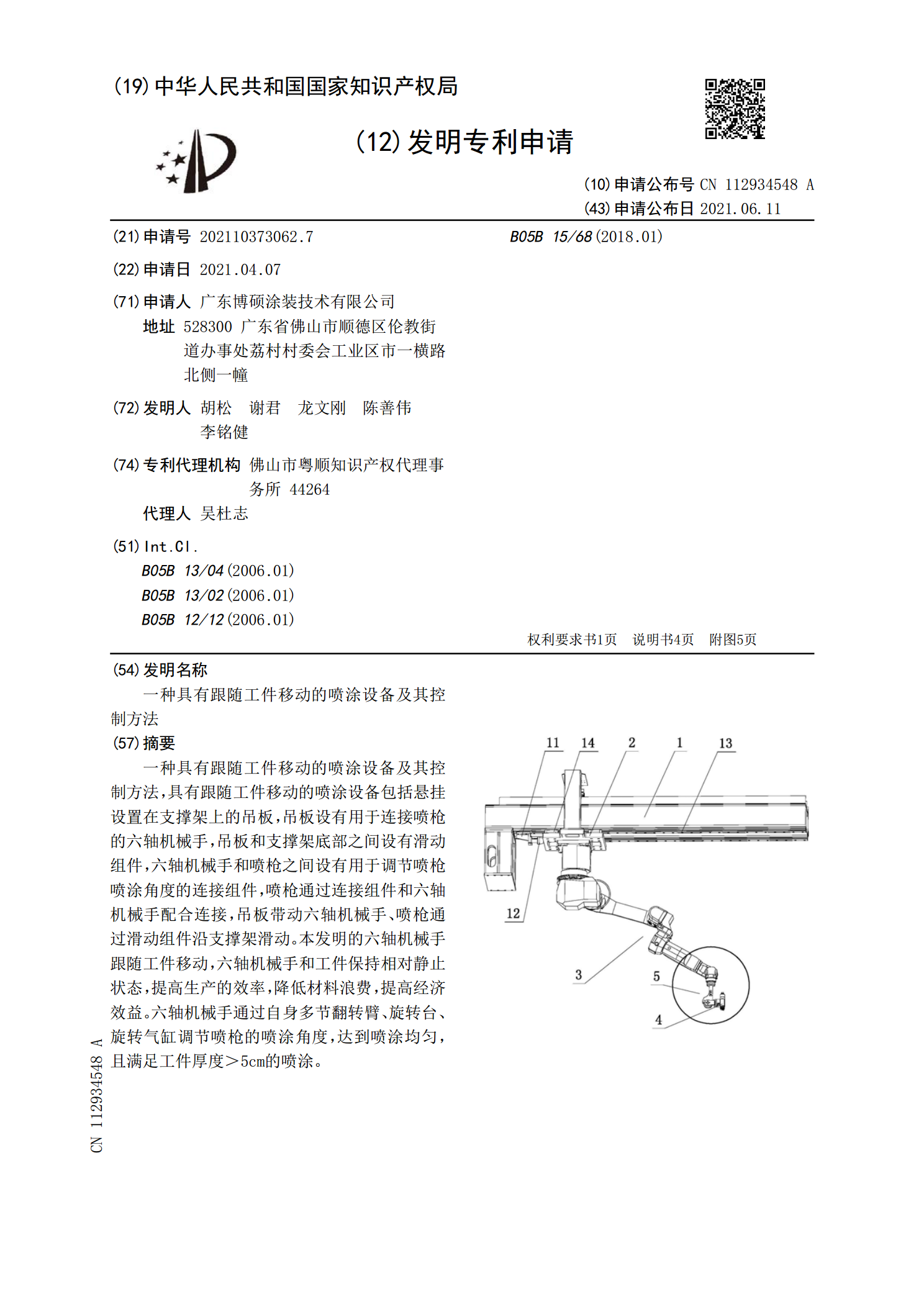
一种具有跟随工件移动的喷涂设备及其控制方法.pdf
一种具有跟随工件移动的喷涂设备及其控制方法,具有跟随工件移动的喷涂设备包括悬挂设置在支撑架上的吊板,吊板设有用于连接喷枪的六轴机械手,吊板和支撑架底部之间设有滑动组件,六轴机械手和喷枪之间设有用于调节喷枪喷涂角度的连接组件,喷枪通过连接组件和六轴机械手配合连接,吊板带动六轴机械手、喷枪通过滑动组件沿支撑架滑动。本发明的六轴机械手跟随工件移动,六轴机械手和工件保持相对静止状态,提高生产的效率,降低材料浪费,提高经济效益。六轴机械手通过自身多节翻转臂、旋转台、旋转气缸调节喷枪的喷涂角度,达到喷涂均匀,且满足工