
400系不锈钢热轧退火线材盐酸酸洗液及酸洗方法.pdf

志信****pp


1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

400系不锈钢热轧退火线材盐酸酸洗液及酸洗方法.pdf
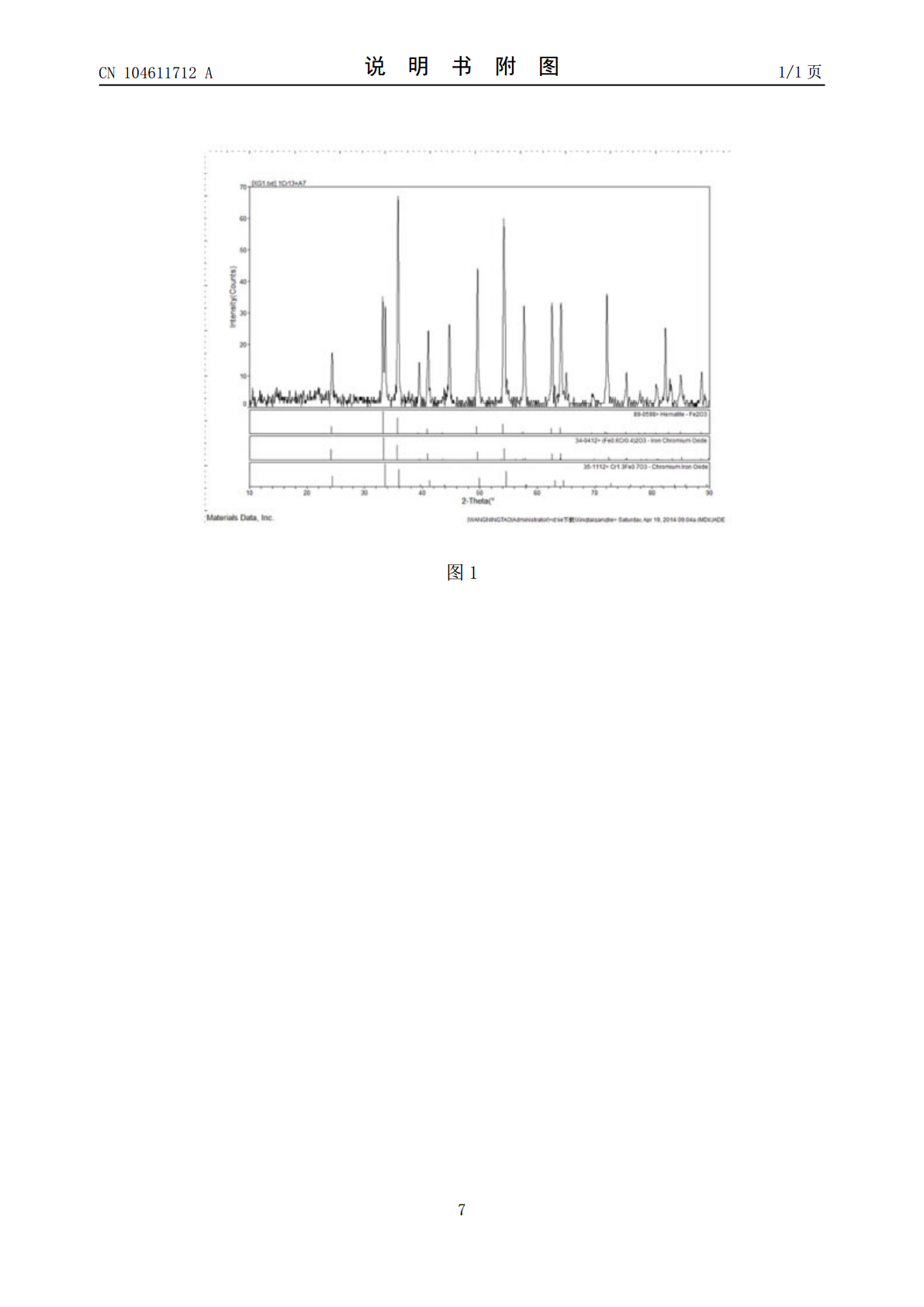
本发明涉及400系不锈钢热轧退火线材盐酸酸洗液及酸洗方法。酸洗液由盐酸、硝酸、缓蚀剂、表面活性剂、促进剂、溶液稳定剂及水组成;所述各物质质量比例如下:盐酸8-22wt%,硝酸0.01-10wt‰,缓蚀剂0.01-1wt%,表面活性剂0.05-1wt%,促进剂0.05-1wt%,溶液稳定剂0.05-1wt%,余量为水。酸洗方法为将酸洗液注入酸洗槽中,将退火后的热轧线材整盘直接放入酸洗槽进行酸洗,酸洗温度45-85℃,酸洗时间0.5-2h。上述方法酸洗后的盘条表面光洁白亮,没有氧化铁皮残留,酸洗过程稳定,表面

400系不锈钢热轧退火线材混酸酸洗液及酸洗方法.pdf
本发明涉及400系不锈钢热轧退火线材混酸酸洗液及酸洗方法。酸洗液由盐酸、氢氟酸、缓蚀剂、酸雾抑制剂及水组成;所述各物质质量比例如下:盐酸8-22wt%,氢氟酸0.1-2wt%,缓蚀剂-0.01-1wt%,酸雾抑制剂添加量为0.1-0.5wt%,余量为水。酸洗方法,为将酸洗液注入酸洗槽中,将退火后的热轧线材整盘直接放入酸洗槽进行酸洗,酸洗温度45-85℃,酸洗时间10-40min。本发明处理的盘条表面光洁白亮,没有氧化铁皮残留,不需要进行后续钝化就能正常使用和存放。

一种去除热轧双相不锈钢氧化皮的酸洗液及其酸洗方法.pdf
本发明提供一种去除热轧双相不锈钢氧化皮的酸洗液及其酸洗方法,能够快速、较好的去除热轧双相不锈钢钢带表面氧化铁皮。将盐酸、硝酸、氢氟酸依次混合在一起,用搅拌棒轻轻搅拌1~2分钟后静置约半小时,配制成酸洗液,酸洗液各组分的体积份数组成为:36%~38%的盐酸2~3份、65%~68%的硝酸1份、不小于40%的氢氟酸1份;将热轧双相不锈钢样品完全浸入配制好的酸洗液中,酸洗时间为20~35分钟,观察板面氧化皮去除情况,待其基本脱落后取出;在自来水下,用软毛刷将板面附着残留的氧化铁皮刷净,然后用热水冲洗板面1~2分钟
热轧不锈钢复合钢带连续退火酸洗系统及方法.pdf
本发明公开了一种热轧不锈钢复合钢带连续退火酸洗系统,包括由前至后依次配合设置的开卷机、矫直机、切头尾剪、MIG氩弧自动焊机、前活套、连续退火炉、矫直机、抛丸机、浅槽紊流式酸洗、平整机、后活套、分切剪及卷取机。所述开卷机为2台,矫直机2台,切头尾剪2台,抛丸机4台,酸洗槽6个,卷取机1台。本发明同时还公开了利用该系统的酸洗方法。采用该技术,生产效率高,产品性能及表面质量稳定,产品能满足客户的要求,加工成本低,具有较强的市场竞争力。

热轧不锈钢退火酸洗线工艺及装备技术.docx
热轧不锈钢退火酸洗线工艺及装备技术热轧不锈钢退火酸洗线工艺及装备技术热轧不锈钢退火酸洗线工艺及装备技术摘要:相关研究表明,我国现有的热轧不锈钢退火酸洗线的产能普遍较低,消耗的能源过多,导致生产成本偏高。本文旨在热轧不锈钢工艺的生产流程及相关设备的基础上,进一步探寻热轧不锈钢退火酸洗线的新工艺、新方法。关键词:热轧不锈钢;退火酸洗线工艺;装备技术针对目前我国热轧不锈钢退火酸洗线工艺的现状及相关特点,以提高工艺产品的质量、降低生产成本为目的,我们以生产300系和400系的一号产品(以热轧不锈钢卷为原料)生产线