
一种在线连续热压干法真空绝热板芯材的制备方法及产品.pdf

An****99


1/6

2/6

3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种在线连续热压干法真空绝热板芯材的制备方法及产品.pdf
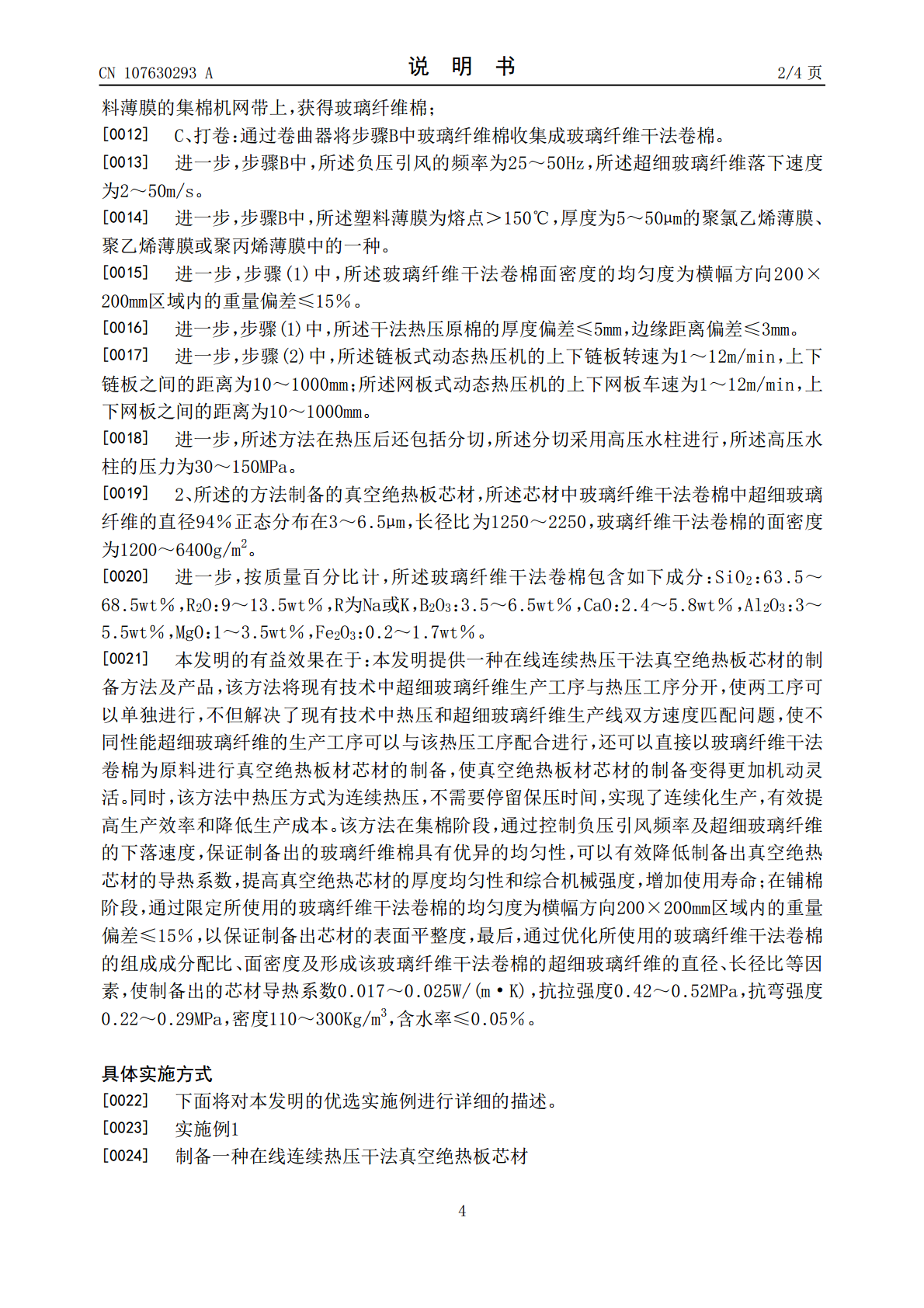
本发明涉及一种在线连续热压干法真空绝热板芯材的制备方法及产品,属于玻璃纤维技术领域,所述制备方法包括铺棉和热压工序,在铺棉工序前还可以包括成纤、集棉和打卷工序,在热压后还可以包括分切工序。该方法将现有技术中超细玻璃纤维生产工序与热压工序分开,使两工序可以单独进行,不但解决了现有技术中热压和超细玻璃纤维生产线双方速度匹配问题,使不同性能超细玻璃纤维的生产工序可以与该热压工序配合进行,还可以直接以玻璃纤维干法卷棉为原料进行真空绝热板材芯材的制备,使真空绝热板材芯材的制备变得更加机动灵活。同时,该方法中热压方式
干法真空绝热板芯材及真空绝热板的制备方法及其产品.pdf
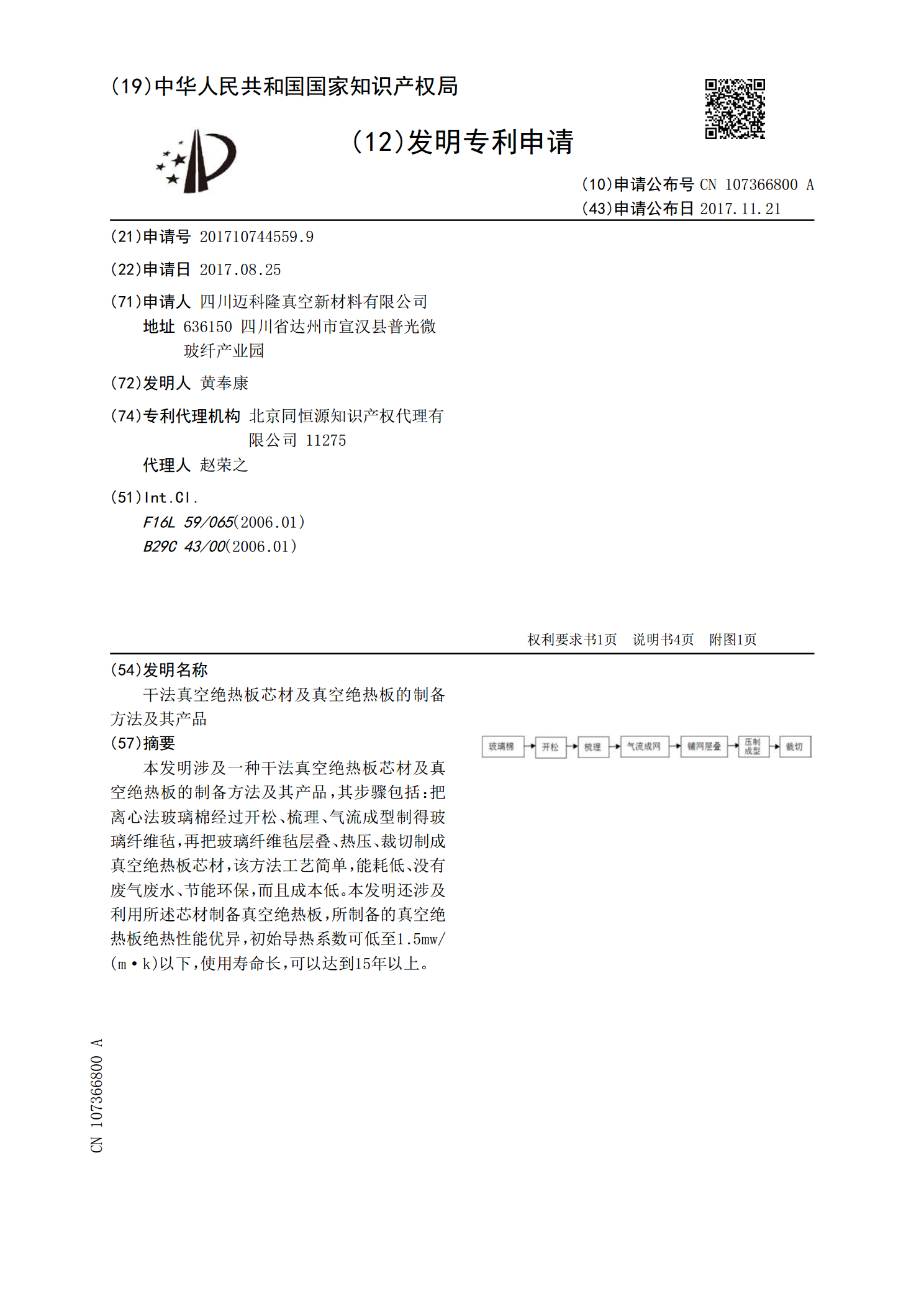
本发明涉及一种干法真空绝热板芯材及真空绝热板的制备方法及其产品,其步骤包括:把离心法玻璃棉经过开松、梳理、气流成型制得玻璃纤维毡,再把玻璃纤维毡层叠、热压、裁切制成真空绝热板芯材,该方法工艺简单,能耗低、没有废气废水、节能环保,而且成本低。本发明还涉及利用所述芯材制备真空绝热板,所制备的真空绝热板绝热性能优异,初始导热系数可低至1.5mw/(m·k)以下,使用寿命长,可以达到15年以上。

一种低导热系数复合干法热压真空绝热板芯材及其制备方法.pdf
本发明涉及一种低导热系数复合干法热压真空绝热板芯材及其制备方法,属于玻璃纤维技术领域,所述芯材按质量百分比计,由70~80wt%超细玻璃纤维干法卷棉和20~30wt%湿法真空绝热板芯材热压而成,该芯材实现了超细玻璃纤维干法卷棉和湿法真空绝热板芯材的无缝结合,其导热系数被进一步降低,表面平整度更高。所述方法包括成纤、集棉、打卷、铺棉、热压和分切,将现有技术中超细玻璃纤维生产与热压分开,使两者可以单独进行,解决了现有技术中热压和超细玻璃纤维生产线双方速度匹配问题,使不同性能超细玻璃纤维的生产工序可以与该热压工
一种玻璃棉真空绝热板芯材的在线干法生产系统及方法.pdf
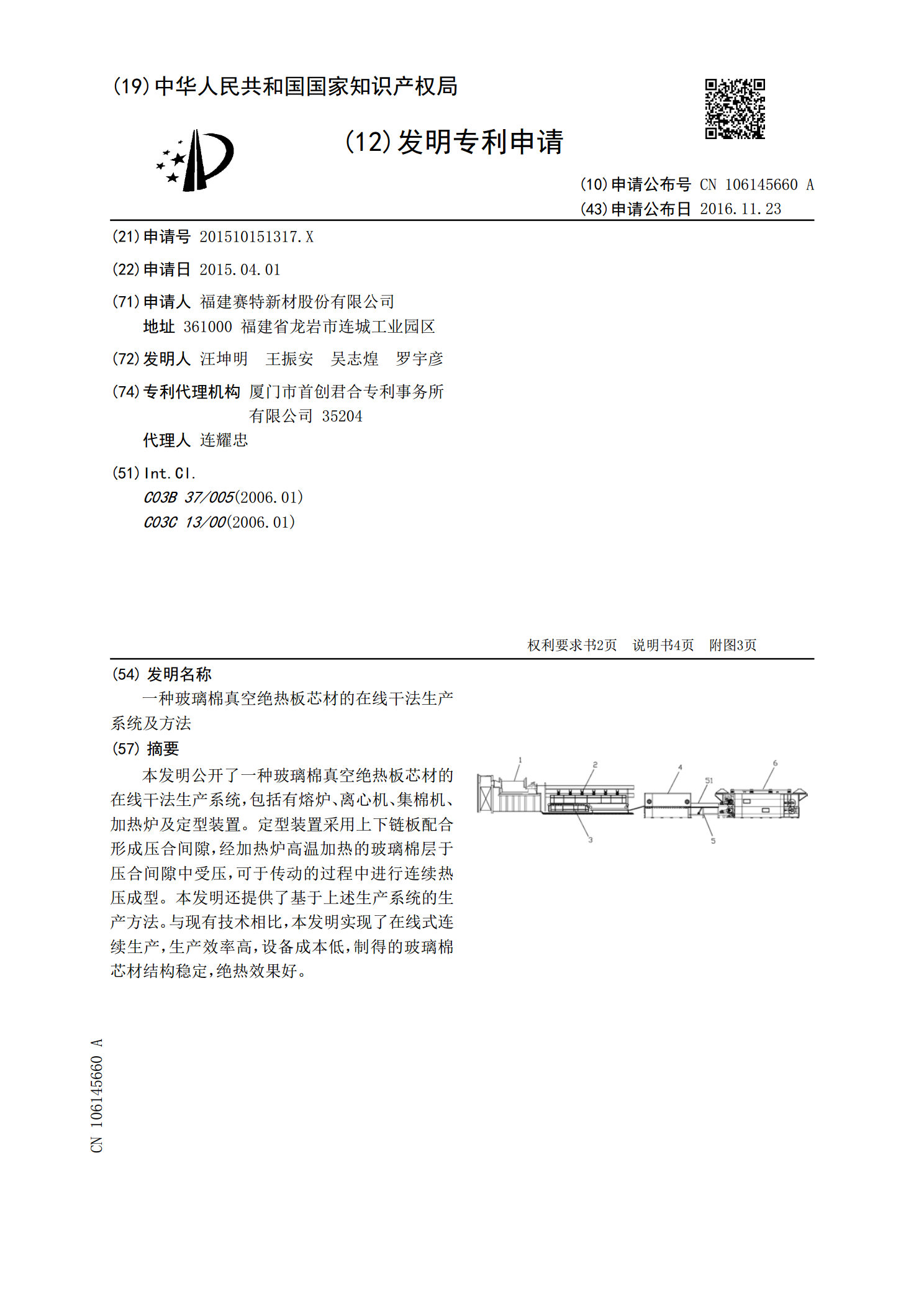
本发明公开了一种玻璃棉真空绝热板芯材的在线干法生产系统,包括有熔炉、离心机、集棉机、加热炉及定型装置。定型装置采用上下链板配合形成压合间隙,经加热炉高温加热的玻璃棉层于压合间隙中受压,可于传动的过程中进行连续热压成型。本发明还提供了基于上述生产系统的生产方法。与现有技术相比,本发明实现了在线式连续生产,生产效率高,设备成本低,制得的玻璃棉芯材结构稳定,绝热效果好。
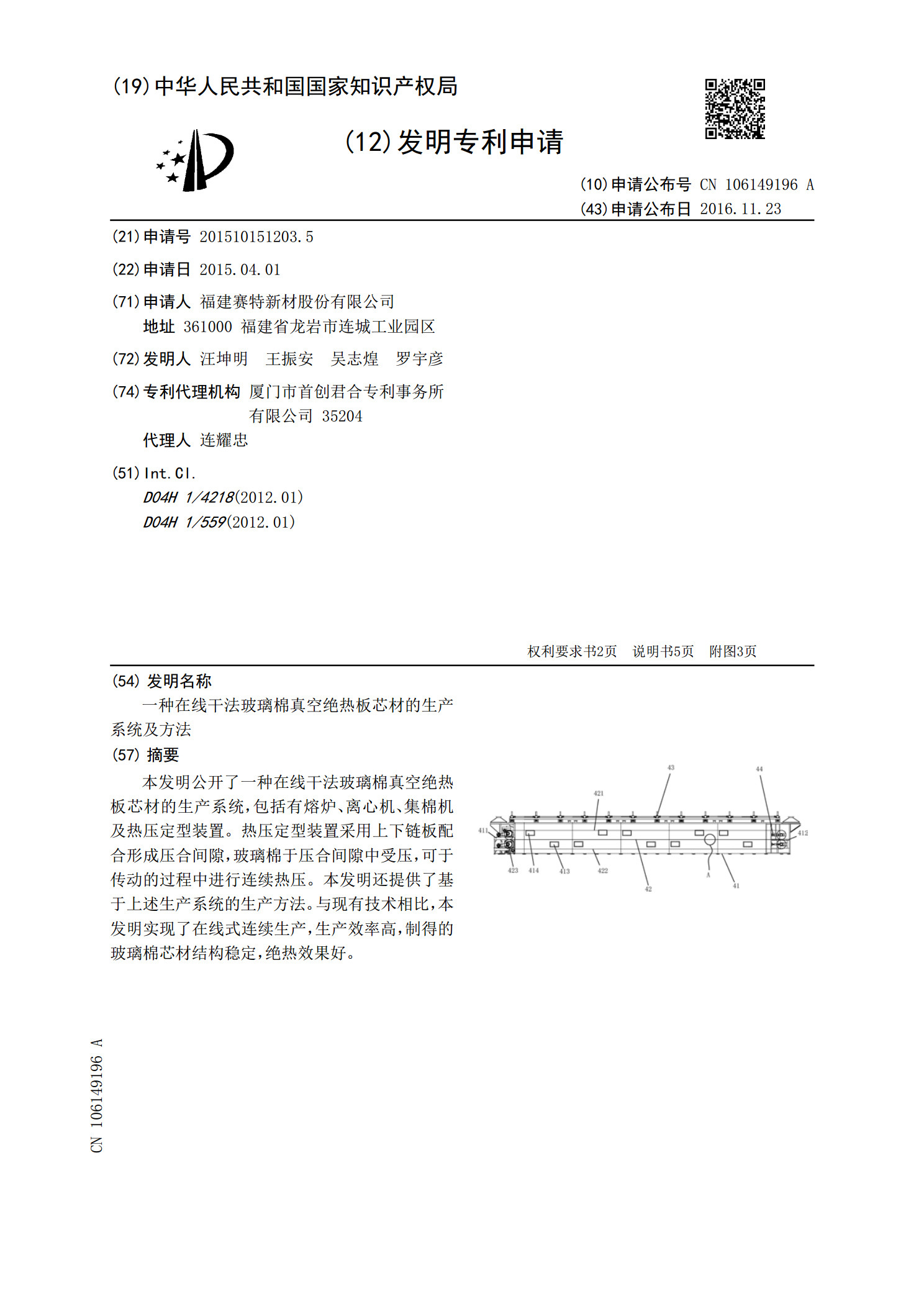
一种在线干法玻璃棉真空绝热板芯材的生产系统及方法.pdf
本发明公开了一种在线干法玻璃棉真空绝热板芯材的生产系统,包括有熔炉、离心机、集棉机及热压定型装置。热压定型装置采用上下链板配合形成压合间隙,玻璃棉于压合间隙中受压,可于传动的过程中进行连续热压。本发明还提供了基于上述生产系统的生产方法。与现有技术相比,本发明实现了在线式连续生产,生产效率高,制得的玻璃棉芯材结构稳定,绝热效果好。