
表面缺陷检测装置及表面缺陷检测方法.pdf

戊午****jj


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

表面缺陷检测装置及表面缺陷检测方法.pdf
一种表面缺陷检测装置及表面缺陷检测方法。对于钢材的表面的检查对象部位,从彼此向相反侧倾斜的方向以大致相同的入射角度,分别照射能够区分的第1及第2照明光,并分别拍摄被第1照明光照明的检查对象部位的第1图像及被第2照明光照明的检查对象部位的第2图像。生成该第1图像与第2图像的差分图像,并从差分图像的亮部及暗部中,基于沿着与第1或第2照明光的照射方向对应的规定方向的亮部及暗部的序列,将检查对象部位中的凸状部的亮部及暗部的组合去除,再基于该去除处理后留下的亮部及暗部的形状特征量或沿着规定方向的序列,来判定检查对象
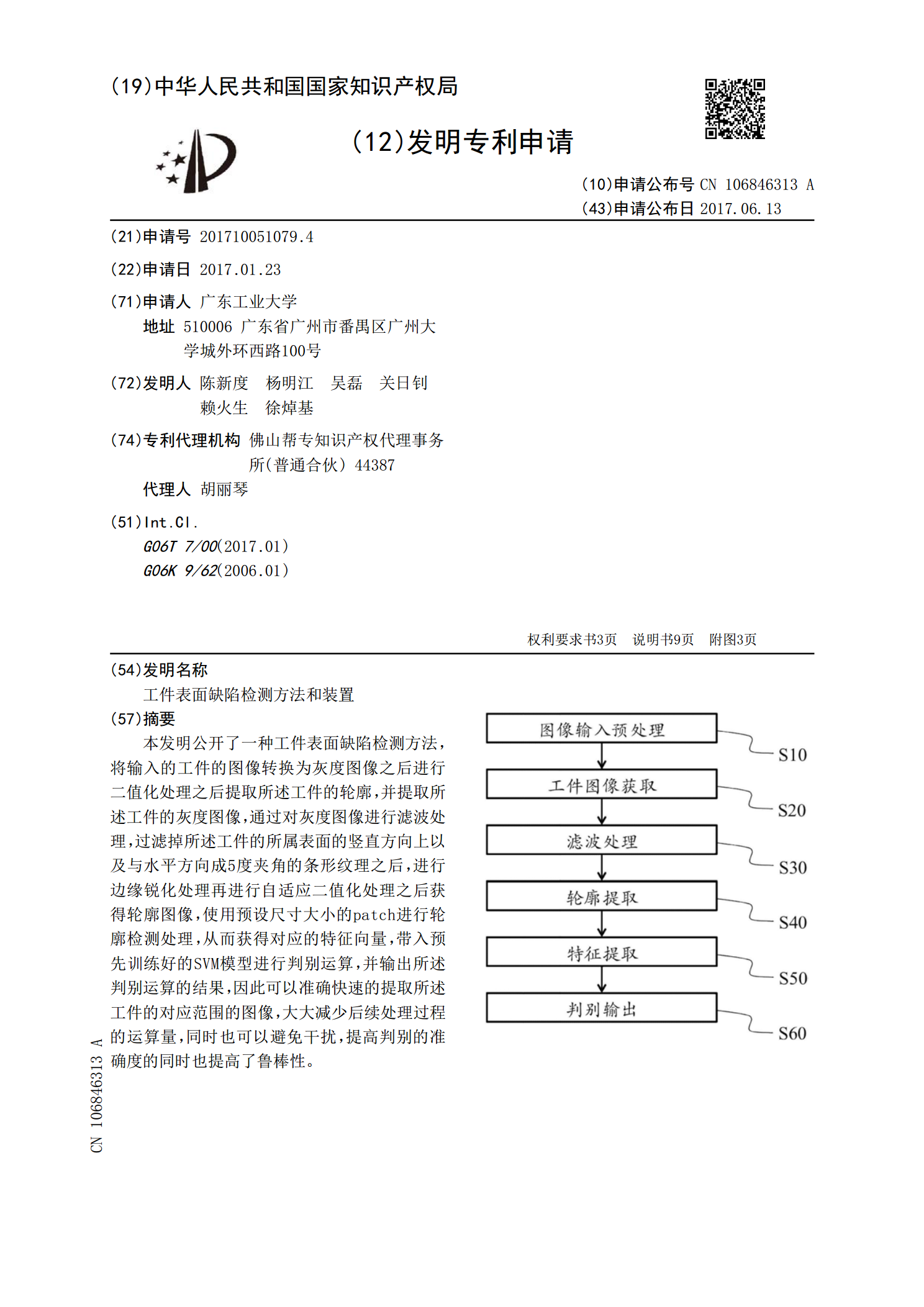
工件表面缺陷检测方法和装置.pdf
本发明公开了一种工件表面缺陷检测方法,将输入的工件的图像转换为灰度图像之后进行二值化处理之后提取所述工件的轮廓,并提取所述工件的灰度图像,通过对灰度图像进行滤波处理,过滤掉所述工件的所属表面的竖直方向上以及与水平方向成5度夹角的条形纹理之后,进行边缘锐化处理再进行自适应二值化处理之后获得轮廓图像,使用预设尺寸大小的patch进行轮廓检测处理,从而获得对应的特征向量,带入预先训练好的SVM模型进行判别运算,并输出所述判别运算的结果,因此可以准确快速的提取所述工件的对应范围的图像,大大减少后续处理过程的运算量

亚表面缺陷的检测装置.pdf
一种亚表面缺陷的检测装置,包括:光源组件,所述光源组件适宜于产生照明光,所述照明光为发散光;所述照明光耦合入待检测件中以形成波导光,所述波导光在所述待检测件中以导波模式传播;成像组件,所述成像组件包括:面阵图像传感器,所述面阵图像传感器适宜于采集被散射的波导光以获得缺陷图像;处理组件,所述处理组件适宜于对所述缺陷图像进行处理。所述检测装置能够实现多角度检测以提高成像效率;而且,成像组件中采用面阵图像传感器获得缺陷图像,配合呈发散光的照明光,能够避免扫描的方式的引用,从而避免机械振动干扰、降低同步控制难度。

齿轮表面缺陷检测装置.pdf
本发明一种齿轮表面缺陷检测装置,包括光源单元、图像采集单元、处理单元和机械转动单元;所述机械传动单元包括转台和支架;齿轮设置在所述转台上;所述光源单元和图像采集单元设置在所述支架上;所述光源单元发射光束至所述齿轮上,被所述齿轮反射的光束由所述图像采集单元吸收后由所述图像采集单元发送信号至所述处理单元。本发明中结构简单、使用方便,适用性光,可提高对齿轮缺陷检测的精准度,大幅低漏检率,且自动化程度高,可大大节约人力成本。
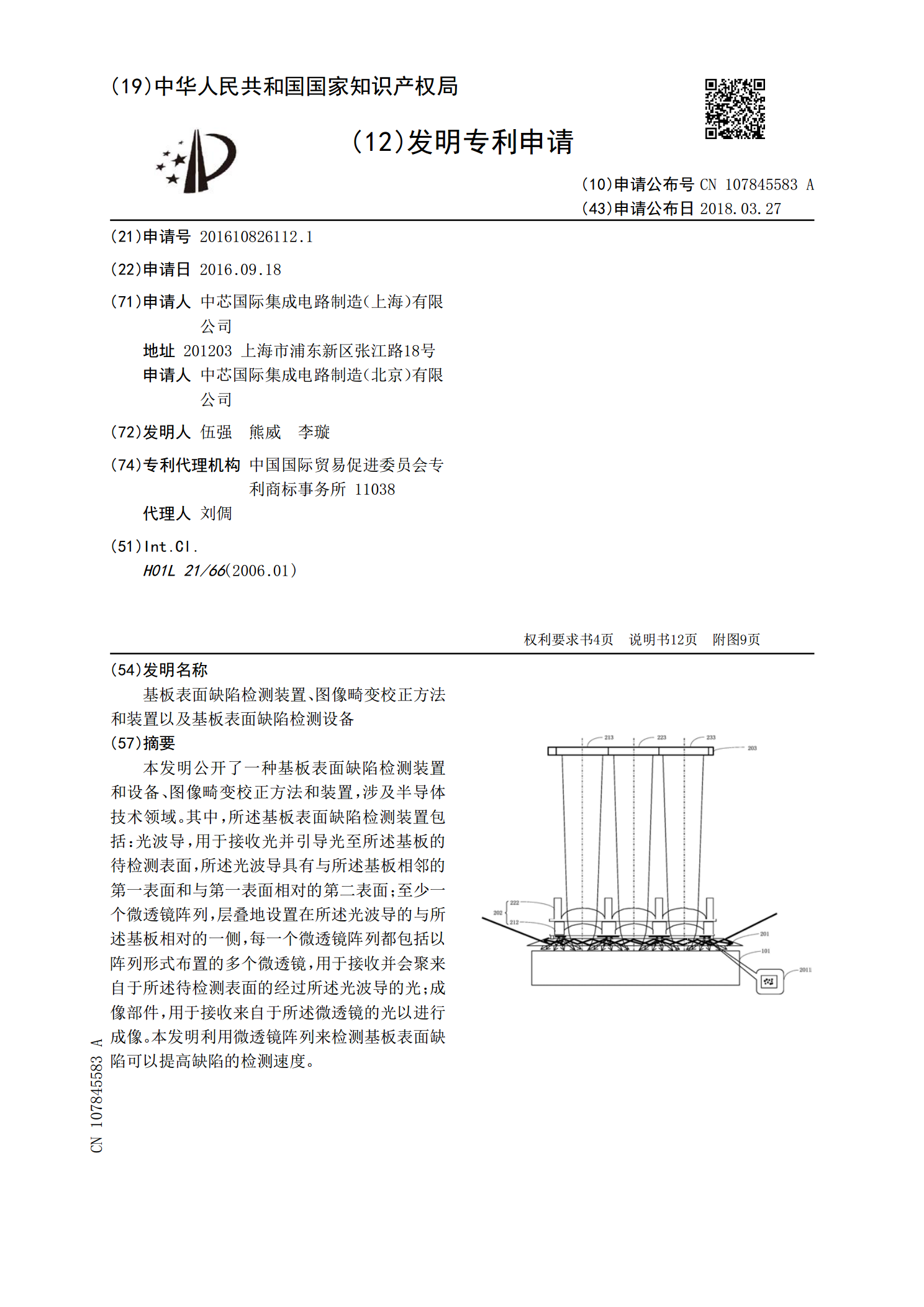
基板表面缺陷检测装置、图像畸变校正方法和装置以及基板表面缺陷检测设备.pdf
本发明公开了一种基板表面缺陷检测装置和设备、图像畸变校正方法和装置,涉及半导体技术领域。其中,所述基板表面缺陷检测装置包括:光波导,用于接收光并引导光至所述基板的待检测表面,所述光波导具有与所述基板相邻的第一表面和与第一表面相对的第二表面;至少一个微透镜阵列,层叠地设置在所述光波导的与所述基板相对的一侧,每一个微透镜阵列都包括以阵列形式布置的多个微透镜,用于接收并会聚来自于所述待检测表面的经过所述光波导的光;成像部件,用于接收来自于所述微透镜的光以进行成像。本发明利用微透镜阵列来检测基板表面缺陷可以提高缺