
一种车身外板用高成形性铝合金复合板材的制备方法.pdf

雨巷****彦峰


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种车身外板用高成形性铝合金复合板材的制备方法.pdf
一种汽车车身外板用高成形性铝合金复合板材的制备方法,属于铝合金技术领域。本发明通过固液熔铸复合将高塑性和耐蚀性Al‑Mn系合金与Al‑Mg‑Si‑Cu‑Zn系合金复合,然后通过后续热加工过程调控,不仅可以实现两种金属的协调变形进而制备出一定厚度比的复合板材,而且所制备的复合板材还具有优异的成形性能,尤其弯边性能可以获得大幅度提高。该制备方法的开发,彻底解决了Al‑Mg‑Si‑Cu‑Zn系合金基体内由于部分破碎不彻底粗大富铁相残留微裂纹而影响其弯边性能提高的问题,使得该系合金板材表现出非常优异的综合性能。所

一种车身外板用6000系铝合金板材及其制备方法.pdf
本发明涉及一种车身外板用高强度6000系铝合金板材及其制备方法,属于金属材料技术领域,由以下元素组分按照重量百分比配制而成:Si:0.80~0.85%、Fe:0~0.20%、Cu:0.04~0.09%、Mn:0.05~0.10%、Mg:0.60?0.70%、单个杂质≤0.05%,杂质合计≤0.10%,余量为Al,其制备方法在热轧过程中采用较大的热精轧变形率和较高的热精轧下线卷坯温度,在冷轧过程中进行一次中间退火,并采用进行较长时间的保温。本发明所制备的新型6451高强度板材罗平线可达到1级水平,在烤漆处理

一种车身结构用低成本高成形性铝合金板材及其制备方法.pdf
本发明公布一种车身结构用低成本高成形性铝合金板材及其制备方法,属于铝合金技术领域。其可利用回收铝或普铝配制Al‑Zn‑Mg‑Cu‑Fe系合金,在非真空下利用中频感应熔炼合金,并将其浇铸在水冷钢模内冷却;对铸锭进行一定时间的低温热处理,然后一定温下热轧;短时均匀化调控沉淀相、溶质元素分布和原生富铁相分布状态;随后进行二次热轧(根据原生富铁相浓度确定热轧变形量),顺序进行一定量冷轧+中间退火+二次冷轧处理;高温短时固溶处理,随后将固溶处理后的合金板材淬火冷却至室温;将淬火态试样快速转移至时效炉内进行等温预时效
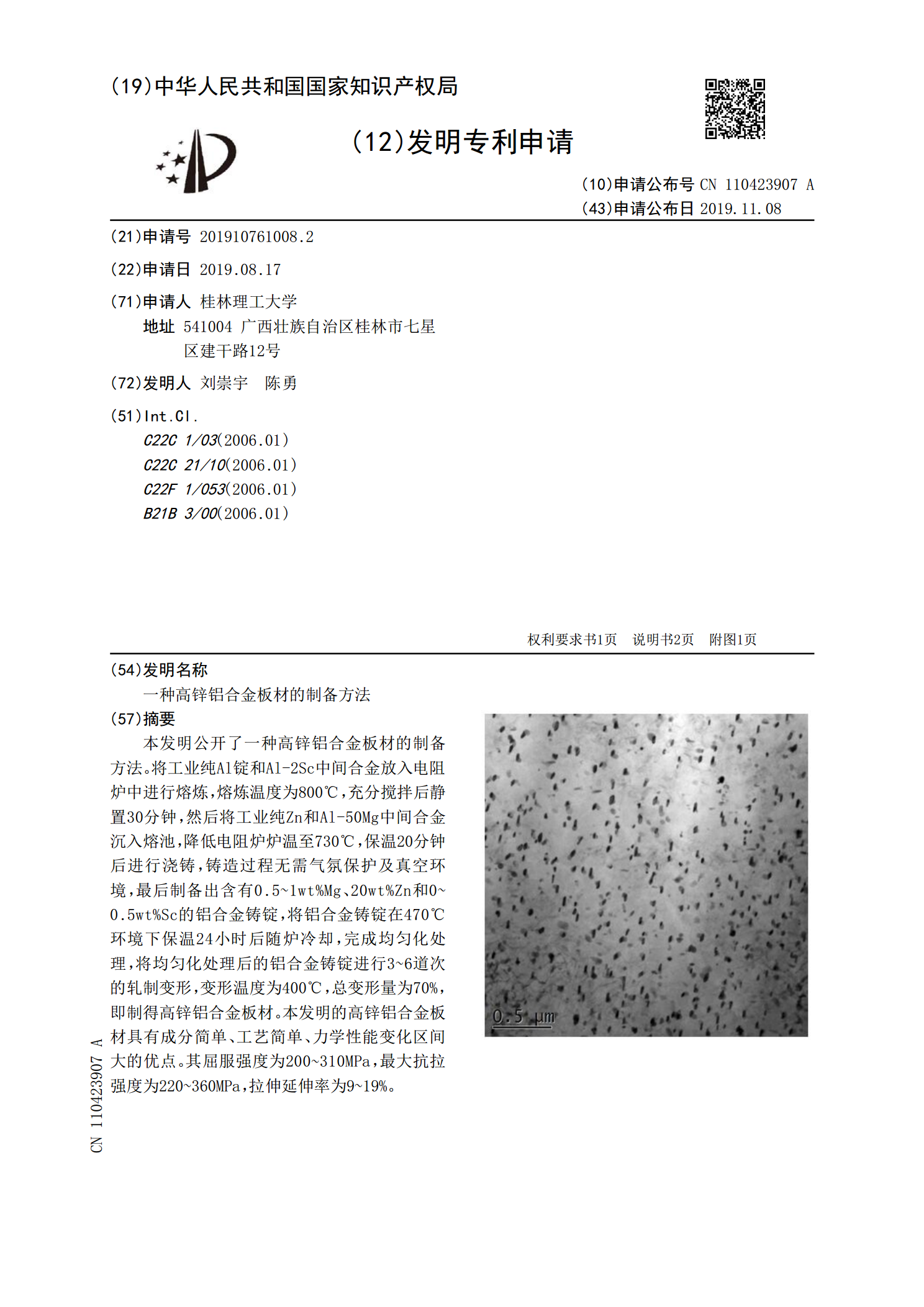
一种高锌铝合金板材的制备方法.pdf
本发明公开了一种高锌铝合金板材的制备方法。将工业纯Al锭和Al‑2Sc中间合金放入电阻炉中进行熔炼,熔炼温度为800℃,充分搅拌后静置30分钟,然后将工业纯Zn和Al‑50Mg中间合金沉入熔池,降低电阻炉炉温至730℃,保温20分钟后进行浇铸,铸造过程无需气氛保护及真空环境,最后制备出含有0.5~1wt%Mg、20wt%Zn和0~0.5wt%Sc的铝合金铸锭,将铝合金铸锭在470℃环境下保温24小时后随炉冷却,完成均匀化处理,将均匀化处理后的铝合金铸锭进行3~6道次的轧制变形,变形温度为400℃,总变形量
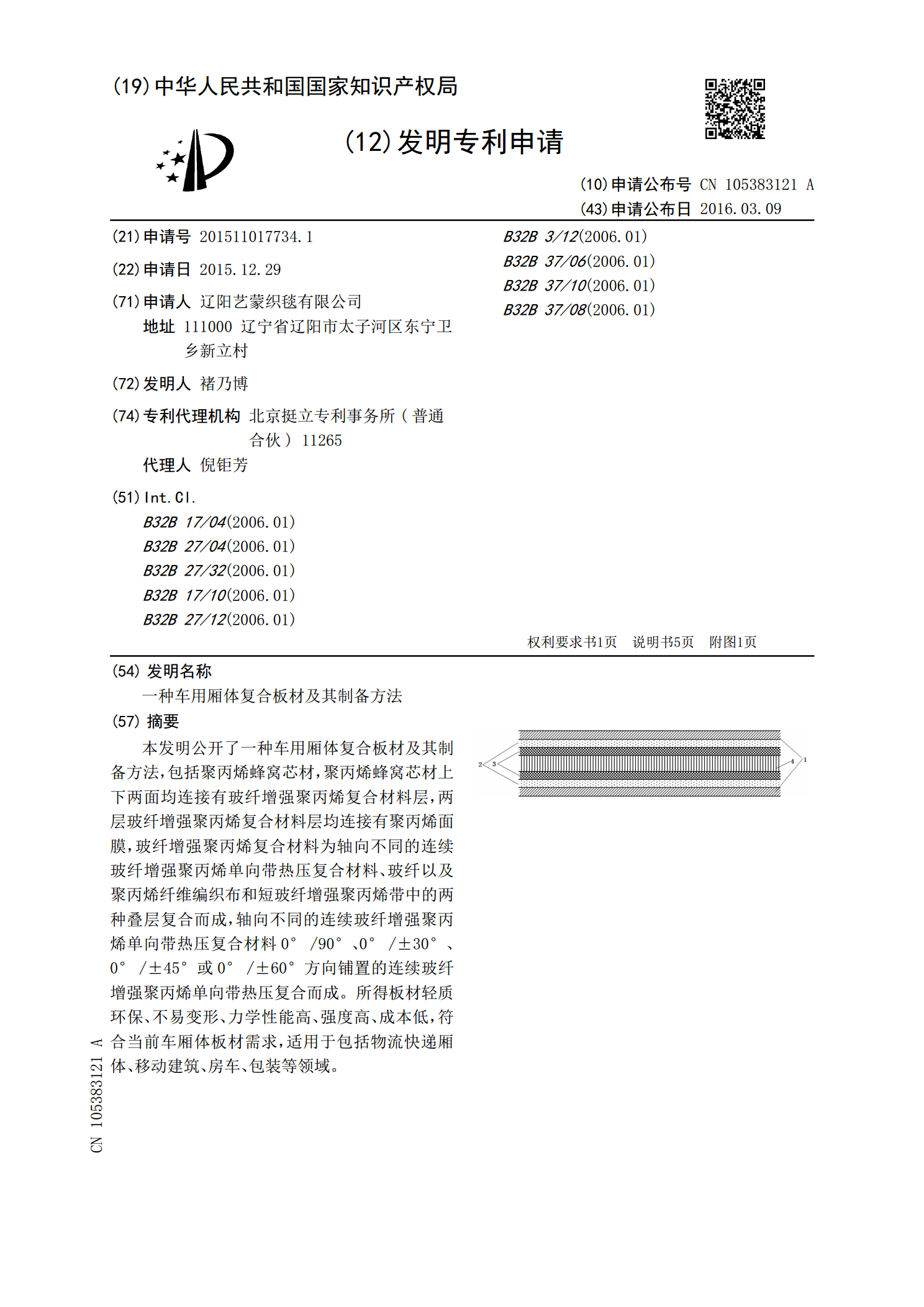
一种车用厢体复合板材及其制备方法.pdf
本发明公开了一种车用厢体复合板材及其制备方法,包括聚丙烯蜂窝芯材,聚丙烯蜂窝芯材上下两面均连接有玻纤增强聚丙烯复合材料层,两层玻纤增强聚丙烯复合材料层均连接有聚丙烯面膜,玻纤增强聚丙烯复合材料为轴向不同的连续玻纤增强聚丙烯单向带热压复合材料、玻纤以及聚丙烯纤维编织布和短玻纤增强聚丙烯带中的两种叠层复合而成,轴向不同的连续玻纤增强聚丙烯单向带热压复合材料0°/90°、0°/±30°、0°/±45°或0°/±60°方向铺置的连续玻纤增强聚丙烯单向带热压复合而成。所得板材轻质环保、不易变形、力学性能高、强度高、