
一种环保型耐腐蚀精密冷轧不锈钢管后处理工艺.pdf

书生****写意


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种环保型耐腐蚀精密冷轧不锈钢管后处理工艺.pdf
本发明公开了一种环保型耐腐蚀精密冷轧不锈钢管后处理工艺,包括机械抛光、酸洗钝化、漂洗沥干、内壁清洁、涡流探伤和打码、检验工序,采用环保型复合溶液酸洗钝化,避免酸、碱等溶液残留对材料的腐蚀,降低废液对环境的污染;采用飞弹进行内壁清洁,通过高压喷气装置从精密冷轧不锈钢管头部和尾部依次交替发射分别在柠檬酸、无水乙醇中浸泡过且带有螺旋形凸起条纹的飞弹,使其沿管内壁高速前进同时螺旋转动,增强飞弹与管内壁间磨擦,在达到内壁清洁要求前提下,一方面大大提高飞弹清洁效率,消除前工序残留物质对材料的腐蚀,提高内表面光洁度,另
冷轧不锈钢管后处理设备及处理工艺.pdf
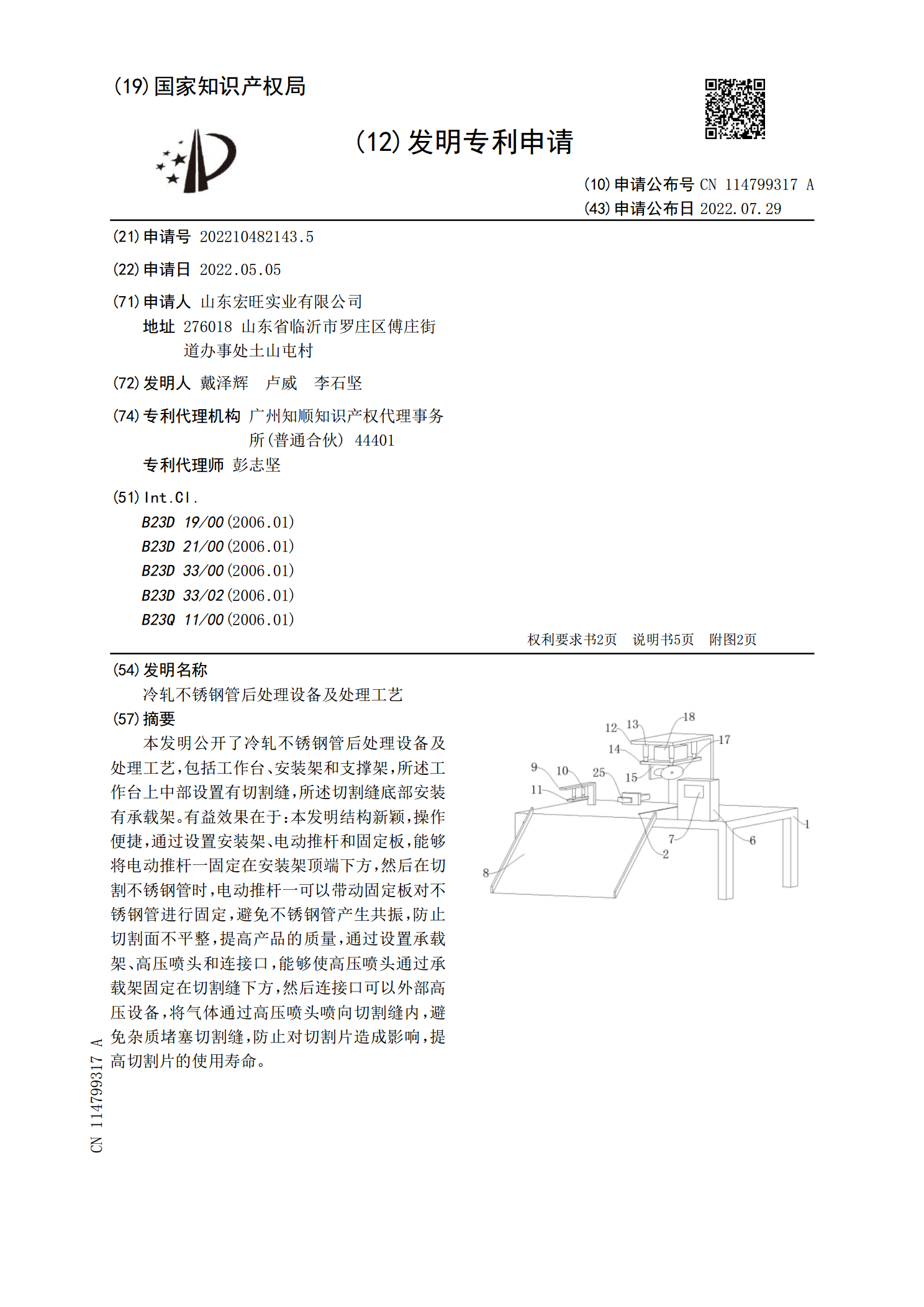
本发明公开了冷轧不锈钢管后处理设备及处理工艺,包括工作台、安装架和支撑架,所述工作台上中部设置有切割缝,所述切割缝底部安装有承载架。有益效果在于:本发明结构新颖,操作便捷,通过设置安装架、电动推杆和固定板,能够将电动推杆一固定在安装架顶端下方,然后在切割不锈钢管时,电动推杆一可以带动固定板对不锈钢管进行固定,避免不锈钢管产生共振,防止切割面不平整,提高产品的质量,通过设置承载架、高压喷头和连接口,能够使高压喷头通过承载架固定在切割缝下方,然后连接口可以外部高压设备,将气体通过高压喷头喷向切割缝内,避免杂质
一种无缝不锈钢管及其冷轧工艺.pdf
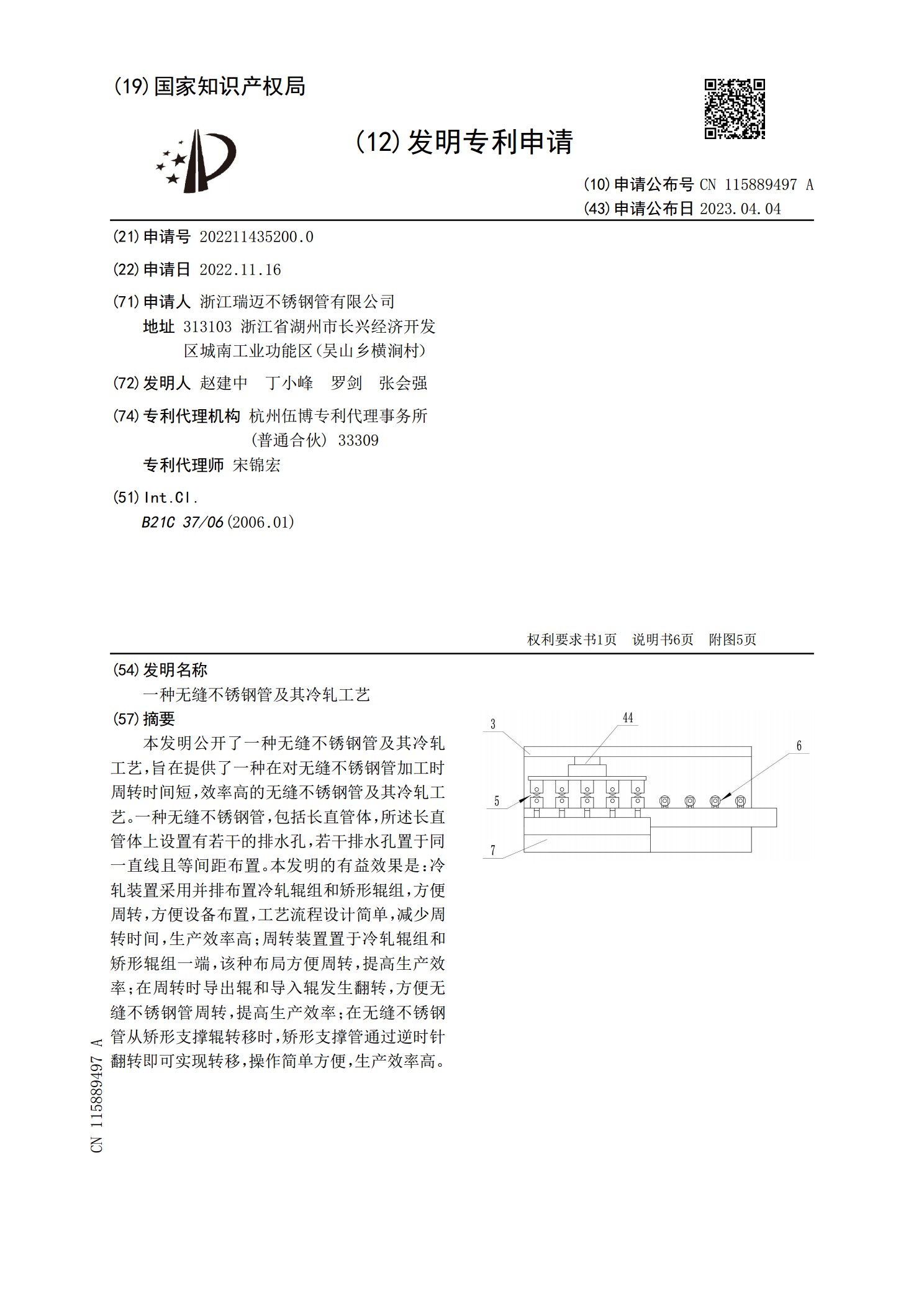
本发明公开了一种无缝不锈钢管及其冷轧工艺,旨在提供了一种在对无缝不锈钢管加工时周转时间短,效率高的无缝不锈钢管及其冷轧工艺。一种无缝不锈钢管,包括长直管体,所述长直管体上设置有若干的排水孔,若干排水孔置于同一直线且等间距布置。本发明的有益效果是:冷轧装置采用并排布置冷轧辊组和矫形辊组,方便周转,方便设备布置,工艺流程设计简单,减少周转时间,生产效率高;周转装置置于冷轧辊组和矫形辊组一端,该种布局方便周转,提高生产效率;在周转时导出辊和导入辊发生翻转,方便无缝不锈钢管周转,提高生产效率;在无缝不锈钢管从矫形

一种耐腐蚀不锈钢冷轧生产工艺.pdf
本发明涉及不锈钢生产技术领域,具体地说,涉及一种耐腐蚀不锈钢冷轧生产工艺。其包括步骤一、对溶液进行电解,电解的同时不锈钢带经过该溶液,利用电解后的溶液对不锈钢带进行酸洗;步骤二、酸洗后的不锈钢带进入抛丸机构,利用抛丸机构对不锈钢带进行抛丸处理;步骤三、利用冷轧机对抛丸处理后的不锈钢带进行冷轧;步骤四、通过连续式炉体对冷轧后的不锈钢带进行退火处理。本发明中第一离心轴和第二离心轴迫使对应腔室内的铸钢丸与不锈钢带的顶面和底面接触,这样的好处在于能够使铸钢丸控制在一个空间内进行操作,解决喷射出来的铸钢丸不便收集导

一种不锈钢管及其冷轧除油工艺.pdf
本发明公开了一种不锈钢管及其冷轧除油工艺,旨在提供了一种设置能增强抗弯曲能力的结构的不锈钢管及其冷轧除油工艺。它包括钢管管体,所述钢管管体包括外壁和内壁,所述外壁套装于内壁外,所述内壁的形状为多边形,所述外壁上设有凹槽,所述凹槽两端的所在位置与外壁两端的所在位置相对应。本发明的有益效果是:可达到设置能增强抗弯曲能力的结构的目的;能起到对钢管进行稳定限位的效果;便于同时进行对不锈钢管的内壁和外壁的冷轧除油工作;安装有自动开启除油工作的部件。