
一种复合板的低成本高效组坯生产方法.pdf

宛菡****魔王


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种复合板的低成本高效组坯生产方法.pdf
本发明公开了一种复合板的低成本高效组坯生产方法,包括基层钢板和复层钢板铣磨、叠放、预热、组坯焊接、充惰性气体、封口焊接、加热、轧制,具体为:分别对复层钢板和基层钢板的一个表面进行铣磨处理,将铣磨面相对叠放在一起的后经预热到150~200℃,再将接触面的四周进行焊接,焊接封口处留有φ5‑30mm孔洞,通过孔洞向内充氩气等惰性气体,最后再用铝条将孔洞封堵,当加热660℃以上时铝条融化,内部高压气体通过孔洞排除,可以防止钢板鼓包变形和轧制过程中发生爆裂。本发明无需在真空室中焊接,也无需在焊后抽真空,极大的增加了
一种生产双面不锈钢复合板用组合坯及其组坯方法.pdf
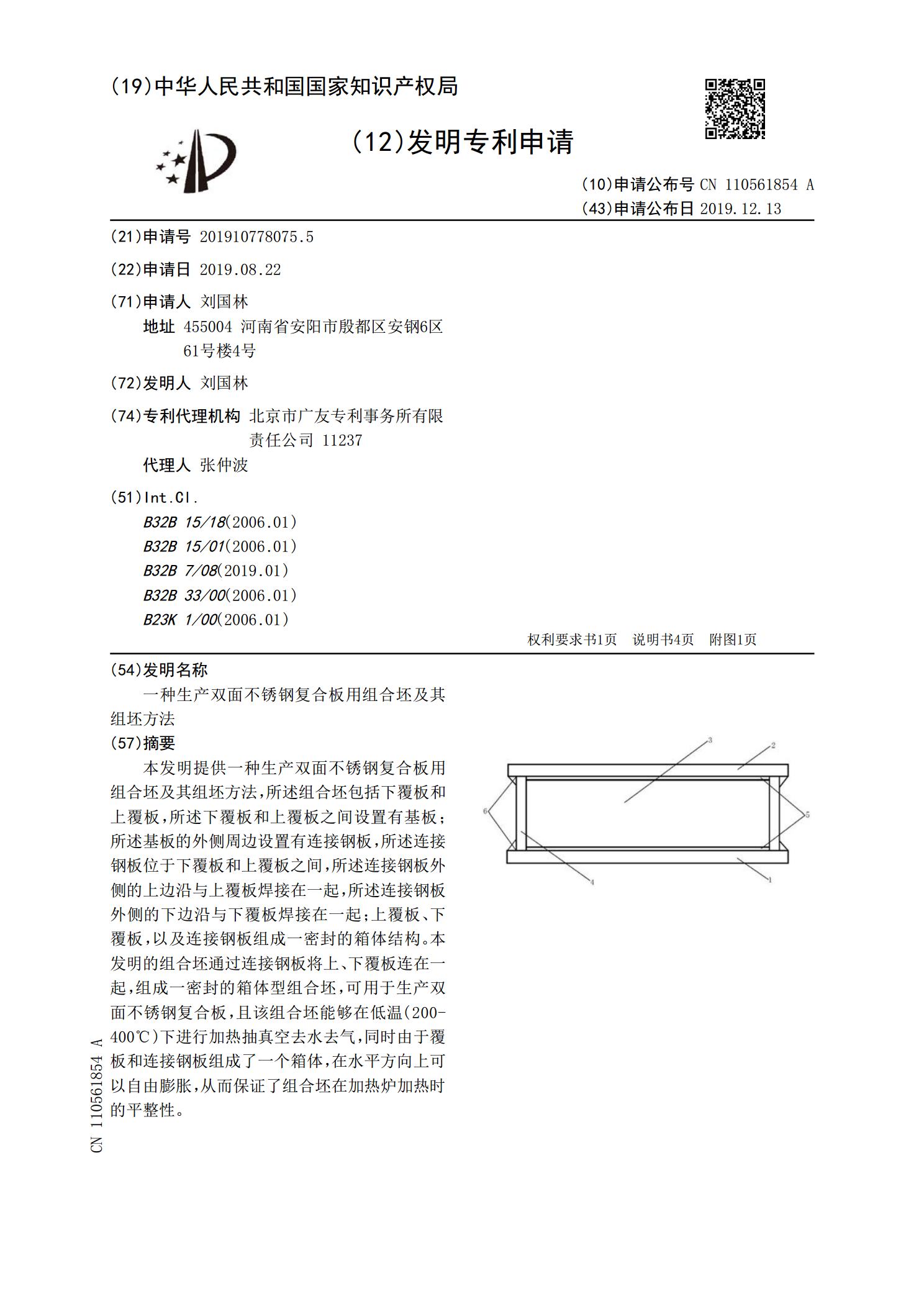
本发明提供一种生产双面不锈钢复合板用组合坯及其组坯方法,所述组合坯包括下覆板和上覆板,所述下覆板和上覆板之间设置有基板;所述基板的外侧周边设置有连接钢板,所述连接钢板位于下覆板和上覆板之间,所述连接钢板外侧的上边沿与上覆板焊接在一起,所述连接钢板外侧的下边沿与下覆板焊接在一起;上覆板、下覆板,以及连接钢板组成一密封的箱体结构。本发明的组合坯通过连接钢板将上、下覆板连在一起,组成一密封的箱体型组合坯,可用于生产双面不锈钢复合板,且该组合坯能够在低温(200‑400℃)下进行加热抽真空去水去气,同时由于覆板和
一种非对称不锈钢复合坯热轧生产复合板的方法.pdf
本发明公开一种非对称不锈钢复合坯热轧生产方法,将非对称不锈钢复合坯的不锈钢面朝上放入加热炉内;控制步骤A加热炉的预热段温度和驻炉时间,预热段结束后,按常规进行均热段加热;再将非对称不锈钢复合坯经常规除磷后,送入工作辊上辊直径小于下辊直径、上辊线速度大于下辊线速度的热轧机进行常规轧制,得到复合板;将轧制后的复合板在板带头部2~5m之后开始进行层流冷却,然后进行常规卷取,即得到非对称不锈钢复合卷。本发明的焊接量小,整体效率提高,且轧制稳定,废损率低,不存在鼓包、严重弯曲即翘、扣头等问题,成材率高。本发明所得非
一种不锈钢复合板的高效隔离生产方法.pdf
本发明为一种不锈钢复合板的高效隔离生产方法。该方法利用高温隔离布代替高温隔离涂料和隔离膜,组坯焊接封装之后便可直接进行抽真空,在1100~1300℃进行保进行热轧。本发明摒弃了高温隔离涂料制备、涂装、炉内升温等复杂工序,又起到了保护环境的目的,是一种生产不锈钢复合板高效绿色环保的技术。

一种超长细晶斜轧穿孔用工业纯钛棒坯的高效低成本制备方法.pdf
本发明公开了一种超长细晶斜轧穿孔用工业纯钛棒坯的高效低成本制备方法,该方法包括:一、对工业纯钛铸锭在1000℃~1050℃下进行1火次开坯锻造得到轧制锻坯;二、对轧制锻坯修磨得修磨坯料;三、修磨坯料在(T<base:Sub>β</base:Sub>?15℃)~(T<base:Sub>β</base:Sub>?45℃)下进行1火次轧制得到成品轧制棒坯;四、扒皮、锯切得到斜轧穿孔用工业纯钛棒坯。本发明采用“β相区单火次开坯+大吨位轧机一火次大变形量轧制成型”的工艺,避免了多火次锻造加热时的晶粒长大问题,结合通