
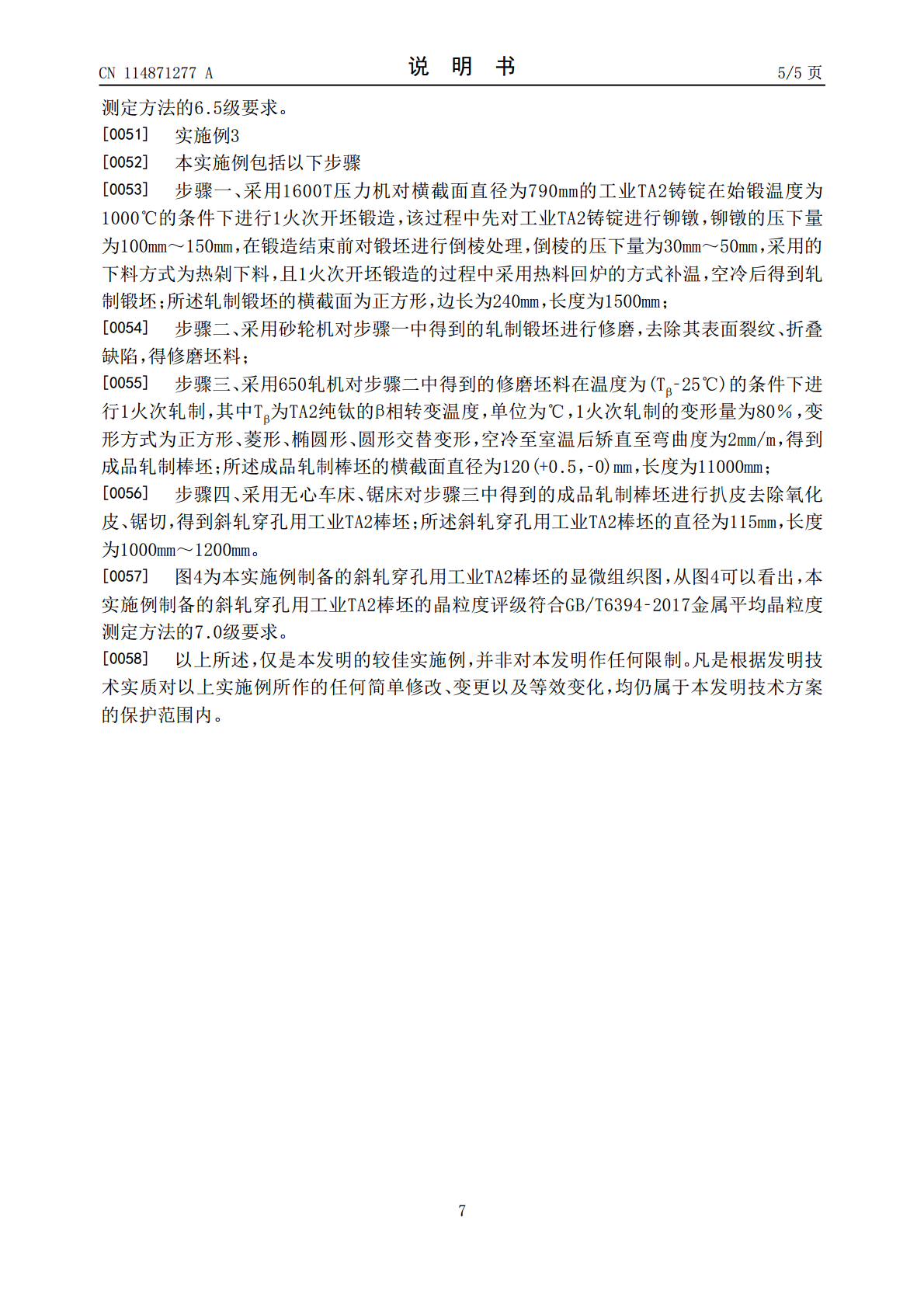
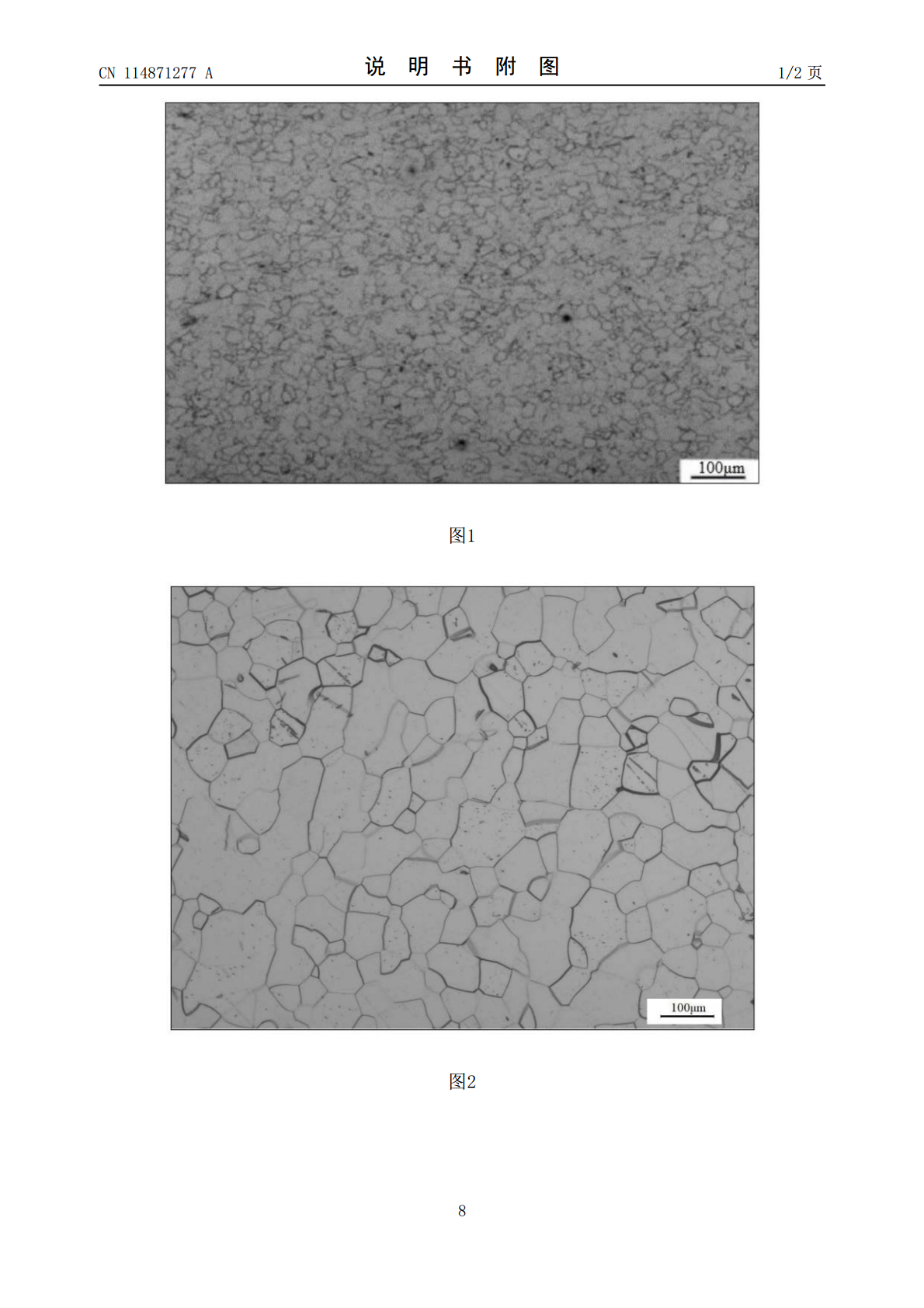
一种超长细晶斜轧穿孔用工业纯钛棒坯的高效低成本制备方法.pdf

书生****写意

1/9

2/9
3/9
4/9
5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种超长细晶斜轧穿孔用工业纯钛棒坯的高效低成本制备方法.pdf
本发明公开了一种超长细晶斜轧穿孔用工业纯钛棒坯的高效低成本制备方法,该方法包括:一、对工业纯钛铸锭在1000℃~1050℃下进行1火次开坯锻造得到轧制锻坯;二、对轧制锻坯修磨得修磨坯料;三、修磨坯料在(T<base:Sub>β</base:Sub>?15℃)~(T<base:Sub>β</base:Sub>?45℃)下进行1火次轧制得到成品轧制棒坯;四、扒皮、锯切得到斜轧穿孔用工业纯钛棒坯。本发明采用“β相区单火次开坯+大吨位轧机一火次大变形量轧制成型”的工艺,避免了多火次锻造加热时的晶粒长大问题,结合通
一种细晶纯钛棒材的加工方法.pdf
本发明公开了一种细晶纯钛棒材的加工方法,以0级海绵钛、工业纯铁、钛白粉为原料,按照欲制备TA2的名义成分进行配料,经真空自耗二次重熔制备出TA2铸锭,TA2铸锭经锻造,轧制成Φ15‑Φ30mm棒材;将得到的Φ15‑Φ30mmTA2棒材坯料依次进行退火、矫直、磨削、抛光处理,直至得出表面粗糙度为0.8μm的细晶纯钛棒材;本发明方法通过调整纯钛的杂质含量和轧制工艺细化内部组织,适当增加热处理保温时间,完全消除应力,改善棒材表面质量等方面制备一种细晶,冲压成型良好的Φ15‑Φ30mm范围的纯钛棒材。
一种钛合金实心棒坯的二辊斜轧穿孔方法.pdf
本发明公开了一种钛合金实心棒坯的二辊斜轧穿孔方法,所述方法包括:采用二辊斜轧穿孔机的定心装置将二辊斜轧穿孔机的顶杆抱住,定心装置具有多个;顶杆的顶头的前伸量设置为5mm~15mm,二辊斜轧穿孔机的送进角设置为6~18°,辗轧角设置为15°,压下率设置为6%~12%,轧辊转速设置为30r/min~90r/min,采用加热炉将钛合金圆柱棒坯加热至930℃~990℃;将加热后的棒坯从加热炉转运至二辊斜轧穿孔机的导料槽内;棒坯在轧辊的作用下穿过顶头,轧制过程中棒坯温度控制在860℃~1000℃;本发明有效控制了斜
一种镍基高温合金实心棒坯的二辊斜轧穿孔方法.pdf
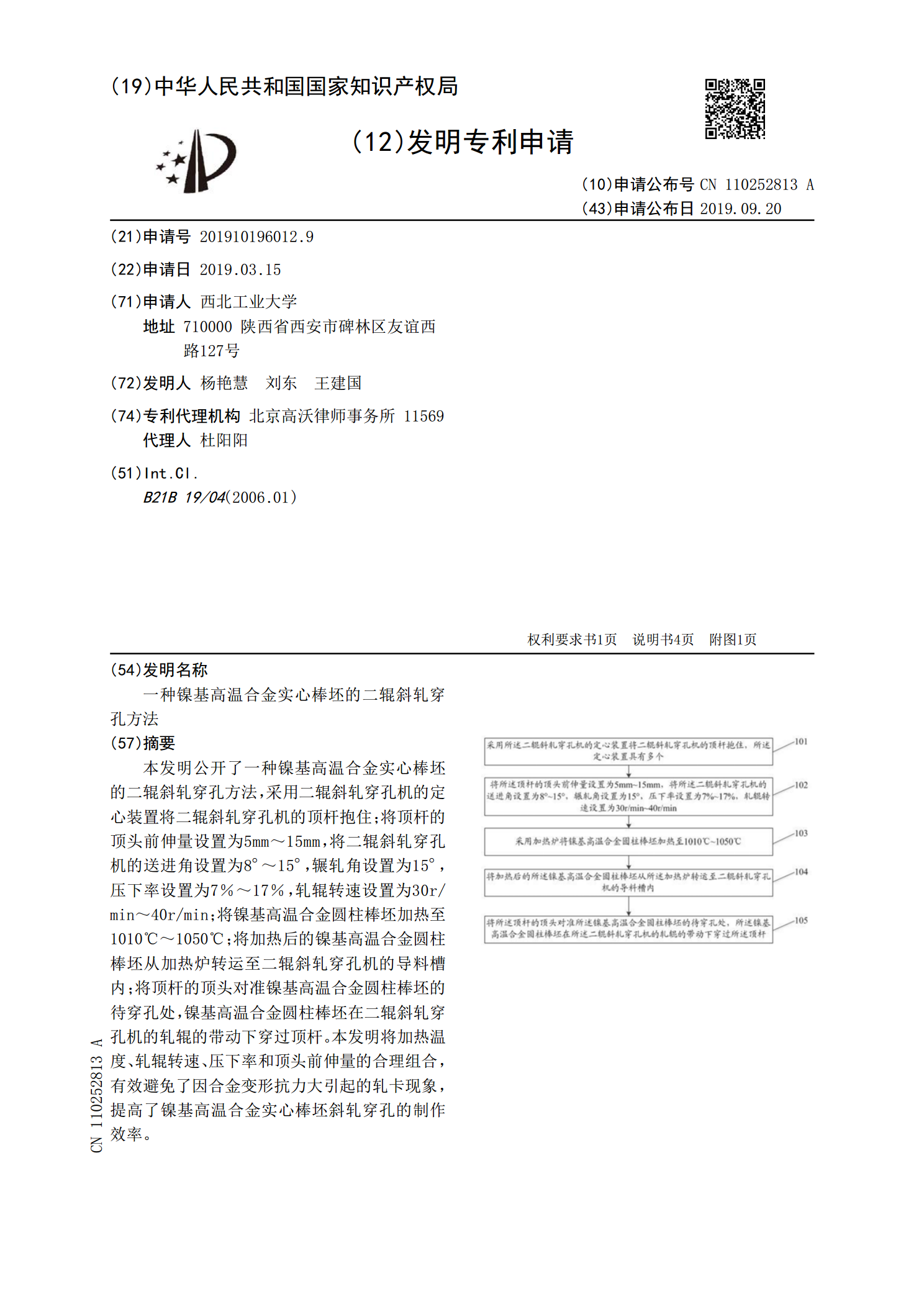
本发明公开了一种镍基高温合金实心棒坯的二辊斜轧穿孔方法,采用二辊斜轧穿孔机的定心装置将二辊斜轧穿孔机的顶杆抱住;将顶杆的顶头前伸量设置为5mm~15mm,将二辊斜轧穿孔机的送进角设置为8°~15°,辗轧角设置为15°,压下率设置为7%~17%,轧辊转速设置为30r/min~40r/min;将镍基高温合金圆柱棒坯加热至1010℃~1050℃;将加热后的镍基高温合金圆柱棒坯从加热炉转运至二辊斜轧穿孔机的导料槽内;将顶杆的顶头对准镍基高温合金圆柱棒坯的待穿孔处,镍基高温合金圆柱棒坯在二辊斜轧穿孔机的轧辊的带动下

一种工业纯钛方坯的加热方法.pdf
本发明公开了一种工业纯钛方坯的加热方法,是根据加热工业纯钛方坯的加热工艺要求,加热目标温度设定为700~900℃。先从室温升温至400~600℃,保温30~60min;然后升温至550~650℃,保温60~90min;升温至目标温度,保温60~100min,以均匀化钛坯。本发明采用电阻式加热炉与煤气加热炉匹配,进行互补式加热工业纯钛方坯,即在煤气加热炉旁配置了小型的电阻式加热炉进行工业纯钛方坯的加热。本发明可实现高速连轧机在轧制钢材与轧制钛材间进行快速切换,降低轧机待机时间,提高生产效率;解决了高速连轧机