
一种不锈钢复合板的高效隔离生产方法.pdf

星星****眨眼

1/8

2/8

3/8
4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种不锈钢复合板的高效隔离生产方法.pdf
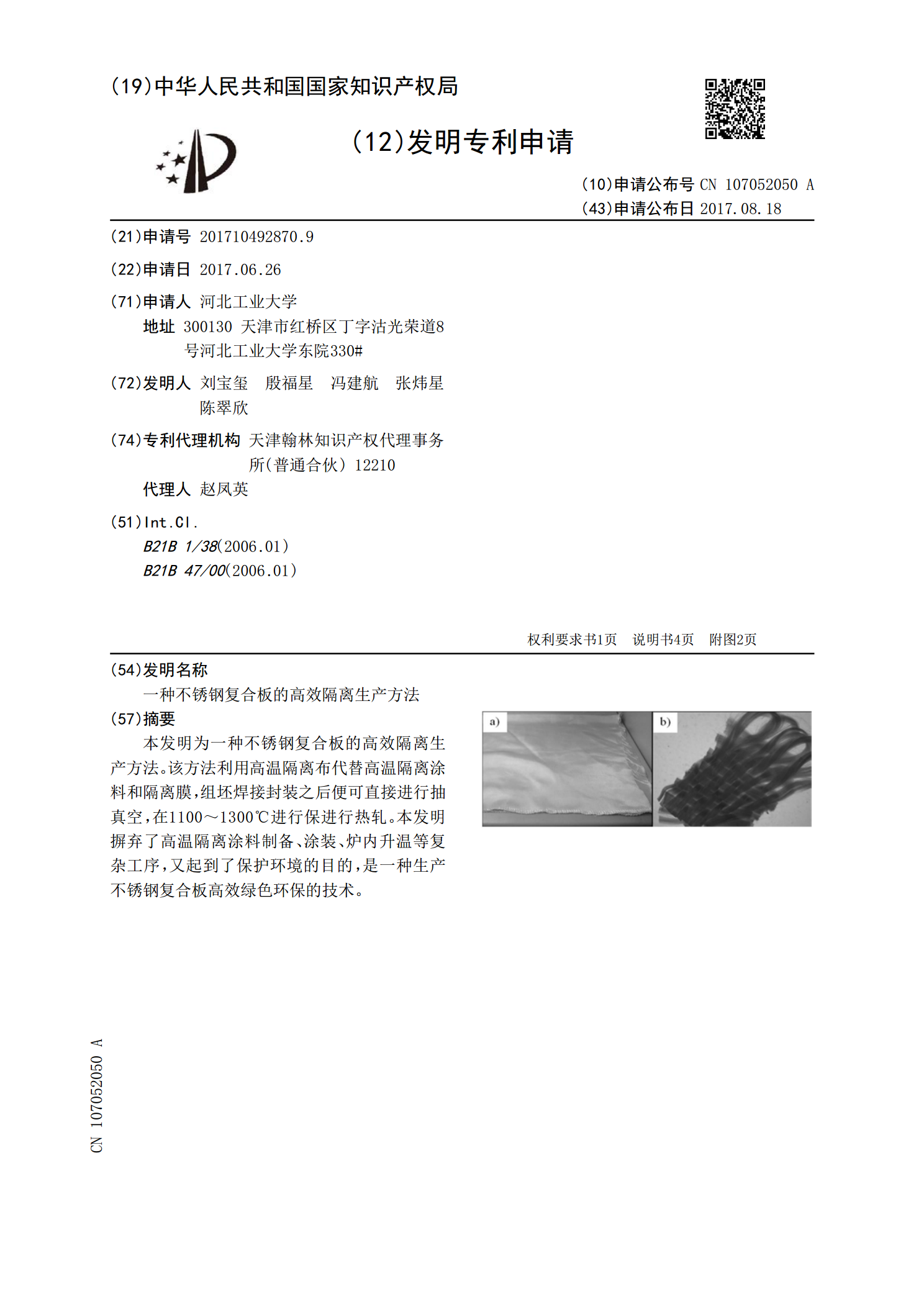
本发明为一种不锈钢复合板的高效隔离生产方法。该方法利用高温隔离布代替高温隔离涂料和隔离膜,组坯焊接封装之后便可直接进行抽真空,在1100~1300℃进行保进行热轧。本发明摒弃了高温隔离涂料制备、涂装、炉内升温等复杂工序,又起到了保护环境的目的,是一种生产不锈钢复合板高效绿色环保的技术。
一种不锈钢复合板的生产方法.pdf
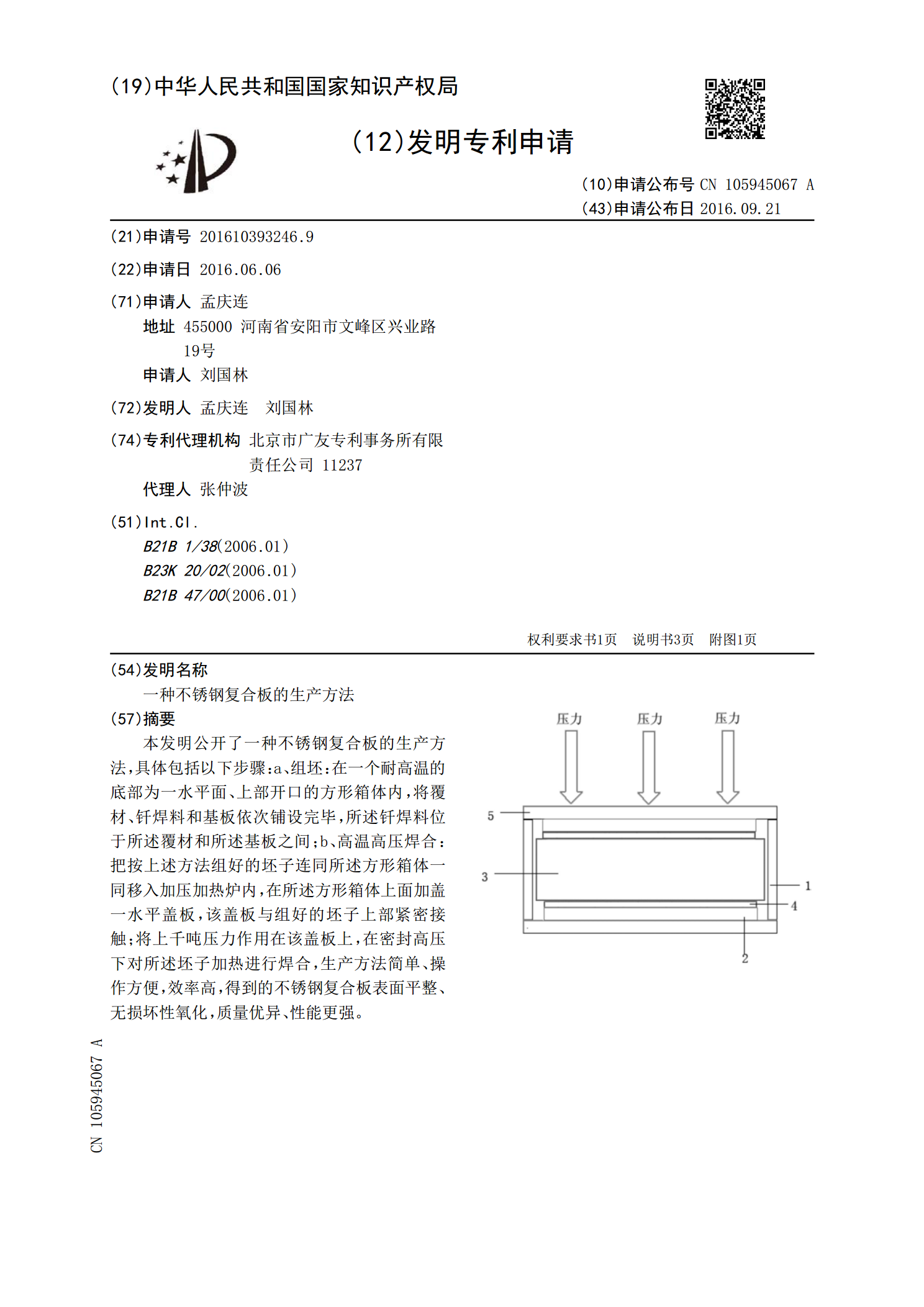
本发明公开了一种不锈钢复合板的生产方法,具体包括以下步骤:a、组坯:在一个耐高温的底部为一水平面、上部开口的方形箱体内,将覆材、钎焊料和基板依次铺设完毕,所述钎焊料位于所述覆材和所述基板之间;b、高温高压焊合:把按上述方法组好的坯子连同所述方形箱体一同移入加压加热炉内,在所述方形箱体上面加盖一水平盖板,该盖板与组好的坯子上部紧密接触;将上千吨压力作用在该盖板上,在密封高压下对所述坯子加热进行焊合,生产方法简单、操作方便,效率高,得到的不锈钢复合板表面平整、无损坏性氧化,质量优异、性能更强。

不锈钢复合板的生产方法.pdf
本发明公开了一种不锈钢复合板的生产方法,用Q195普通结构钢热轧卷板和304不锈钢热轧卷板为原料,将上述两种原料放入15%的HCl溶液中浸泡10—20min,去除钢板表面的氧化皮;采用钢丝刷将钢板表面进行打毛,使表面粗糙度为2—3um;将打毛的表面叠放在一起后放进保护气氛炉中进行加热,达到1000—1100℃后引出炉膛进行轧制,即可制得不锈钢复合板。再加热复合过程中,控制复合温度为1000—1100℃,温度范围合理,有效确保复合板的抗剪切强度;板材复合前去除表面氧化皮,并进行打毛,控制粗糙度在2—3um之
一种复合板的低成本高效组坯生产方法.pdf
本发明公开了一种复合板的低成本高效组坯生产方法,包括基层钢板和复层钢板铣磨、叠放、预热、组坯焊接、充惰性气体、封口焊接、加热、轧制,具体为:分别对复层钢板和基层钢板的一个表面进行铣磨处理,将铣磨面相对叠放在一起的后经预热到150~200℃,再将接触面的四周进行焊接,焊接封口处留有φ5‑30mm孔洞,通过孔洞向内充氩气等惰性气体,最后再用铝条将孔洞封堵,当加热660℃以上时铝条融化,内部高压气体通过孔洞排除,可以防止钢板鼓包变形和轧制过程中发生爆裂。本发明无需在真空室中焊接,也无需在焊后抽真空,极大的增加了

一种马氏体不锈钢的高效生产方法.pdf
本发明提供了一种马氏体不锈钢的高效生产方法,包括:铁水预处理、感应炉熔化废钢和铬铁、混兑、AOD转炉、LF精炼和连铸。本发明在感应炉和AOD转炉最大程度加入了400系列废钢,保证了废钢的循环利用,同时,本发明采用中频炉熔化铬铁,提高了AOD的入炉温度,减少了AOD冶炼过程铬铁的加入量,为AOD脱碳保证了非常好的热力学条件,降低了硅铁消耗,减少了AOD冶炼过程的渣量,另外,本发明AOD转炉冶炼热力学条件好,冶炼周期短,避免了过氧化现象发生。