
保护壳、移动终端组件、成型模具及保护壳的成型方法.pdf

小长****6淑


1/10

2/10

3/10

4/10

5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

保护壳、移动终端组件、成型模具及保护壳的成型方法.pdf
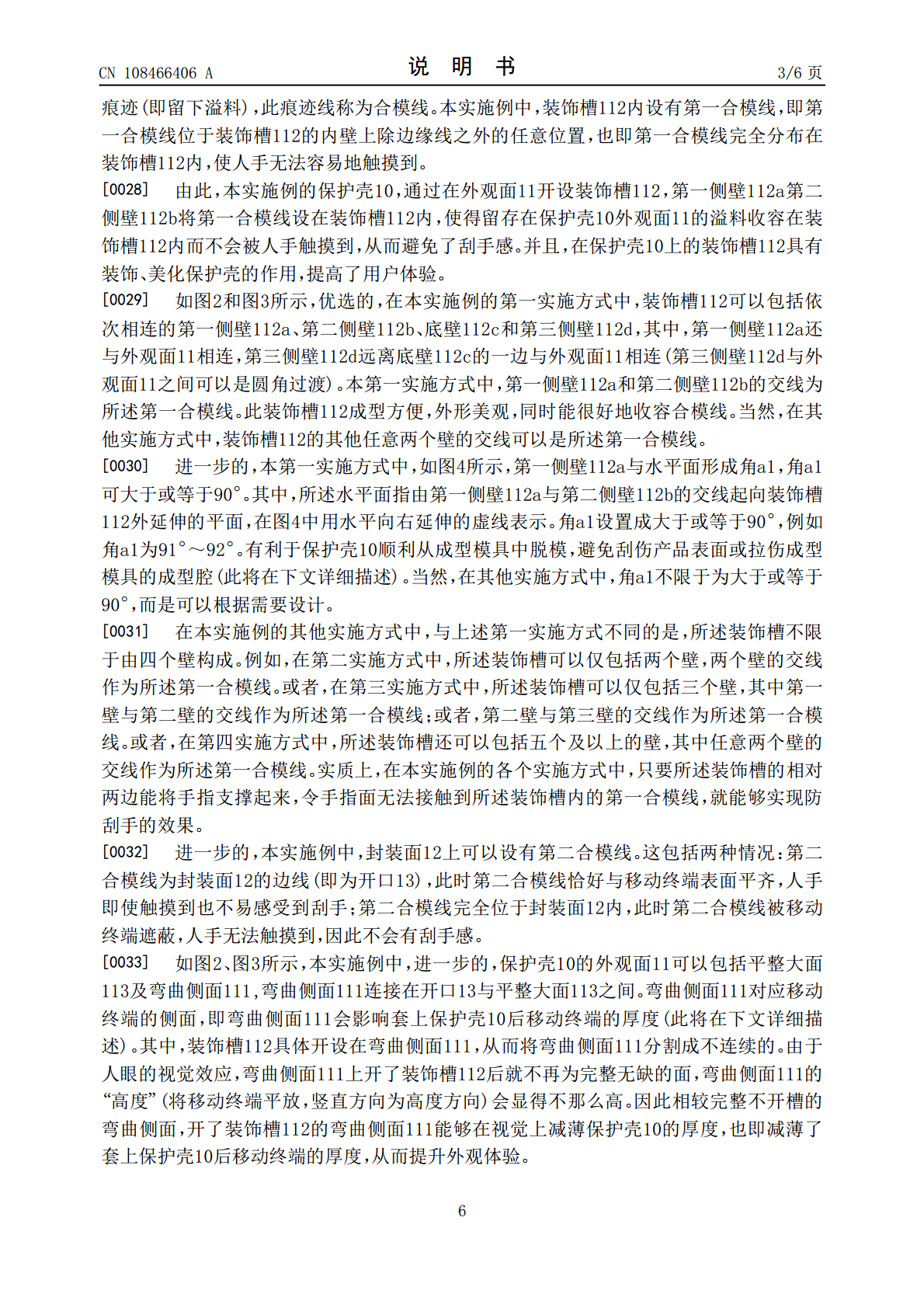
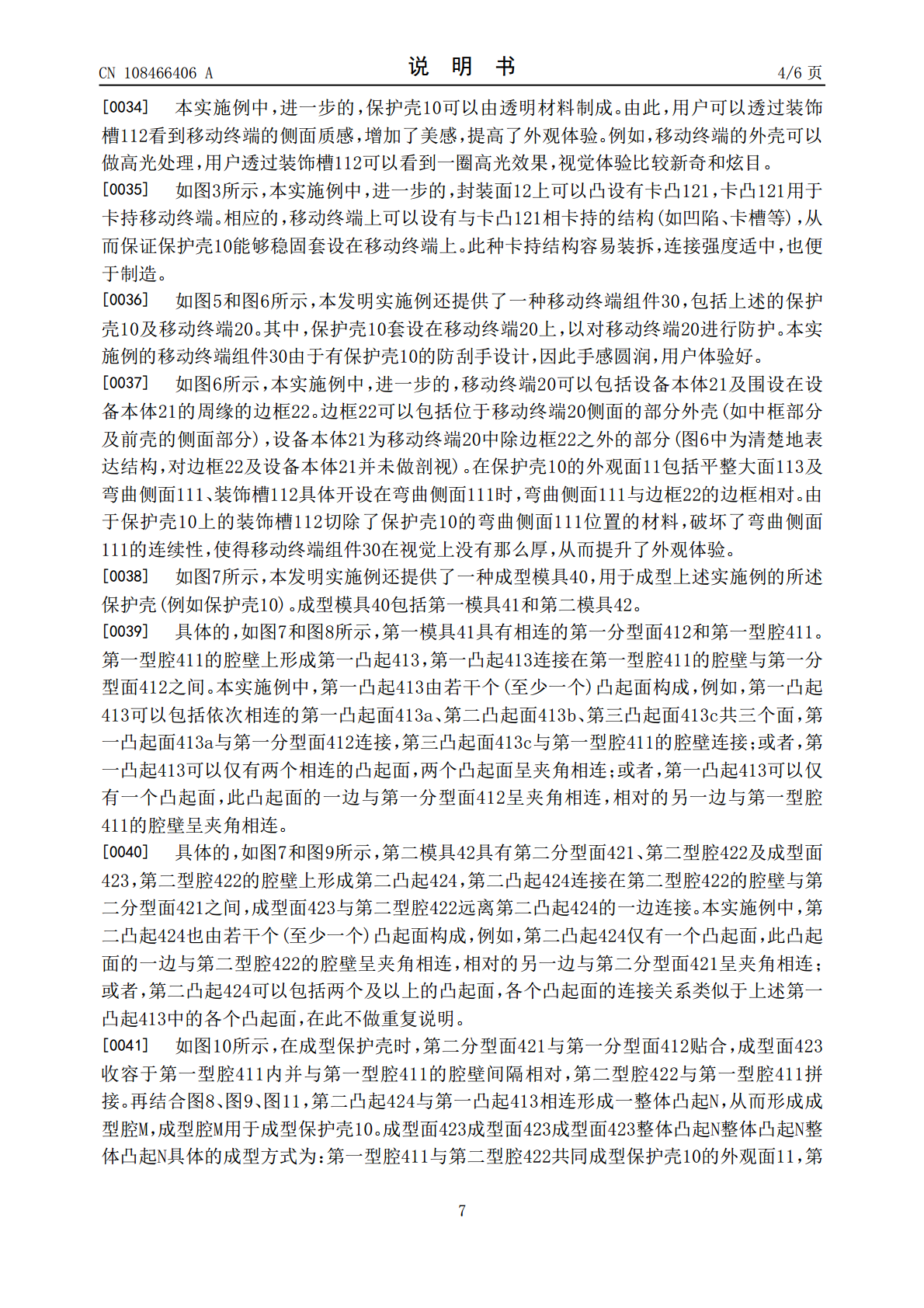
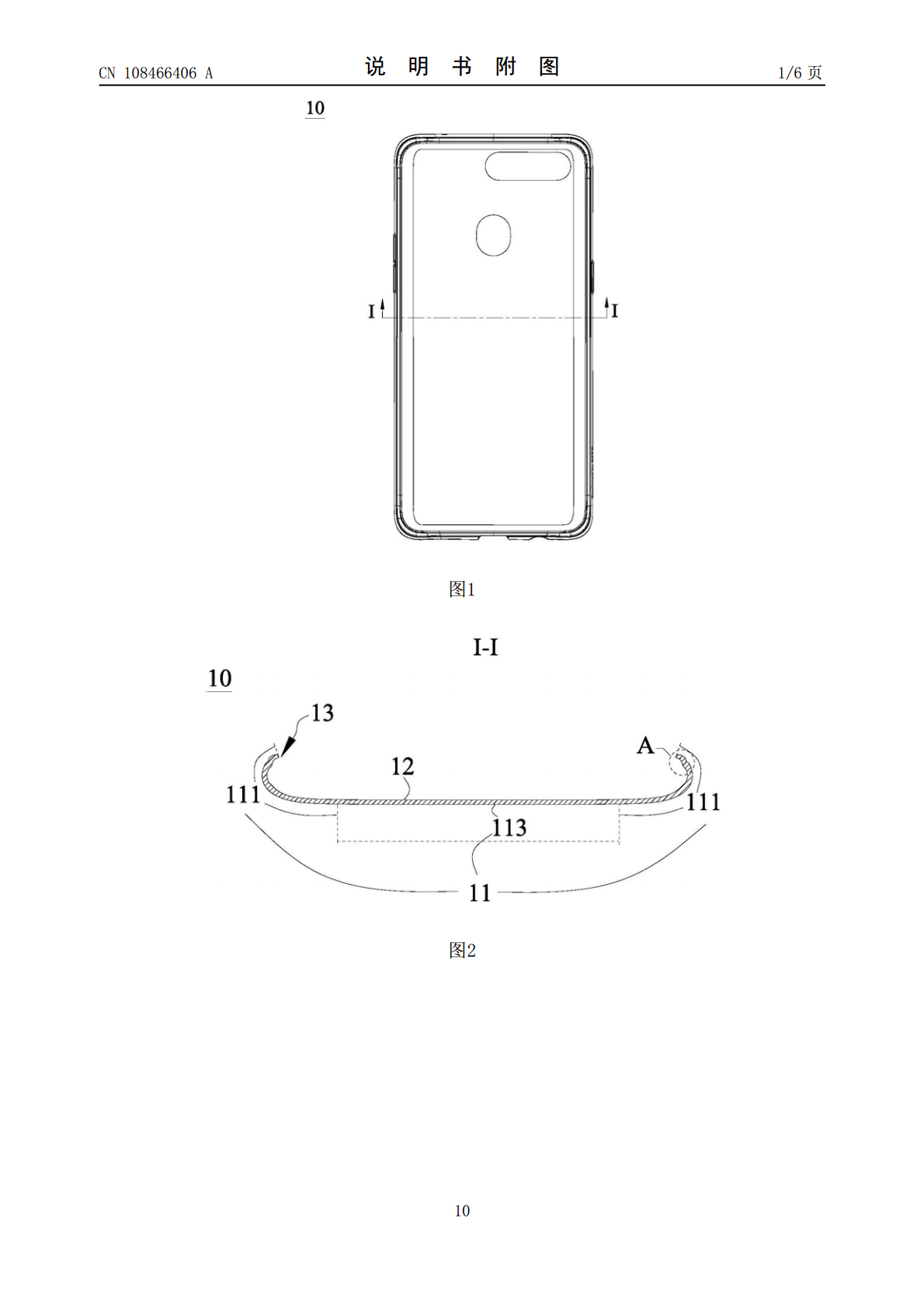
本发明公开了一种保护壳、移动终端组件、成型模具及保护壳的成型方法。所述保护壳具有外观面和封装面,所述封装面用于与所述移动终端贴合,所述外观面与所述封装面的连接处形成开口,所述开口用于供所述移动终端装入,所述外观面上开设有围绕所述开口的装饰槽,所述保护壳通过成型模具成型,所述装饰槽内设有第一合模线。本发明的方案,通过在保护壳的外观面开设装饰槽,将合模线设在装饰槽内,使得保护壳在成型过程中的溢料位置(即合模线位置)位于装饰槽内,使得留存在保护壳表面的溢料收容在装饰槽内而不会被人手触摸到,从而避免了刮手感。

前壳组件的制造方法、前壳组件及移动终端.pdf
本发明公开了一种前壳组件的制造方法,用于移动终端,所述制造方法包括:提供内壳组件,所述内壳组件包括内壳及安装在所述内壳上的屏组件,所述屏组件包括显示屏;提供粘胶,将所述粘胶涂布在所述显示屏的侧面;以及,提供外壳组件,所述外壳组件包括外壳,将所述外壳套在所述内壳组件外并使所述外壳的内侧壁与所述粘胶粘接以将所述外壳与所述显示屏固定连接。本发明实施方式的前壳组件的制造方法相对于先将外壳组件套设在内壳组件外再将粘胶设置在显示屏与外壳之间的制造方法,本发明实施方式不需要外壳与盖板之间预留较大的点胶空间,进而能够减小
壳组件和移动终端.pdf
本申请涉及一种壳组件和移动终端。壳组件包括后壳和装饰件,后壳包括相背设置的前表面和后表面,前表面开设有安装孔。装饰件设于安装孔且与后壳连接,装饰件遮蔽安装孔,且装饰件凸出后表面;所述装饰件包括两个或者两个以上的连接块,所述连接块拼接成所述装饰件。上述壳组件,由于装饰件凸出后壳的后表面,壳组件的后表面一侧放置于支撑物例如桌面上时,装饰件能够减小后壳的后表面与支撑物的接触面积,以降低后壳被划伤和磨损的概率。
SMC油底壳的成型模具.pdf
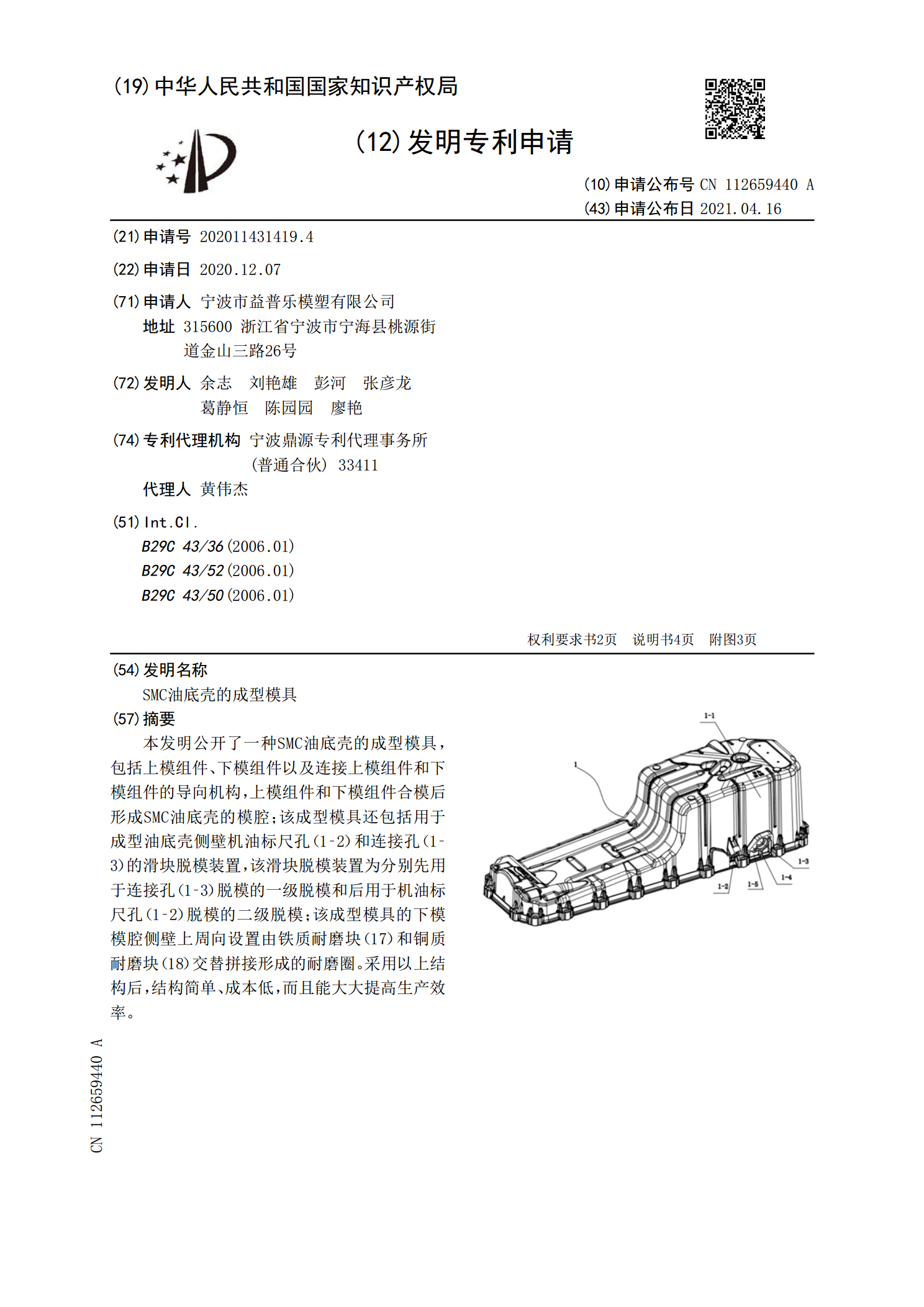
本发明公开了一种SMC油底壳的成型模具,包括上模组件、下模组件以及连接上模组件和下模组件的导向机构,上模组件和下模组件合模后形成SMC油底壳的模腔;该成型模具还包括用于成型油底壳侧壁机油标尺孔(1‑2)和连接孔(1‑3)的滑块脱模装置,该滑块脱模装置为分别先用于连接孔(1‑3)脱模的一级脱模和后用于机油标尺孔(1‑2)脱模的二级脱模;该成型模具的下模模腔侧壁上周向设置由铁质耐磨块(17)和铜质耐磨块(18)交替拼接形成的耐磨圈。采用以上结构后,结构简单、成本低,而且能大大提高生产效率。

金属壳板成型方法.pdf
本发明涉及一种金属壳板成型方法,其包括如下步骤,提供滚压机构,滚压机构包括相对设置且预留成型空间的第一压辊及第二压辊,第一压辊、第二压辊以相同的线速度反方向转动,第一压辊上设有凸模块。加热金属直至形成熔融状态的金属浆并放入挤压机中。挤压机挤压金属浆以预设的流动速度从第一压辊、第二压辊之间通过,随之经过淬火处理得到具有预设凹槽的金属壳板。通过该方法得到的金属壳板具有所需要的凹槽且密度均匀,避免胚料进行锻压造成的密度不均、内应力变形、表面处理良品率低的问题。而且相对于CNC切割加工来说是整体成型胚料,结构稳定