
一种用于换热管对焊的换热管装夹方法及装置.pdf

戊午****jj


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于换热管对焊的换热管装夹方法及装置.pdf
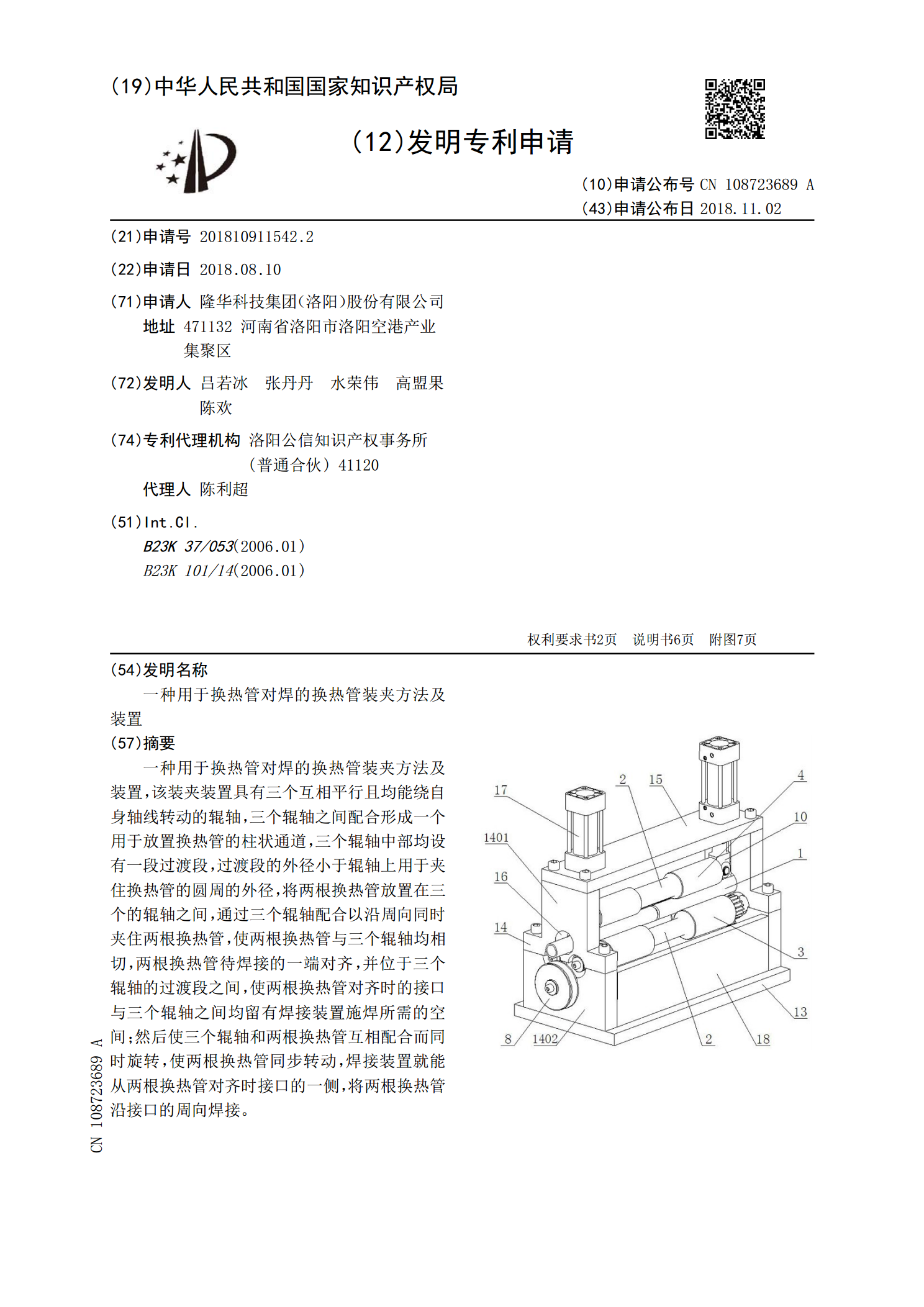
一种用于换热管对焊的换热管装夹方法及装置,该装夹装置具有三个互相平行且均能绕自身轴线转动的辊轴,三个辊轴之间配合形成一个用于放置换热管的柱状通道,三个辊轴中部均设有一段过渡段,过渡段的外径小于辊轴上用于夹住换热管的圆周的外径,将两根换热管放置在三个的辊轴之间,通过三个辊轴配合以沿周向同时夹住两根换热管,使两根换热管与三个辊轴均相切,两根换热管待焊接的一端对齐,并位于三个辊轴的过渡段之间,使两根换热管对齐时的接口与三个辊轴之间均留有焊接装置施焊所需的空间;然后使三个辊轴和两根换热管互相配合而同时旋转,使两根

一种换热管装芯装置及其控制方法.pdf
发明公开了一种换热管装芯装置,包括芯料运输装置、安装台、顶压装置和控制装置,所述安装台设于所述芯料运输装置的尾端,所述顶压装置设于所述安装台的上方而将换热管顶压于安装台上或将换热管从安装台上松开;所述芯料运输装置包括机架和电机、检测装置以及可旋转安装于机架上的至少两组传送轮装置,所述传送轮装置包装上轮和下轮,且上轮和下轮之间设有用于芯料通过的间隙。还提供一种换热管装芯装置的控制方法。发明保证芯料能自动且精准地插装到换热管内,并且在两组传送轮装置的限位作用下,使得芯料能被拉直,整个安装过程不会造成芯料变形堆
一种换热管的成型工艺及换热管.pdf
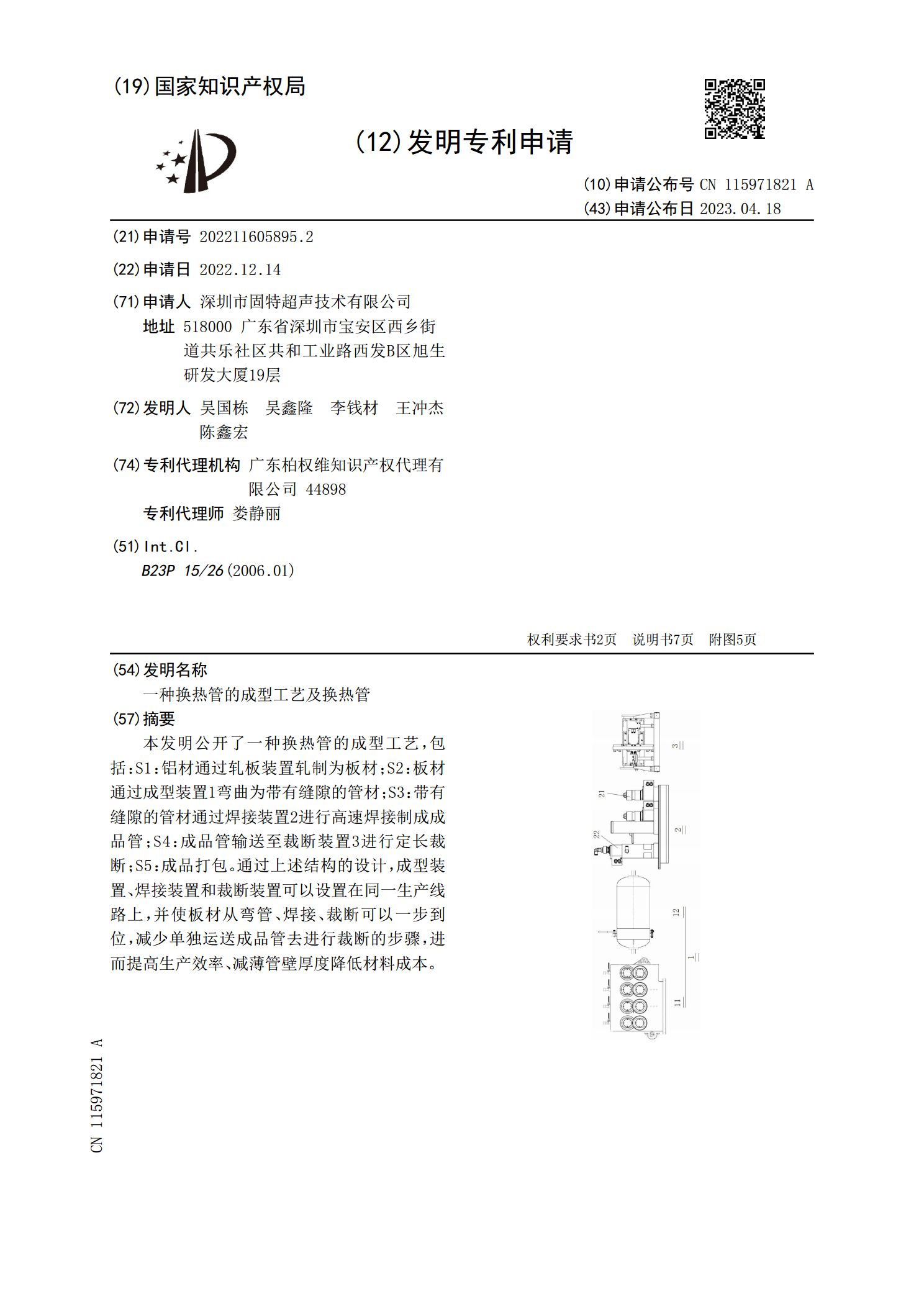
本发明公开了一种换热管的成型工艺,包括:S1:铝材通过轧板装置轧制为板材;S2:板材通过成型装置1弯曲为带有缝隙的管材;S3:带有缝隙的管材通过焊接装置2进行高速焊接制成成品管;S4:成品管输送至裁断装置3进行定长裁断;S5:成品打包。通过上述结构的设计,成型装置、焊接装置和裁断装置可以设置在同一生产线路上,并使板材从弯管、焊接、裁断可以一步到位,减少单独运送成品管去进行裁断的步骤,进而提高生产效率、减薄管壁厚度降低材料成本。
一种用于换热管管头焊接的预热装置.pdf
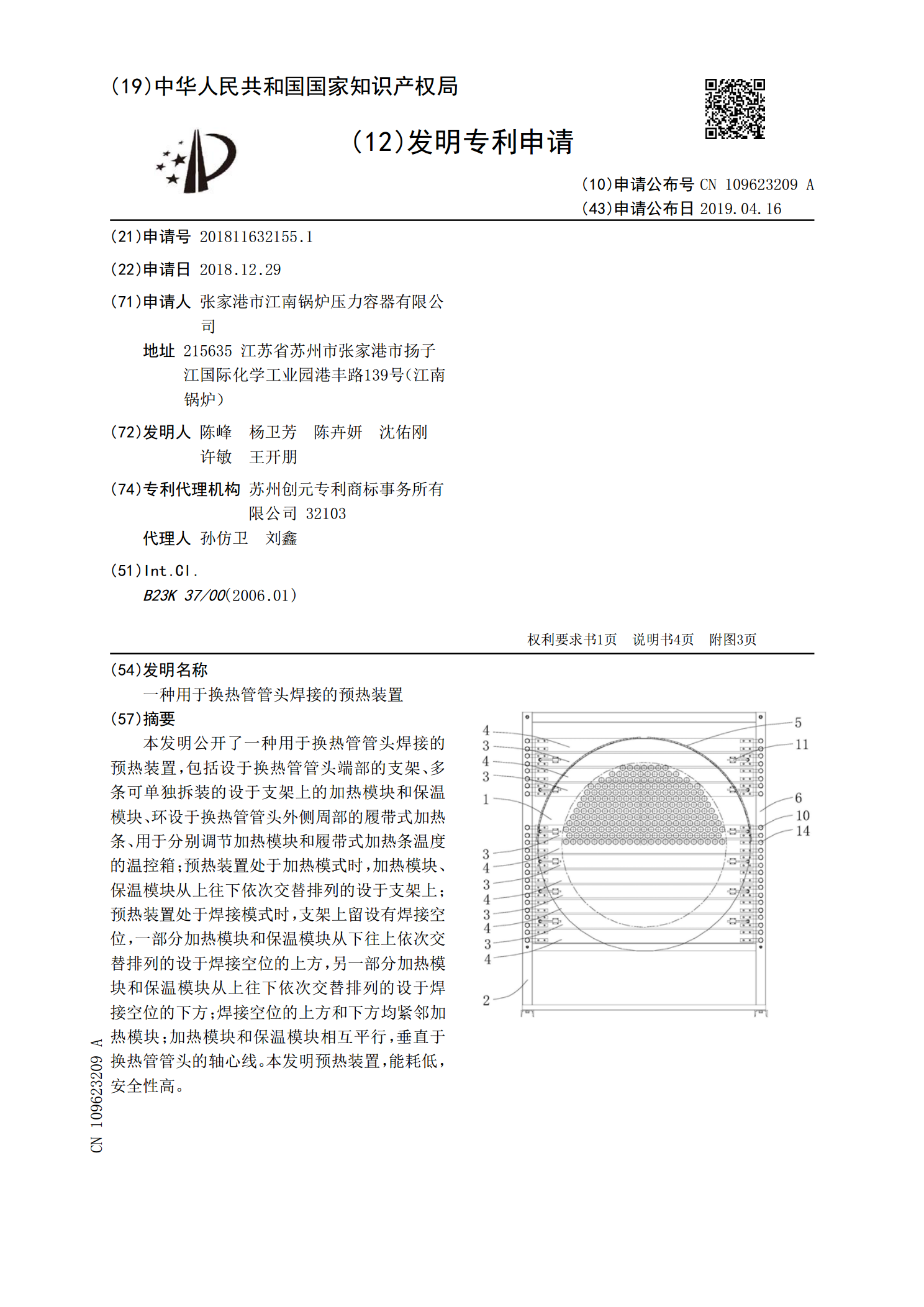
本发明公开了一种用于换热管管头焊接的预热装置,包括设于换热管管头端部的支架、多条可单独拆装的设于支架上的加热模块和保温模块、环设于换热管管头外侧周部的履带式加热条、用于分别调节加热模块和履带式加热条温度的温控箱;预热装置处于加热模式时,加热模块、保温模块从上往下依次交替排列的设于支架上;预热装置处于焊接模式时,支架上留设有焊接空位,一部分加热模块和保温模块从下往上依次交替排列的设于焊接空位的上方,另一部分加热模块和保温模块从上往下依次交替排列的设于焊接空位的下方;焊接空位的上方和下方均紧邻加热模块;加热模
换热管的加工方法.pdf
本发明涉及环保设备技术领域,尤其涉及一种换热管的加工方法。步骤如下:①、将碳化硅25份和水10份混合后研磨1小时;②、再次加入粘土25份和水5份,继续研磨1小时;③、再次加入高岭土25份、甘草酸单铵盐5份和水5份,继续研磨1小时;④、滤除研磨料的水分,使其保持10%的含水量,得到泥饼;⑤、通过模具制成管状,然后恒温干燥,温度为200℃,时间为5小时;⑥、在烧结炉中以1200℃温度烧结10小时,得到换热管。换热管成型材料及其加工方法,合理设计成型材料的组成以及加工工艺参数,从而提高了换热管的结构强度,延长了