
提高高强度焊接接头低温韧性的热处理方法.pdf

淑然****by


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

提高高强度焊接接头低温韧性的热处理方法.pdf
本发明涉及提高高强度焊接接头低温韧性的热处理方法,可有效解决提高高强度钢焊接接头的低温韧性问题,方法是,采用电加热装置,将低合金高强钢的焊接接头置于电加热装置内,完全遮盖住焊接接头,通过调节电流和电加热装置的模块,以40‑60℃/h的速度从室温加热至550‑650℃,停留60‑100分钟,然后以40‑60℃/h的速度冷却至150‑250℃以下,提升接头‑20℃冲击功,实现连续对高强度钢焊接接头的热处理。本发明方法新颖独特,简单,易操作,工作效率高,产品质量好,节能环保,经济和社会效益巨大。
具有优异低温韧性的X80弯管焊接接头的热处理方法.pdf
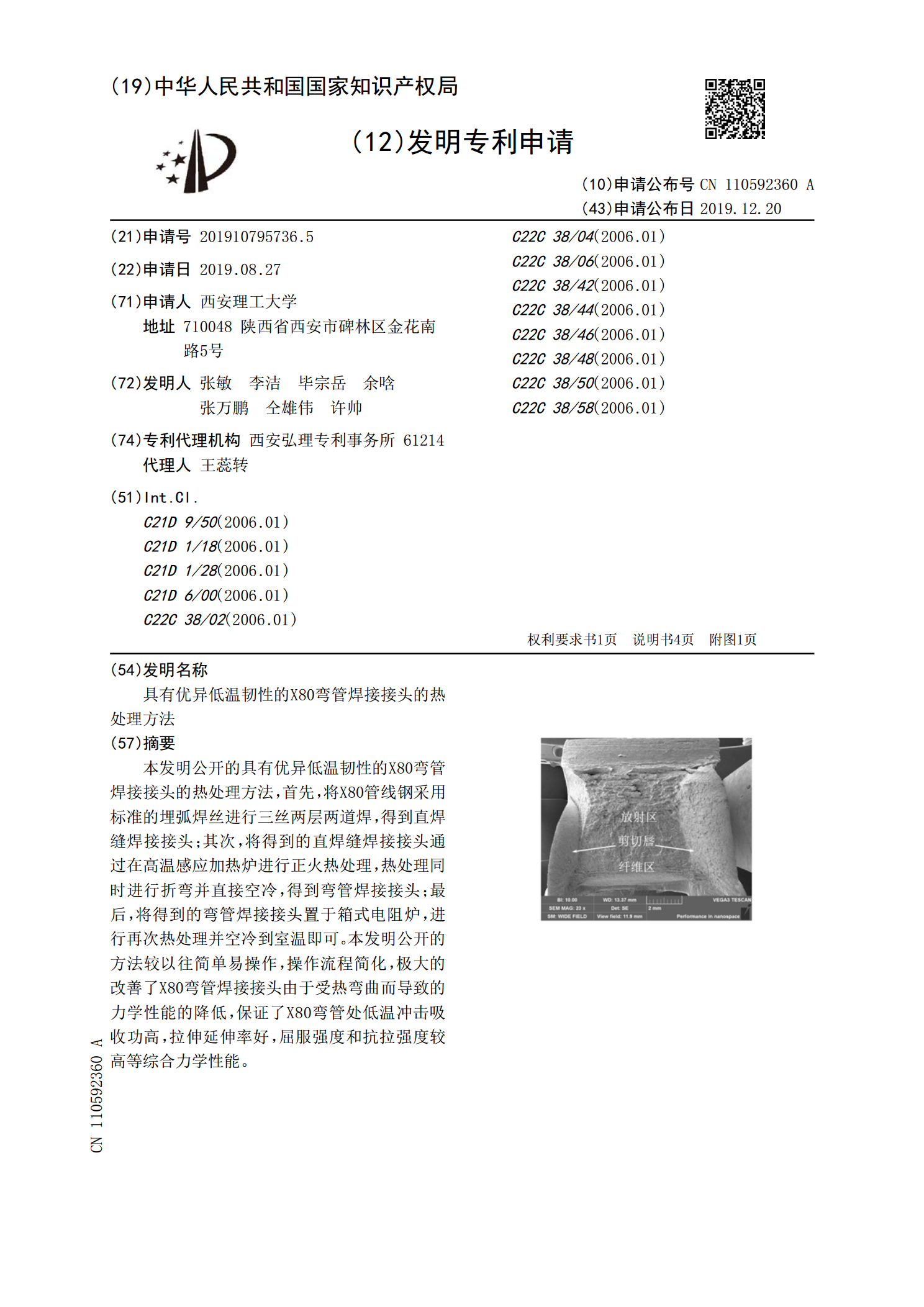
本发明公开的具有优异低温韧性的X80弯管焊接接头的热处理方法,首先,将X80管线钢采用标准的埋弧焊丝进行三丝两层两道焊,得到直焊缝焊接接头;其次,将得到的直焊缝焊接接头通过在高温感应加热炉进行正火热处理,热处理同时进行折弯并直接空冷,得到弯管焊接接头;最后,将得到的弯管焊接接头置于箱式电阻炉,进行再次热处理并空冷到室温即可。本发明公开的方法较以往简单易操作,操作流程简化,极大的改善了X80弯管焊接接头由于受热弯曲而导致的力学性能的降低,保证了X80弯管处低温冲击吸收功高,拉伸延伸率好,屈服强度和抗拉强度较
一种提高钛合金焊接接头塑韧性的热处理方法.pdf
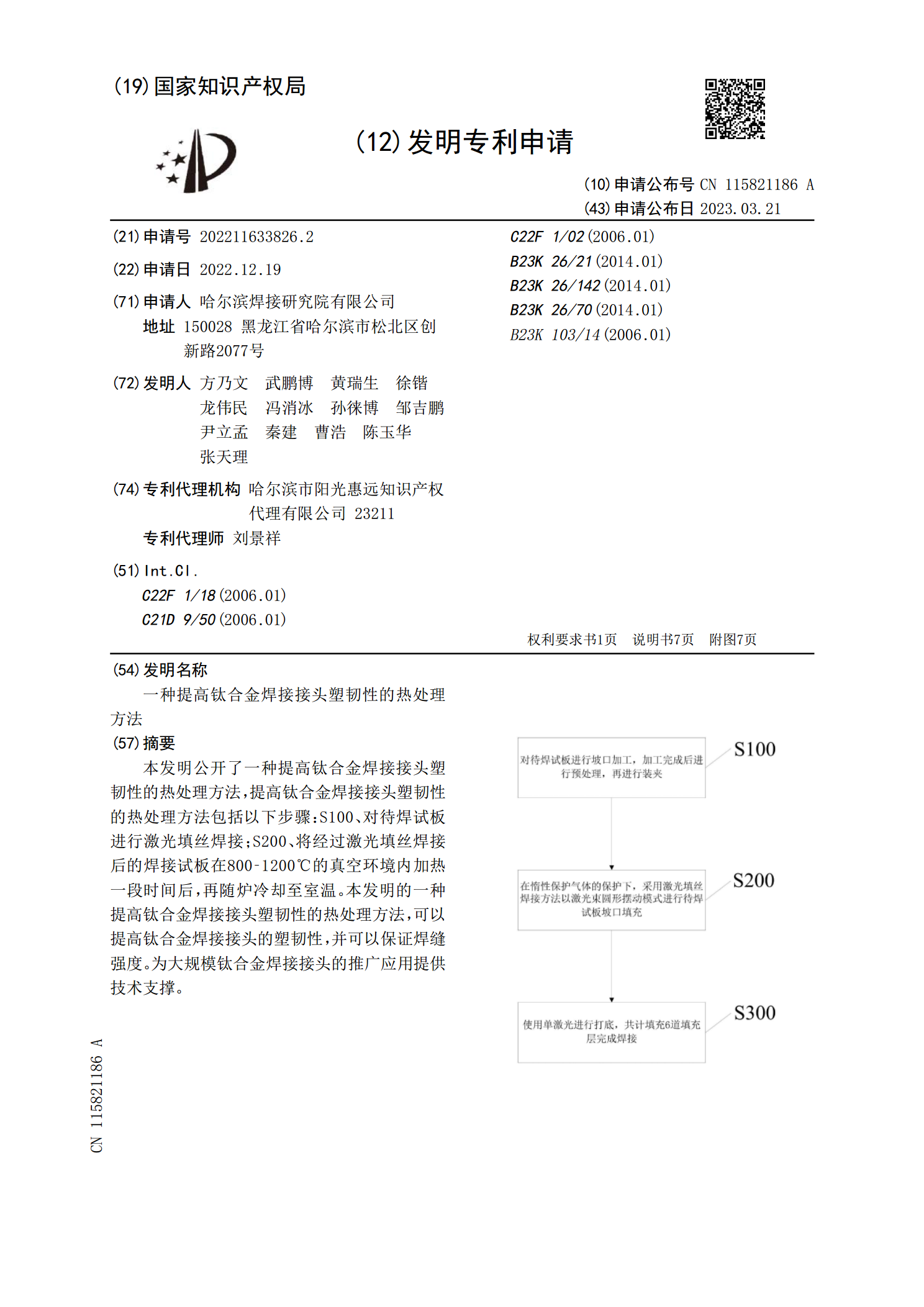
本发明公开了一种提高钛合金焊接接头塑韧性的热处理方法,提高钛合金焊接接头塑韧性的热处理方法包括以下步骤:S100、对待焊试板进行激光填丝焊接;S200、将经过激光填丝焊接后的焊接试板在800‑1200℃的真空环境内加热一段时间后,再随炉冷却至室温。本发明的一种提高钛合金焊接接头塑韧性的热处理方法,可以提高钛合金焊接接头的塑韧性,并可以保证焊缝强度。为大规模钛合金焊接接头的推广应用提供技术支撑。

09MnNiDR焊接接头低温韧性实验方法.docx
针对球罐材质为09MnNiDR的工艺试验研究本研究对09MnNiDR的工艺焊接性评定采用直接模拟试验法和间接推算法。直接法:按照实际焊接条件,通过焊接过程观察是否发生某种焊接缺陷或发生某种缺陷的程度,来直观评价焊接性的优劣。如我们用到的斜Y坡口焊接冷裂纹试验。间接法:根据材料的化学成分、金相组织、力学性能之间的关系,联系焊接热循环过程评定焊接性优劣。通过系一列试验,对试验结果的综合分析,最终得到针对09MnNiDR球罐用钢材合适的焊材,焊前预热温度、后热温度、焊接线能量以及合适的热处理方案。一、09MnN

低温钢焊接接头断裂韧性的研究.docx
低温钢焊接接头断裂韧性的研究低温钢焊接接头断裂韧性的研究摘要:随着航空航天、海洋工程、核工业等领域对材料性能要求的不断提高,低温钢在其中发挥着重要的作用。但是,由于焊接过程中的热应力影响,低温钢焊接接头断裂韧性成为其应用中的一个关键问题。本文通过对低温钢焊接接头的断裂韧性进行研究,探讨了影响焊接接头断裂韧性的因素,并提出了相应的改进方案,以提高低温钢焊接接头的断裂韧性。关键词:低温钢;焊接接头;断裂韧性;研究;改进方案第一章引言1.1研究背景低温钢由于其良好的耐低温性能和优异的力学性能,在航空航天、海洋工