
一种提高T型接头焊接性能的焊接方法.pdf

山梅****ai


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种提高T型接头焊接性能的焊接方法.pdf
本发明公开了一种提高T型接头焊接性能的焊接方法,所焊接的T型接头包括垂直相连的壁板和筋板,包括以下步骤:首先将所述的筋板固定在壁板的正面;然后在壁板的背面,从壁板的一端开始,将所述的搅拌头从壁板的背面在对应于筋板与壁板接触面的位置向下旋转插入搅拌头,直至轴肩插入壁板内0.1‑0.2mm,旋转并停留3‑5s后,以一定的速度沿着筋板延伸的方向移动,完成单方向焊接;最后以第一道焊接线的终点为起点,沿着筋板的延伸方向反方向进行二次焊接。本发明正反方向双道次焊接,解决了常规的搅拌摩擦焊接在进行T型接头焊接时容易产生

大厚板T型接头焊接方法.pdf
本发明提供了一种大厚板T型接头焊接方法,适用于立板厚度大于30mm的板。通过将焊枪位于大厚板T型接头中立板的两侧,打底焊时采用双面异步打底MAG焊,两个焊枪保持一定的弧间距,通过增大焊枪的热输入和减小弧间距实现根部全熔透,可实现窄间隙不清根的焊接。填充焊时采用双面同步填充MAG焊,两个焊枪同步,一方面提高了焊接速度,另一方面减小焊接角变形及残余应力。由于背面无需碳刨清根、无角变形以及预留间隙的减少,其焊缝金属填充量比传统焊接减少了40%以上,产品的一次合格率提高了40%,生产效率提高了5~10倍以上。
一种低温高锰钢T型接头的焊接方法.pdf
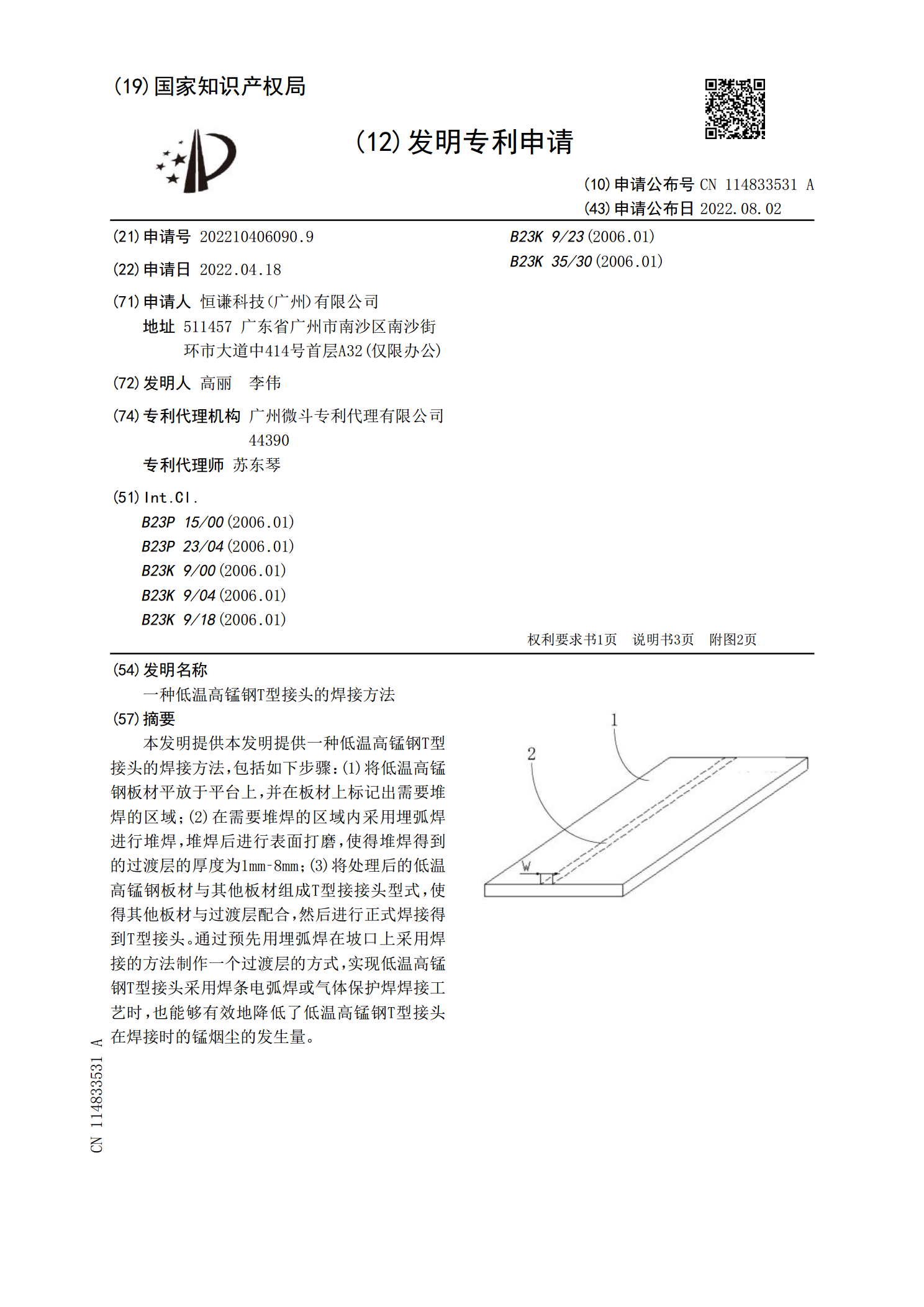
本发明提供本发明提供一种低温高锰钢T型接头的焊接方法,包括如下步骤:(1)将低温高锰钢板材平放于平台上,并在板材上标记出需要堆焊的区域;(2)在需要堆焊的区域内采用埋弧焊进行堆焊,堆焊后进行表面打磨,使得堆焊得到的过渡层的厚度为1mm?8mm;(3)将处理后的低温高锰钢板材与其他板材组成T型接接头型式,使得其他板材与过渡层配合,然后进行正式焊接得到T型接头。通过预先用埋弧焊在坡口上采用焊接的方法制作一个过渡层的方式,实现低温高锰钢T型接头采用焊条电弧焊或气体保护焊焊接工艺时,也能够有效地降低了低温高锰钢T
一种薄板T型接头双侧激光熔丝焊接装置及焊接方法.pdf
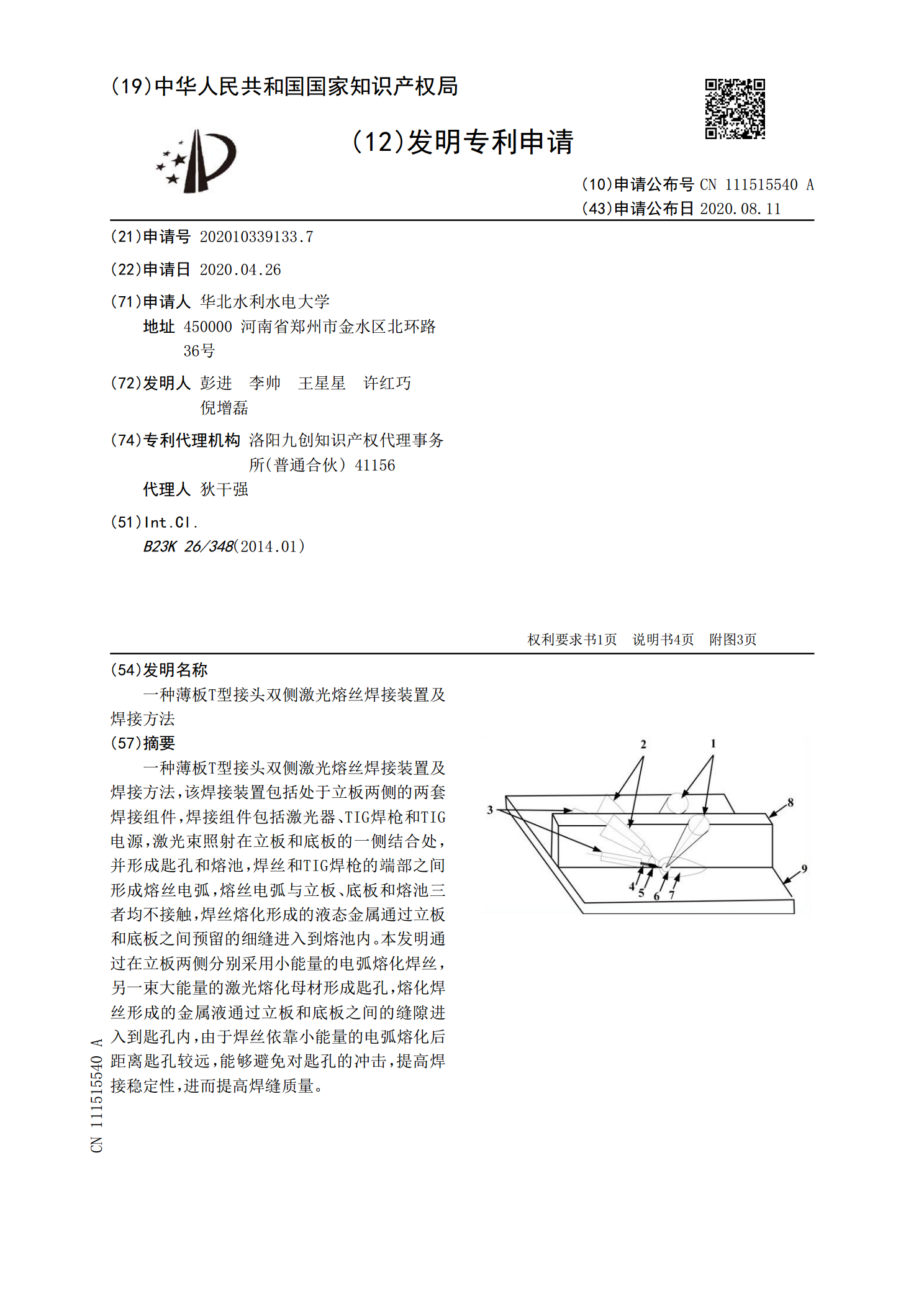
一种薄板T型接头双侧激光熔丝焊接装置及焊接方法,该焊接装置包括处于立板两侧的两套焊接组件,焊接组件包括激光器、TIG焊枪和TIG电源,激光束照射在立板和底板的一侧结合处,并形成匙孔和熔池,焊丝和TIG焊枪的端部之间形成熔丝电弧,熔丝电弧与立板、底板和熔池三者均不接触,焊丝熔化形成的液态金属通过立板和底板之间预留的细缝进入到熔池内。本发明通过在立板两侧分别采用小能量的电弧熔化焊丝,另一束大能量的激光熔化母材形成匙孔,熔化焊丝形成的金属液通过立板和底板之间的缝隙进入到匙孔内,由于焊丝依靠小能量的电弧熔化后距离
一种减少T型接头焊接热裂纹的双激光束焊接方法.pdf
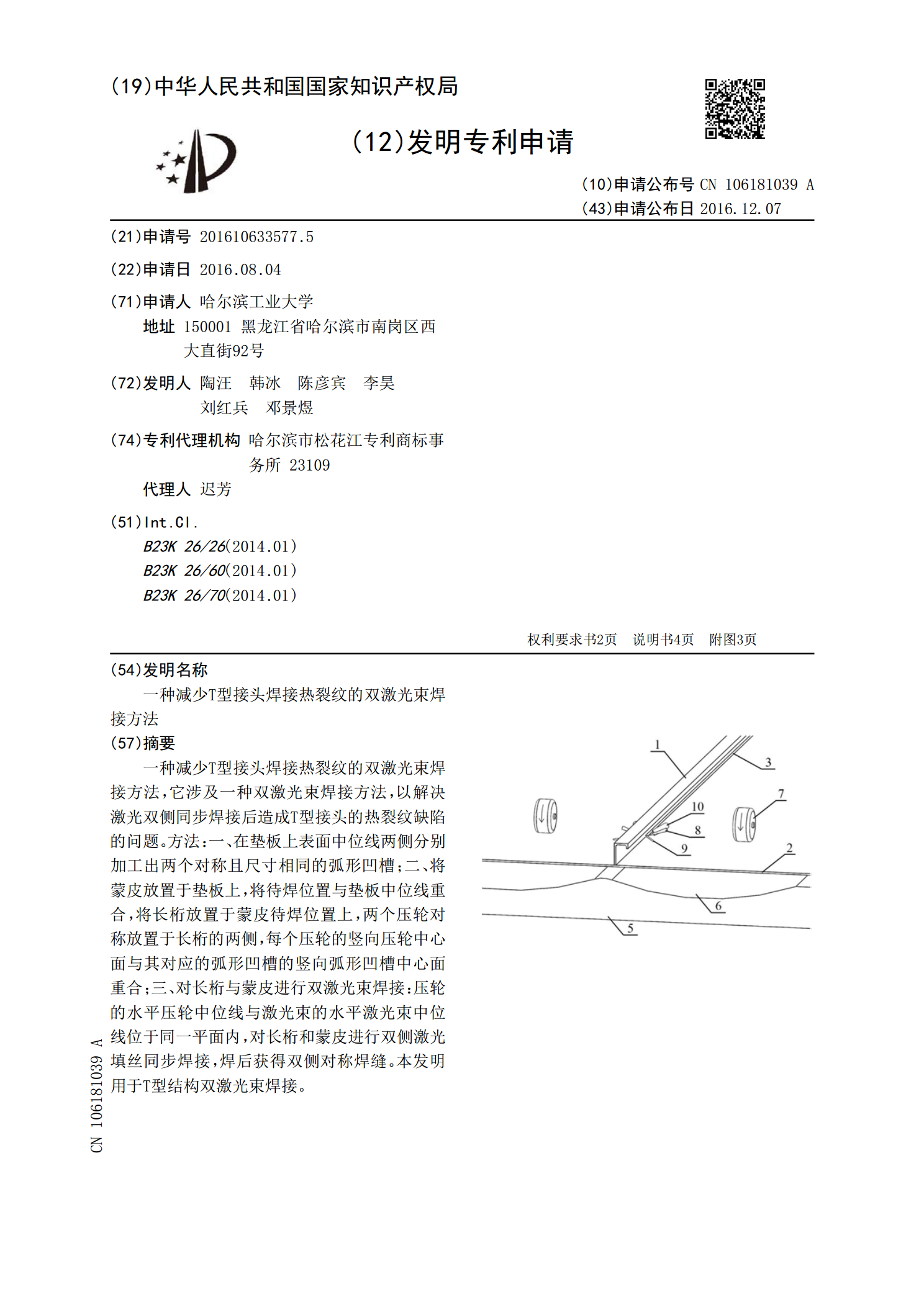
一种减少T型接头焊接热裂纹的双激光束焊接方法,它涉及一种双激光束焊接方法,以解决激光双侧同步焊接后造成T型接头的热裂纹缺陷的问题。方法:一、在垫板上表面中位线两侧分别加工出两个对称且尺寸相同的弧形凹槽;二、将蒙皮放置于垫板上,将待焊位置与垫板中位线重合,将长桁放置于蒙皮待焊位置上,两个压轮对称放置于长桁的两侧,每个压轮的竖向压轮中心面与其对应的弧形凹槽的竖向弧形凹槽中心面重合;三、对长桁与蒙皮进行双激光束焊接:压轮的水平压轮中位线与激光束的水平激光束中位线位于同一平面内,对长桁和蒙皮进行双侧激光填丝同步焊