
一种薄板T型接头双侧激光熔丝焊接装置及焊接方法.pdf

海昌****姐淑


1/9

2/9

3/9

4/9

5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄板T型接头双侧激光熔丝焊接装置及焊接方法.pdf
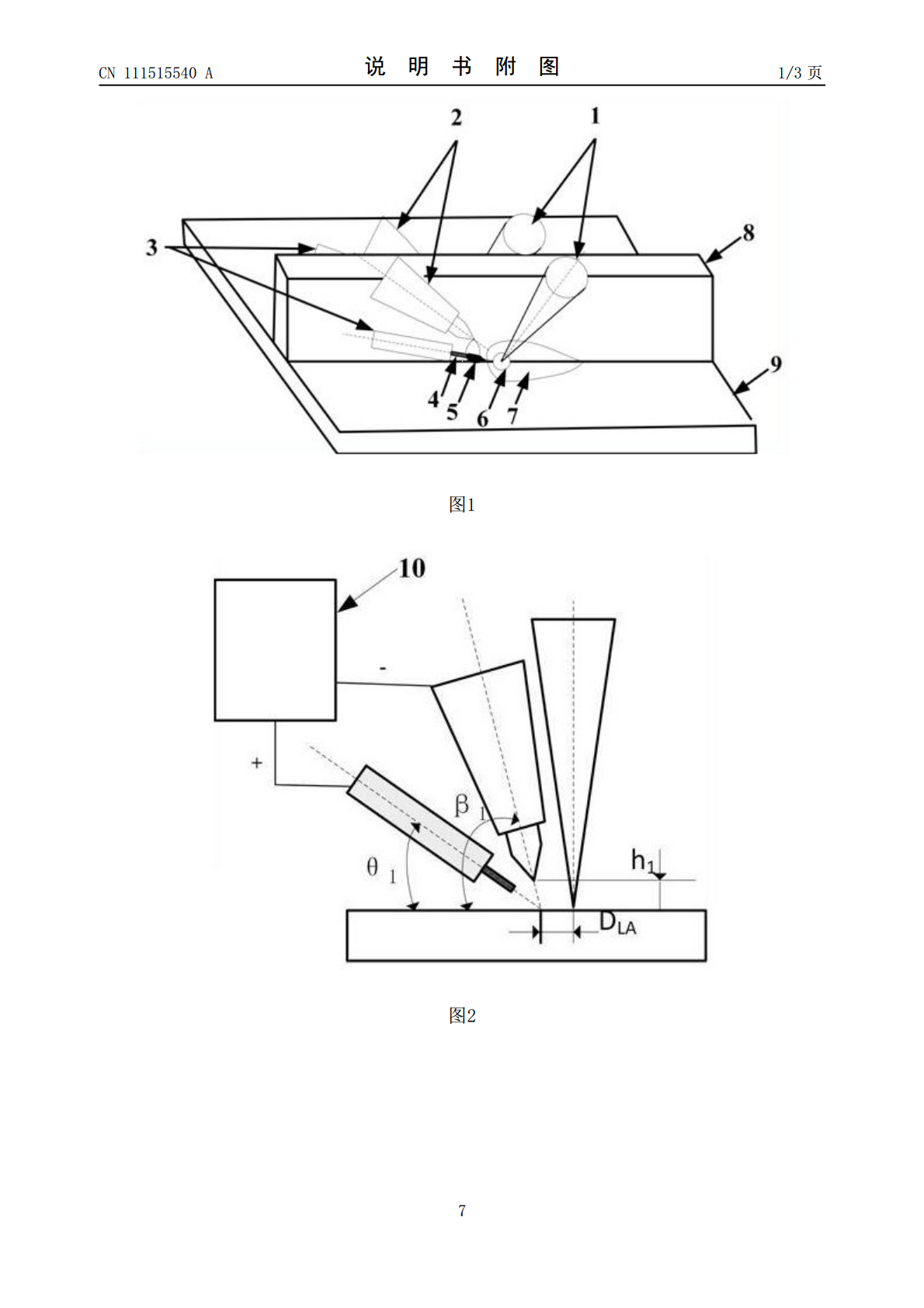
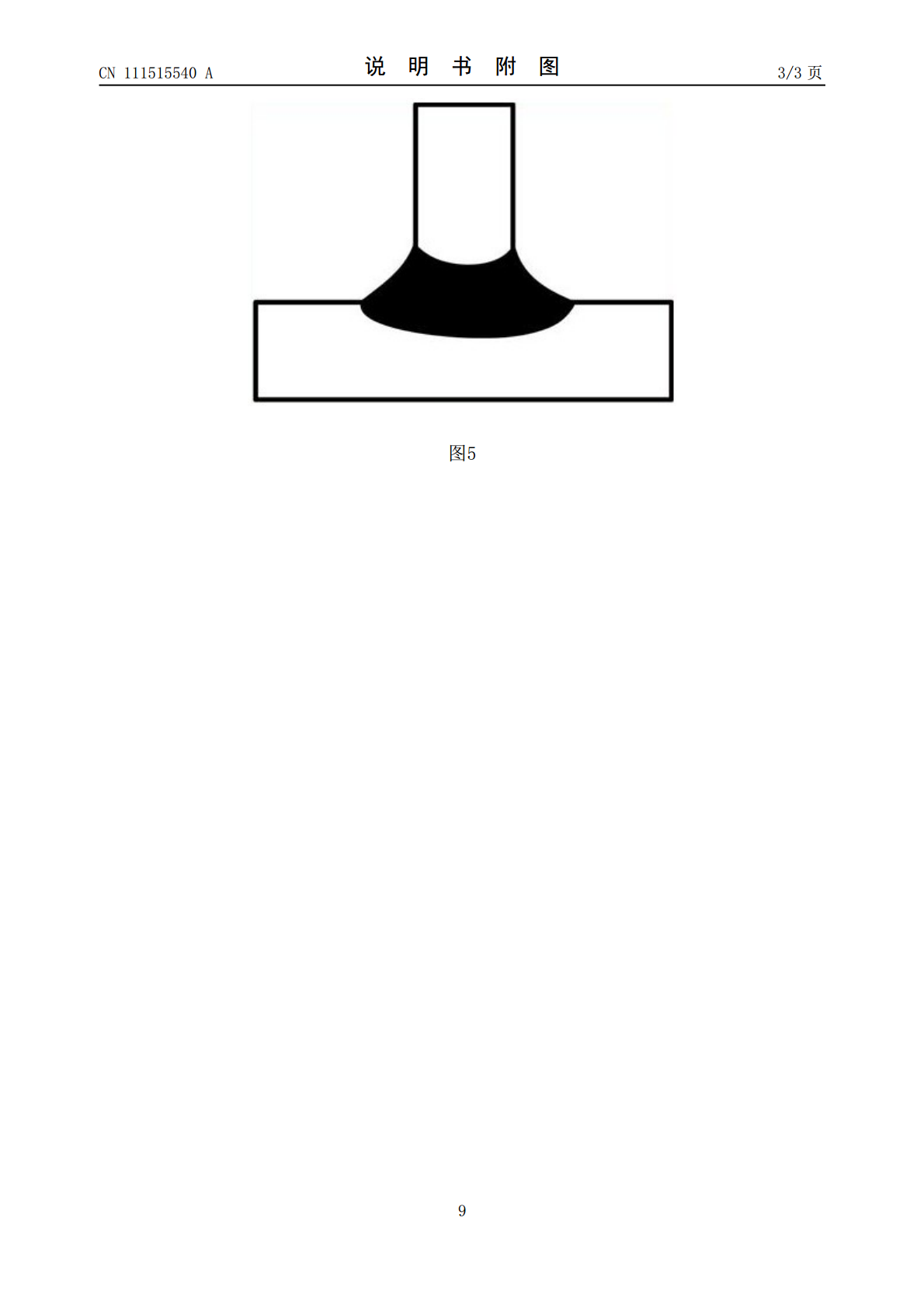
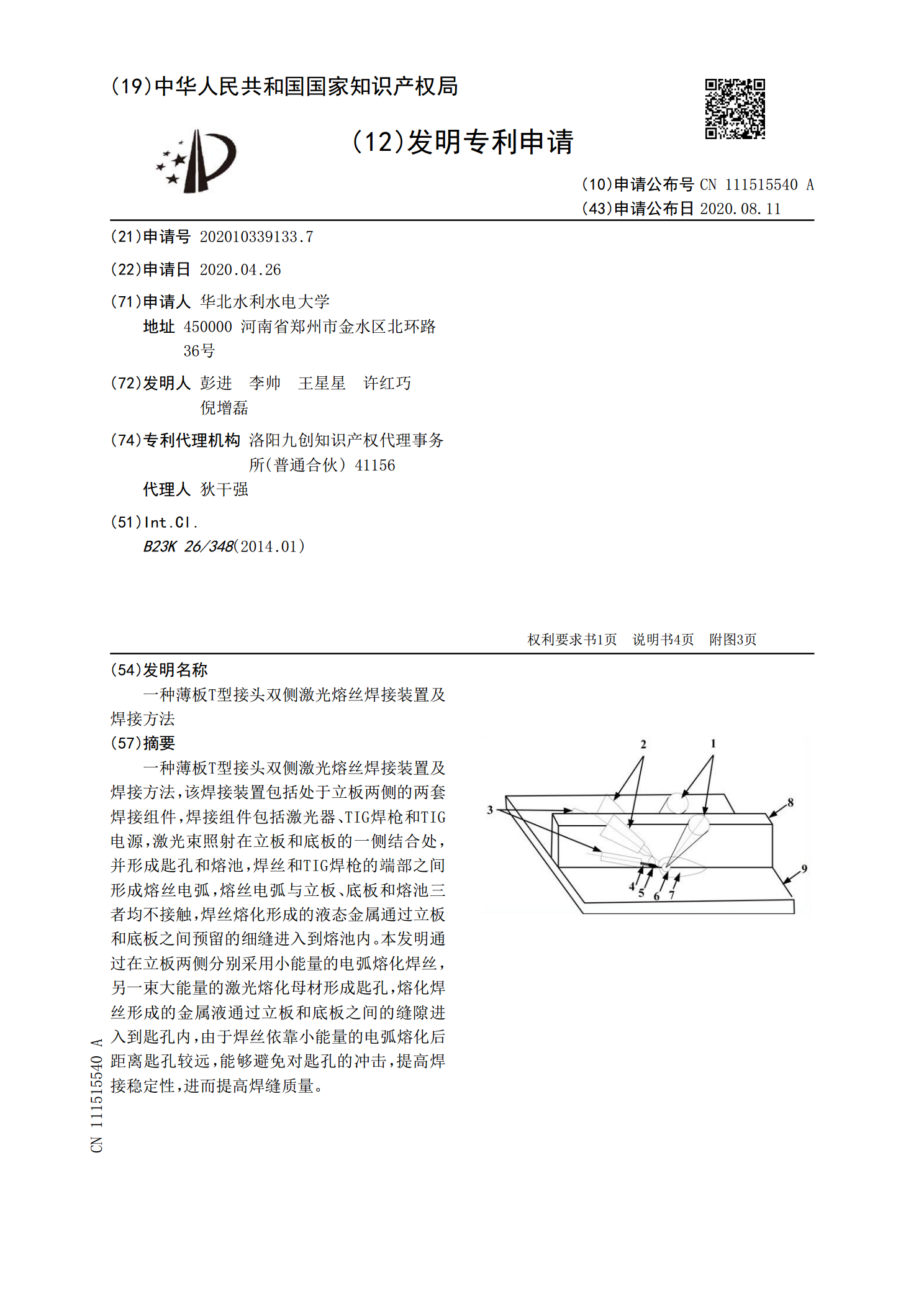
一种薄板T型接头双侧激光熔丝焊接装置及焊接方法,该焊接装置包括处于立板两侧的两套焊接组件,焊接组件包括激光器、TIG焊枪和TIG电源,激光束照射在立板和底板的一侧结合处,并形成匙孔和熔池,焊丝和TIG焊枪的端部之间形成熔丝电弧,熔丝电弧与立板、底板和熔池三者均不接触,焊丝熔化形成的液态金属通过立板和底板之间预留的细缝进入到熔池内。本发明通过在立板两侧分别采用小能量的电弧熔化焊丝,另一束大能量的激光熔化母材形成匙孔,熔化焊丝形成的金属液通过立板和底板之间的缝隙进入到匙孔内,由于焊丝依靠小能量的电弧熔化后距离
一种减少T型接头焊接热裂纹的双激光束焊接方法.pdf
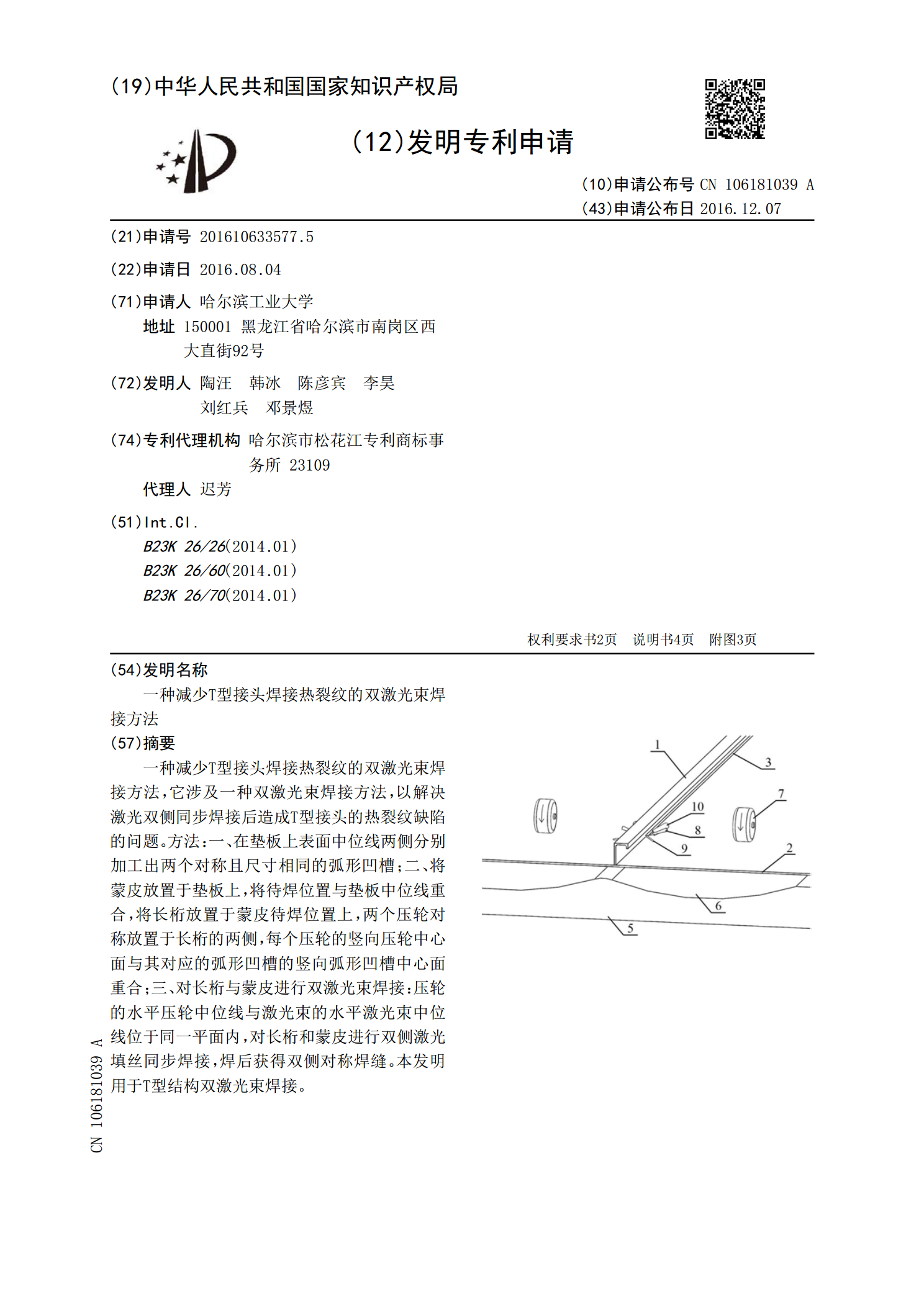
一种减少T型接头焊接热裂纹的双激光束焊接方法,它涉及一种双激光束焊接方法,以解决激光双侧同步焊接后造成T型接头的热裂纹缺陷的问题。方法:一、在垫板上表面中位线两侧分别加工出两个对称且尺寸相同的弧形凹槽;二、将蒙皮放置于垫板上,将待焊位置与垫板中位线重合,将长桁放置于蒙皮待焊位置上,两个压轮对称放置于长桁的两侧,每个压轮的竖向压轮中心面与其对应的弧形凹槽的竖向弧形凹槽中心面重合;三、对长桁与蒙皮进行双激光束焊接:压轮的水平压轮中位线与激光束的水平激光束中位线位于同一平面内,对长桁和蒙皮进行双侧激光填丝同步焊
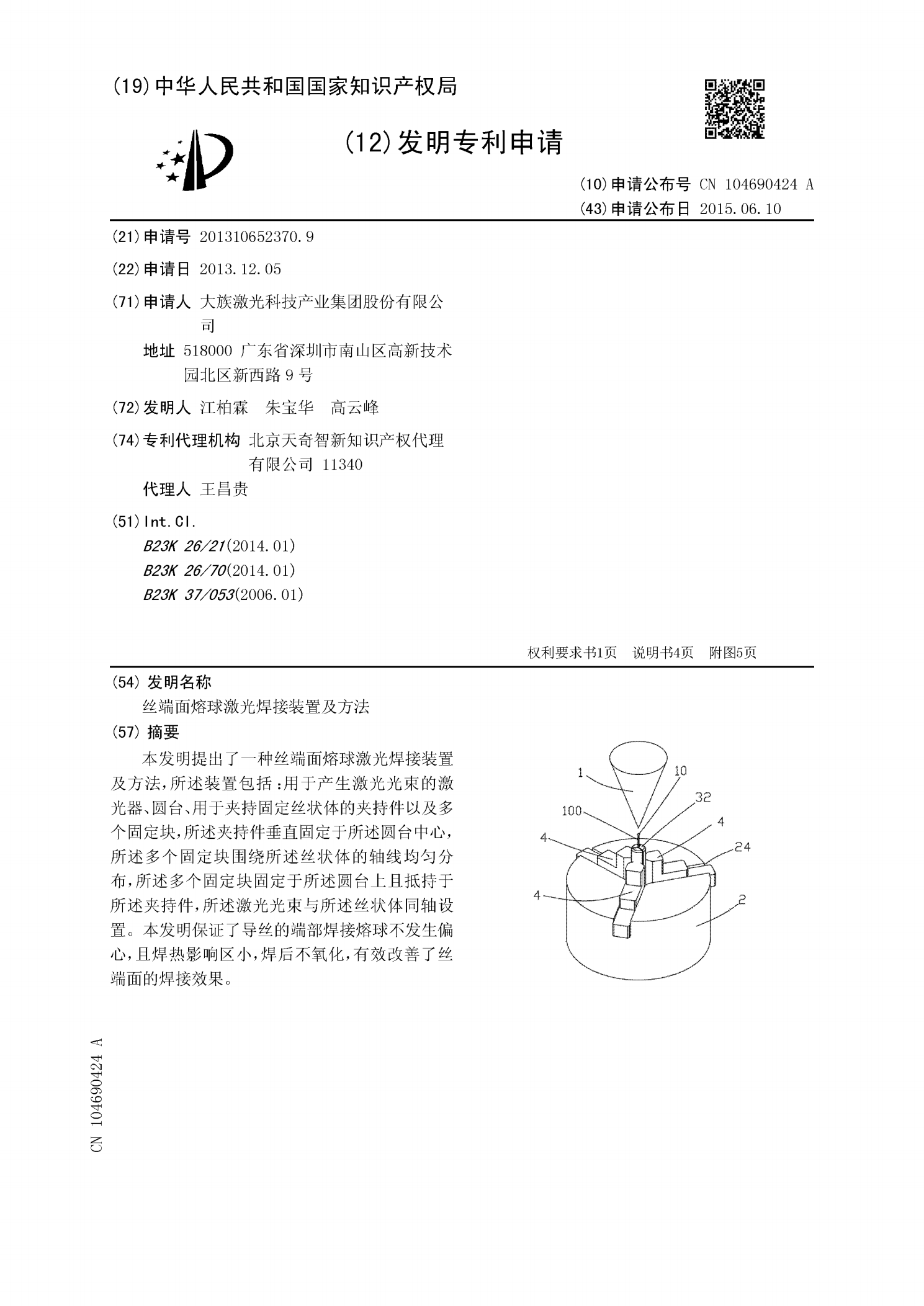
丝端面熔球激光焊接装置及方法.pdf
本发明提出了一种丝端面熔球激光焊接装置及方法,所述装置包括:用于产生激光光束的激光器、圆台、用于夹持固定丝状体的夹持件以及多个固定块,所述夹持件垂直固定于所述圆台中心,所述多个固定块围绕所述丝状体的轴线均匀分布,所述多个固定块固定于所述圆台上且抵持于所述夹持件,所述激光光束与所述丝状体同轴设置。本发明保证了导丝的端部焊接熔球不发生偏心,且焊热影响区小,焊后不氧化,有效改善了丝端面的焊接效果。
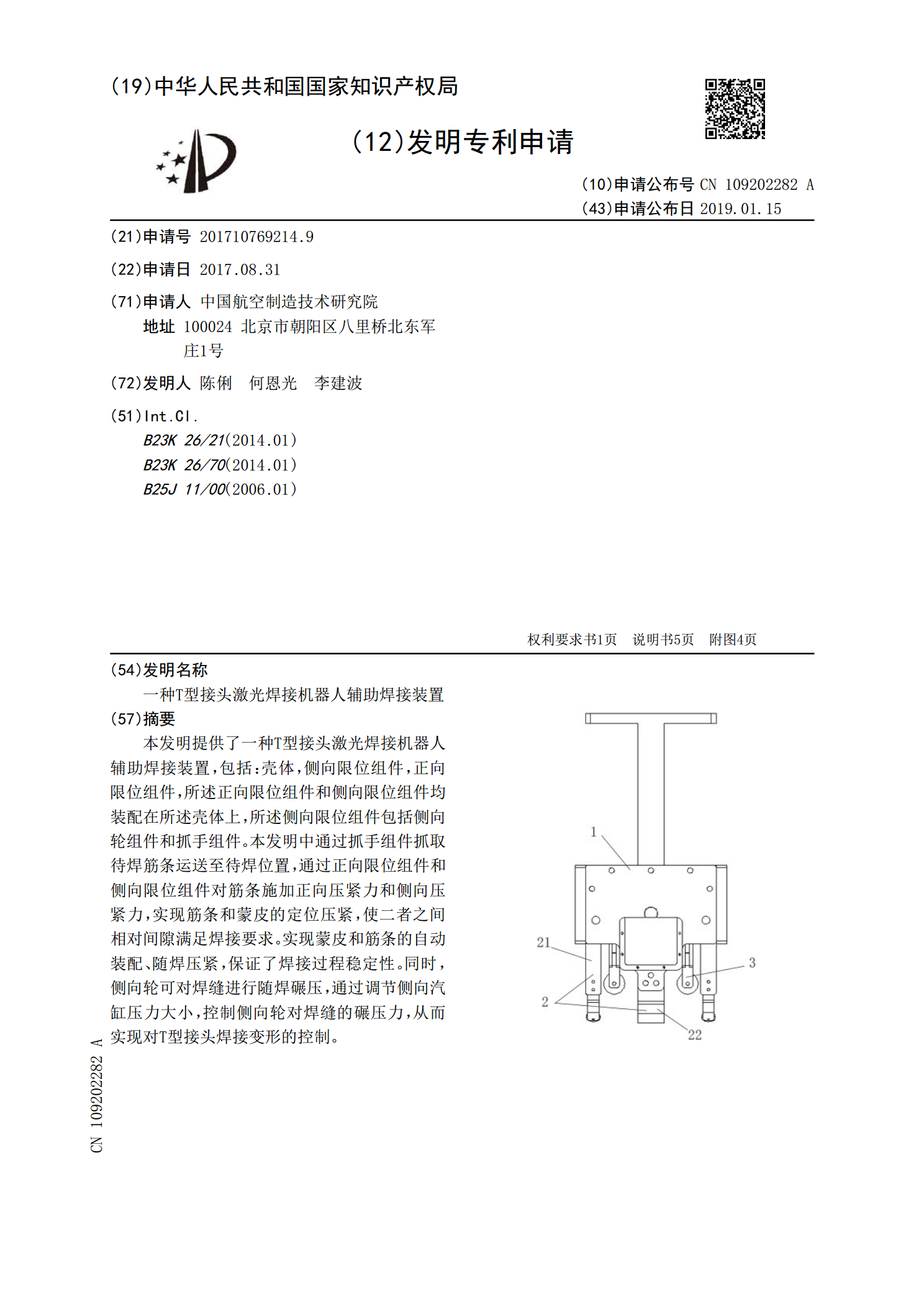
一种T型接头激光焊接机器人辅助焊接装置.pdf
本发明提供了一种T型接头激光焊接机器人辅助焊接装置,包括:壳体,侧向限位组件,正向限位组件,所述正向限位组件和侧向限位组件均装配在所述壳体上,所述侧向限位组件包括侧向轮组件和抓手组件。本发明中通过抓手组件抓取待焊筋条运送至待焊位置,通过正向限位组件和侧向限位组件对筋条施加正向压紧力和侧向压紧力,实现筋条和蒙皮的定位压紧,使二者之间相对间隙满足焊接要求。实现蒙皮和筋条的自动装配、随焊压紧,保证了焊接过程稳定性。同时,侧向轮可对焊缝进行随焊碾压,通过调节侧向汽缸压力大小,控制侧向轮对焊缝的碾压力,从而实现对T
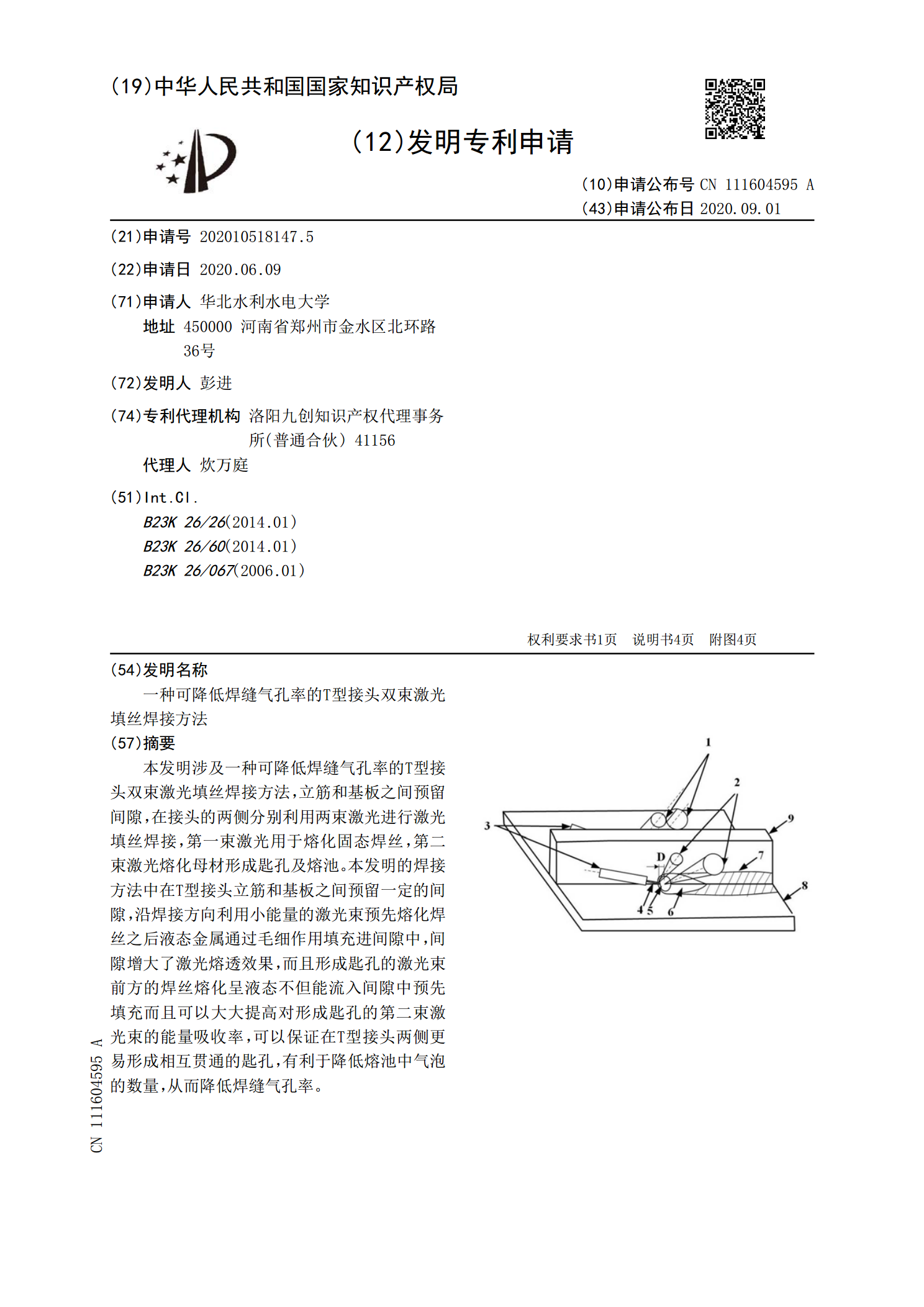
一种可降低焊缝气孔率的T型接头双束激光填丝焊接方法.pdf
本发明涉及一种可降低焊缝气孔率的T型接头双束激光填丝焊接方法,立筋和基板之间预留间隙,在接头的两侧分别利用两束激光进行激光填丝焊接,第一束激光用于熔化固态焊丝,第二束激光熔化母材形成匙孔及熔池。本发明的焊接方法中在T型接头立筋和基板之间预留一定的间隙,沿焊接方向利用小能量的激光束预先熔化焊丝之后液态金属通过毛细作用填充进间隙中,间隙增大了激光熔透效果,而且形成匙孔的激光束前方的焊丝熔化呈液态不但能流入间隙中预先填充而且可以大大提高对形成匙孔的第二束激光束的能量吸收率,可以保证在T型接头两侧更易形成相互贯通