
螺纹孔的成型模具及螺纹孔成型方法.pdf

一只****签网


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

螺纹孔的成型模具及螺纹孔成型方法.pdf
本发明提供一种螺纹孔的成型模具及螺纹孔成型方法,用于解决现有技术中螺纹孔加工效率低的问题。本发明提供一种螺纹孔的成型模具,包括:模腔;还包括设置在所述模腔内的至少一个可拆卸组件;所述可拆卸组件包括吸附在模腔内的磁体和固定在所述磁体上的螺纹杆,所述螺纹杆和所要成型的螺纹孔匹配。通过磁体将螺纹杆固定在模腔内,浇铸的浆体将模腔填满同时螺纹杆被包裹,待浆体冷却后,打开模具的上下模,由于通过磁体吸附,使得磁体能够在开模时和模腔脱离,然后从成型的产品上旋出螺纹杆,从而在成型的产品上留下螺纹孔,极大的提高了生产效率,同
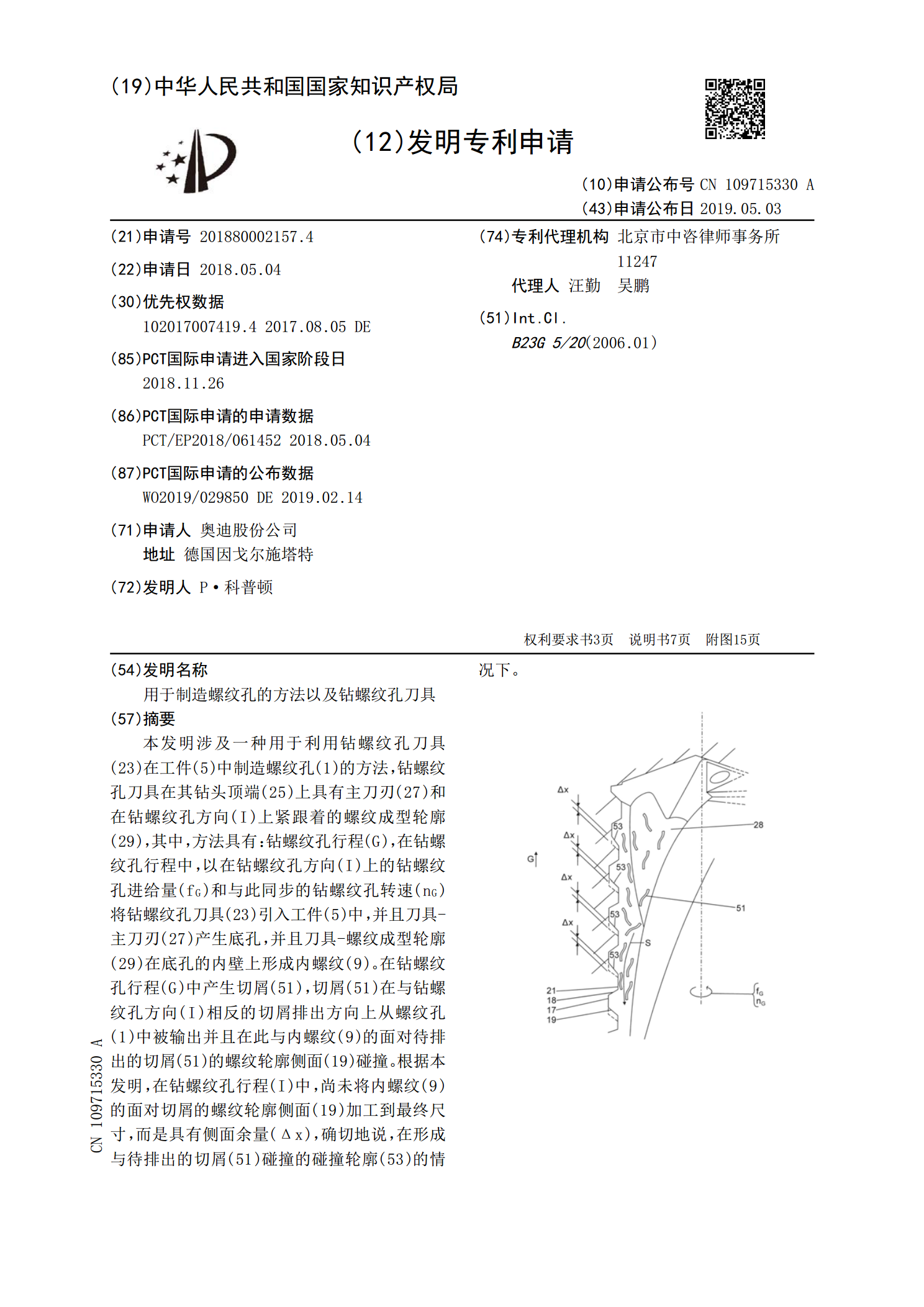
用于制造螺纹孔的方法以及钻螺纹孔刀具.pdf
本发明涉及一种用于利用钻螺纹孔刀具(23)在工件(5)中制造螺纹孔(1)的方法,钻螺纹孔刀具在其钻头顶端(25)上具有主刀刃(27)和在钻螺纹孔方向(I)上紧跟着的螺纹成型轮廓(29),其中,方法具有:钻螺纹孔行程(G),在钻螺纹孔行程中,以在钻螺纹孔方向(I)上的钻螺纹孔进给量(f
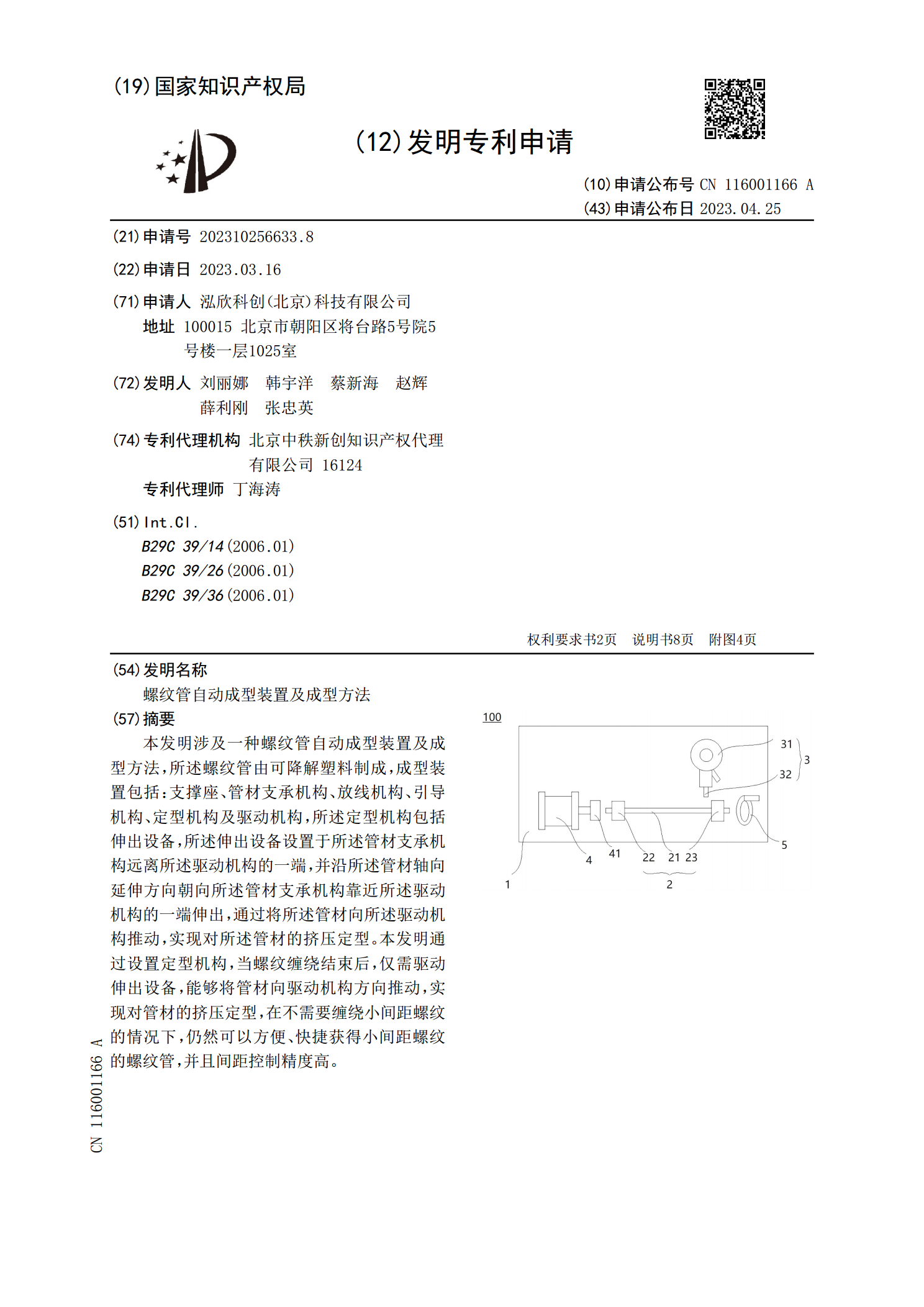
螺纹管自动成型装置及成型方法.pdf
本发明涉及一种螺纹管自动成型装置及成型方法,所述螺纹管由可降解塑料制成,成型装置包括:支撑座、管材支承机构、放线机构、引导机构、定型机构及驱动机构,所述定型机构包括伸出设备,所述伸出设备设置于所述管材支承机构远离所述驱动机构的一端,并沿所述管材轴向延伸方向朝向所述管材支承机构靠近所述驱动机构的一端伸出,通过将所述管材向所述驱动机构推动,实现对所述管材的挤压定型。本发明通过设置定型机构,当螺纹缠绕结束后,仅需驱动伸出设备,能够将管材向驱动机构方向推动,实现对管材的挤压定型,在不需要缠绕小间距螺纹的情况下,仍
孔的成型方法.ppt
孔的成型方法孔的成型方法孔的成型方法孔的成型方法孔的成型方法孔的成型方法孔的成型方法孔的成型方法孔的成型方法孔的成型方法孔的成型方法孔的成型方法孔的成型方法(6)异形孔(6)异形孔(6)异形孔(6)异形孔(6)异形孔③模塑螺纹起止端不能设计退刀槽,也不宜用过渡锥面结构。螺纹端部有大于0.2-0.8mm的无螺纹区,防止螺纹崩裂变形,以提高该处螺纹强度并使得模具结构简单。8.塑件的表面形状强制脱模动作模拟灯座塑料制品的工艺分析二、确定成型设备选择与模塑工艺规程编制二、确定成型设备选择与模塑工艺规程编制

PTH孔成型方法.pdf
本发明实施例提供一种PTH孔成型方法,包括以下步骤:在完成干膜工艺后的PCB板钻出预钻孔,用去离子水润湿预钻孔,接着将然后将润孔完成的PCB板转移至除油剂稀释液中,浸泡至油污被充分溶解,最后将表面油污被充分溶解的所述PCB板转移至盛装有电镀液的镀铜缸内进行电镀,使所述预钻孔孔壁上成型预定厚度的镀铜层而得到PTH孔。本发明实施例通过用去离子水对预钻孔进行润湿操作以充分排出预钻孔内的空气,避免孔内留存空气阻隔而导致孔壁缺铜无法顺利导通线路;另外在电镀镀铜制程前还加设一步除油工艺,避免油污附着而导致后续镀铜失败