
一种留声机外箱加工方法.pdf

永梅****33

1/7

2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种留声机外箱加工方法.pdf
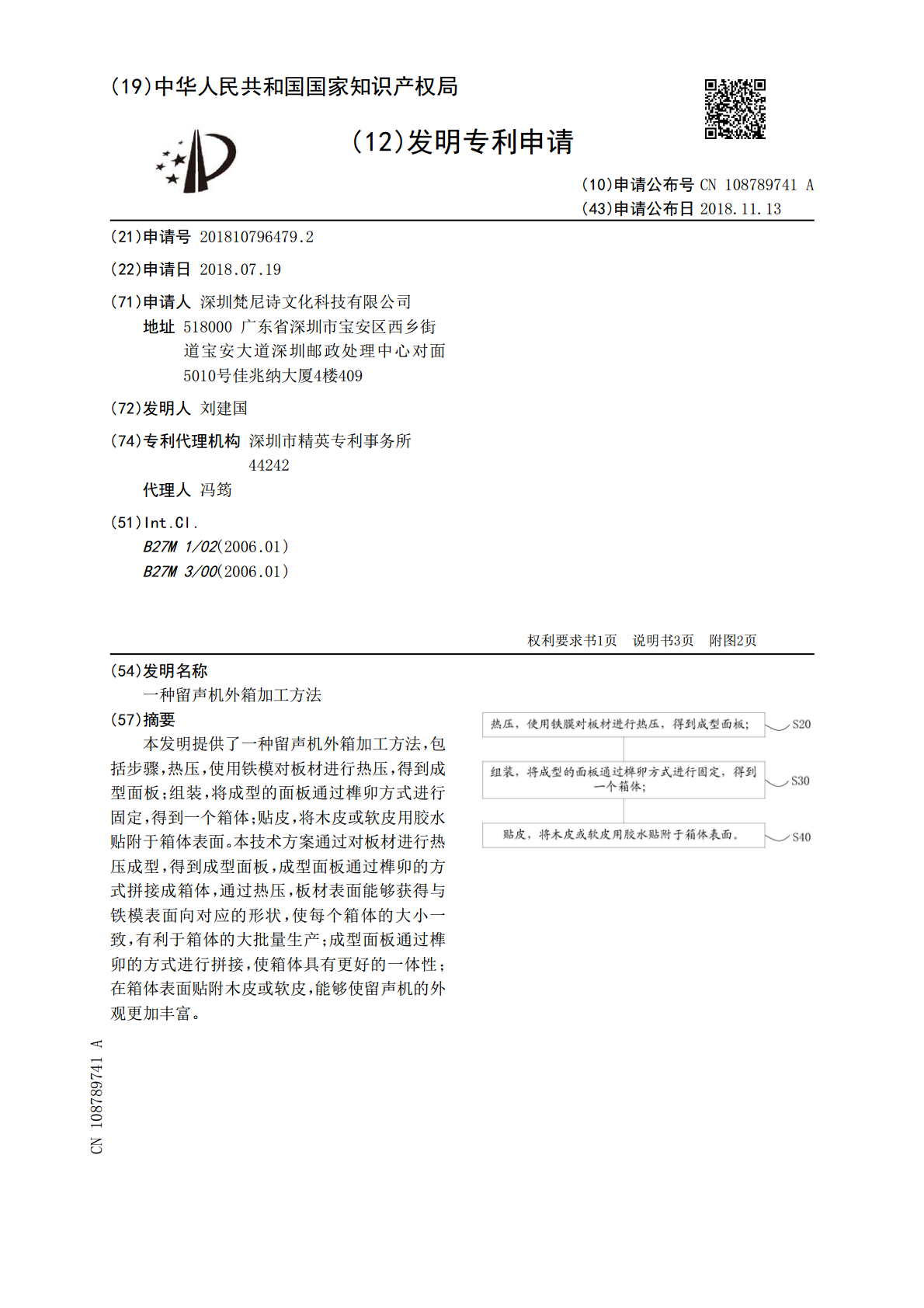
本发明提供了一种留声机外箱加工方法,包括步骤,热压,使用铁模对板材进行热压,得到成型面板;组装,将成型的面板通过榫卯方式进行固定,得到一个箱体;贴皮,将木皮或软皮用胶水贴附于箱体表面。本技术方案通过对板材进行热压成型,得到成型面板,成型面板通过榫卯的方式拼接成箱体,通过热压,板材表面能够获得与铁模表面向对应的形状,使每个箱体的大小一致,有利于箱体的大批量生产;成型面板通过榫卯的方式进行拼接,使箱体具有更好的一体性;在箱体表面贴附木皮或软皮,能够使留声机的外观更加丰富。

一种智能留声机、留声机控制装置及留声机系统.pdf
本发明属于留声机技术领域,提供了一种智能留声机、留声机控制装置及留声机系统。本发明通过采用包括第一无线通信模块、主控模块、唱盘控制模块及唱臂控制模块的智能留声机,通过第一无线通信模块接收留声机控制装置输出的留声机控制指令,通过主控模块根据留声机控制指令输出唱盘控制指令和唱臂控制指令,通过唱盘控制模块根据唱盘控制指令控制唱盘以预设速度旋转或停止旋转,通过唱臂控制模块根据唱臂控制指令控制唱臂摆动,以使唱针与唱盘接触或分离,使得用户可通过留声机控制装置实现对智能留声机的远程操控,操作简单,使用方便。

一种电缆分支箱加工方法.pdf
本发明公开了一种电缆分支箱加工方法,涉及到电力设备技术领域,包括箱体和顶盖,顶盖焊接在箱体顶部,箱体内设置有内腔,箱体内设置有自动保护结构和控温结构,自动保护结构包括油缸、保护板、压力传感器和蜂鸣器,控温结构包括温度传感器、制冷板、气泵和排放管,箱体内设置有控制单元和电源,控制单元和电源通过电线分别与控制单元连接,控制单元通过电线分别与油缸、蜂鸣器、制冷板和气泵连接,内腔的内壁两侧均设置有凹槽,凹槽的内壁内部设置有检测腔,压力传感器安装在检测腔内,保护板卡设在凹槽内,内腔底部设置有安装腔和报警腔,油缸通过

一种留声机.pdf
本发明公开了一种留声机,其包括有留声机箱体、安装在所述箱体上的唱盘以及设于所述箱体内的控制电路,所述留声机箱体内设有至少一与所述控制电路连接的喇叭装置,且该留声机箱体底盖上安装有共振膜,所述底盖下表面对应于共振膜处还设有多个自其表面向下延伸出来的隔板,多个所述隔板以所述底盖的中心点为中心呈放射状分布,每两个相邻隔板之间形成一导音槽。本发明的留声机底盖下表面形成有多个导音槽,其可使气流沿着所述导音槽的侧壁进出,规范气流的运行路径,避免气流混乱或囤积,使得气流运行通畅,提高气流流动的稳定性,使得共振膜振动产生
一种电表箱制造加工成型方法.pdf
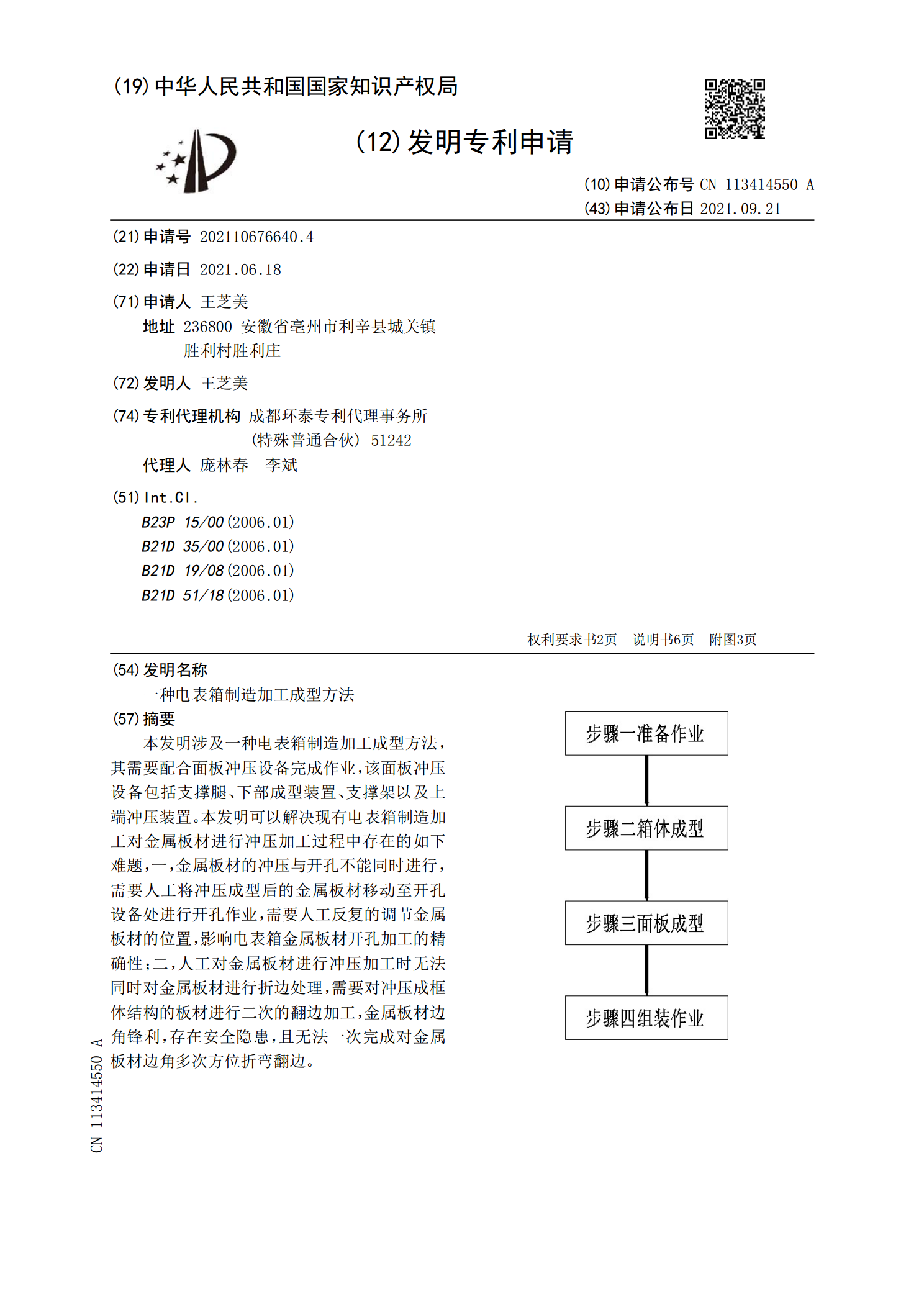
本发明涉及一种电表箱制造加工成型方法,其需要配合面板冲压设备完成作业,该面板冲压设备包括支撑腿、下部成型装置、支撑架以及上端冲压装置。本发明可以解决现有电表箱制造加工对金属板材进行冲压加工过程中存在的如下难题,一,金属板材的冲压与开孔不能同时进行,需要人工将冲压成型后的金属板材移动至开孔设备处进行开孔作业,需要人工反复的调节金属板材的位置,影响电表箱金属板材开孔加工的精确性;二,人工对金属板材进行冲压加工时无法同时对金属板材进行折边处理,需要对冲压成框体结构的板材进行二次的翻边加工,金属板材边角锋利,存在