
一种轴类零件的加工夹具及其使用方法.pdf

努力****凌芹


1/10
2/10
3/10
4/10

5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种轴类零件的加工夹具及其使用方法.pdf
本发明公开了一种轴类零件的加工夹具,属于轴类零件加工领域,所述加工夹具包括端面驱动夹具,所述端面驱动夹具通过卡盘安装到机床转台,所述机床转台具有机床旋转轴;本发明实施例提供的轴类零件的加工夹具,可通过固定轴类加工件的两个端面来受机床旋转轴驱动,从而可以为轴类加工件的其余所有需加工区城留出足够的加工空间。此加工夹具可用于车床,铣床,磨床等各种加工场合,并且一次装夹即可完成所有加工,大大节省了时间,提高了零件的精度。

一种加工带孔轴类零件的磨齿夹具及其使用方法.pdf
本发明具体公开了一种加工带孔轴类零件的磨齿夹具及其使用方法,包括静压芯轴、定位座、导向头和涨套;静压芯轴内开有第一孔,定位座内开有第二孔,导向头内开有第三孔;第一孔、第二孔、涨套的内孔及第三孔相通,形成用于安装导向机构的导向孔;使用时,带孔轴类零件的输入轴位于导向头的上部,导向头伸入输入轴的内孔中。导向机构包括导向杆、弹簧和导向座,当导向杆上顶尖被输入轴压紧时,弹簧收缩,涨套胀紧,将输入轴紧紧地夹持在本磨齿夹具上;加工完成后,涨套收缩,涨套与输入轴之间松动,然后弹簧伸张,导向杆弹出,把输入轴顶出,方便机械
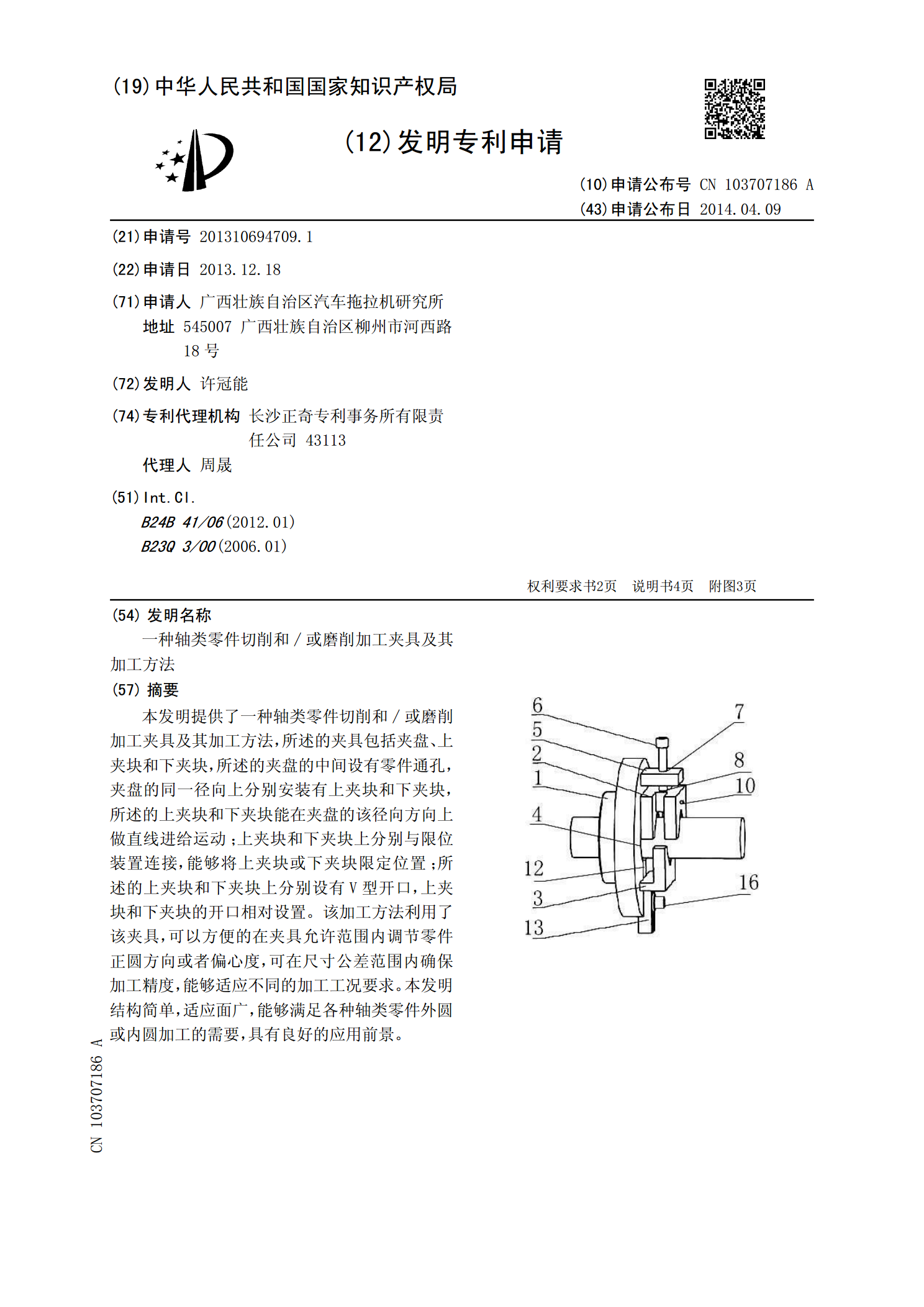
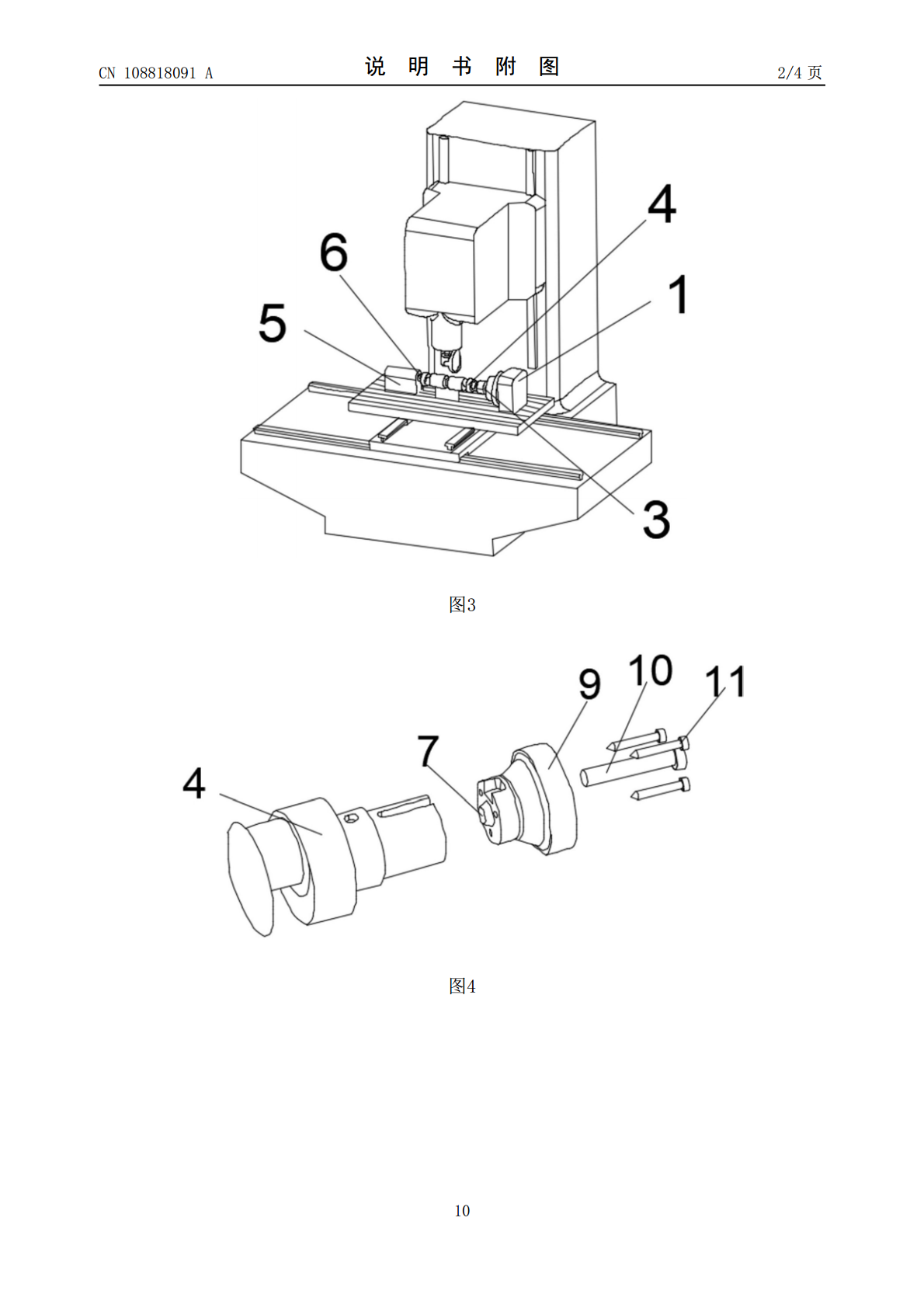
一种轴类零件切削和/或磨削加工夹具及其加工方法.pdf
本发明提供了一种轴类零件切削和/或磨削加工夹具及其加工方法,所述的夹具包括夹盘、上夹块和下夹块,所述的夹盘的中间设有零件通孔,夹盘的同一径向上分别安装有上夹块和下夹块,所述的上夹块和下夹块能在夹盘的该径向方向上做直线进给运动;上夹块和下夹块上分别与限位装置连接,能够将上夹块或下夹块限定位置;所述的上夹块和下夹块上分别设有V型开口,上夹块和下夹块的开口相对设置。该加工方法利用了该夹具,可以方便的在夹具允许范围内调节零件正圆方向或者偏心度,可在尺寸公差范围内确保加工精度,能够适应不同的加工工况要求。本发明结构
一种轴类零件加工自动夹具.pdf
本发明公开了一种轴类零件加工自动夹具,包括底座、固定座、夹紧装置、旋转装置、轴类零件和移动装置,夹紧装置包括圆台、限位柱、齿条、滑动槽、第二齿轮、转动柱、轴承、连接柱、夹环、橡胶垫、第一电机、主动轮、传动带和从动轮,圆台固定连接在第一齿轮上,限位柱固定连接在圆台上,齿条通过滑动槽滑动连接在限位柱上,第二齿轮固定连接在转动柱上,连接柱固定连接在齿条上,夹环固定连接在连接柱上,第一电机固定连接在圆台上,主动轮固定连接在第一电机上,传动带连接在主动轮上,从动轮固定连接在转动柱上,旋转装置包括第一齿轮、定位槽、定
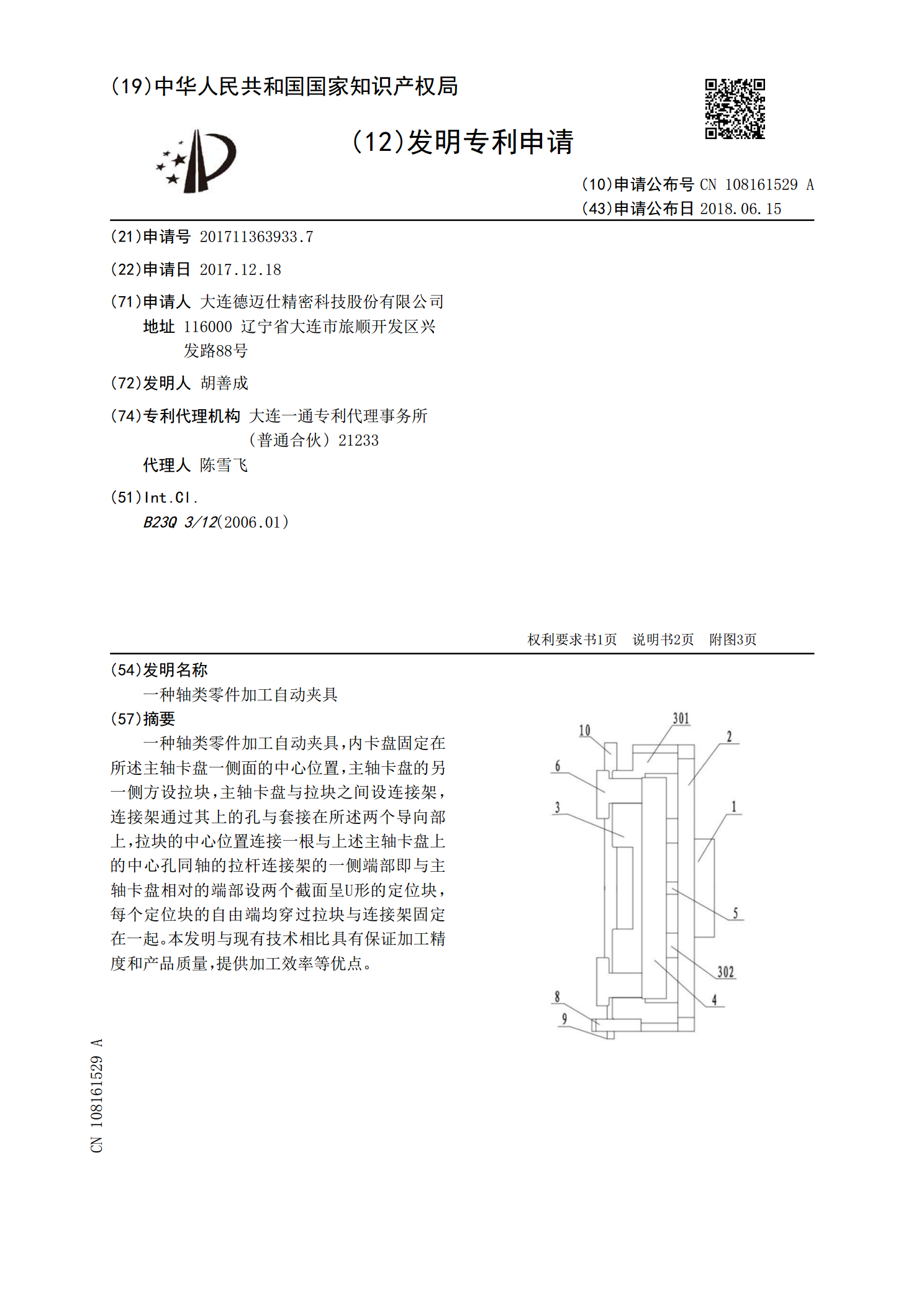
一种轴类零件加工自动夹具.pdf
一种轴类零件加工自动夹具,内卡盘固定在所述主轴卡盘一侧面的中心位置,主轴卡盘的另一侧方设拉块,主轴卡盘与拉块之间设连接架,连接架通过其上的孔与套接在所述两个导向部上,拉块的中心位置连接一根与上述主轴卡盘上的中心孔同轴的拉杆连接架的一侧端部即与主轴卡盘相对的端部设两个截面呈U形的定位块,每个定位块的自由端均穿过拉块与连接架固定在一起。本发明与现有技术相比具有保证加工精度和产品质量,提供加工效率等优点。