
高效电池退火工艺.pdf

海昌****姐淑


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高效电池退火工艺.pdf
本发明涉及太阳能电池片生产技术领域,尤其涉及一种高效电池退火工艺,通过对背钝化后的硅片进行升温烘干,通过负压通气,在步骤4)至6)中一直保持负压状态,将水汽彻底去除干净;通过梯度降温的方式,能够将硅片体内的杂质更充分地析出,减少缺陷与复合;本发明和不使用退火工艺对比,硅片背面无水汽残留,开压平均提高了11mV,电流平均提高了42mA,转换效率提高了0.55%。
改善PERC高效电池片外观小白点的退火工艺.pdf
本发明涉及太阳能电池片技术领域,尤其是一种改善PERC高效电池片外观小白点的退火工艺,该退火工艺包括以下步骤:a:将炉管温度调低为550℃,然后将硅片放入炉管内,随后通入5000±1000sccm氧气,与硅片表面杂质发生氧化反应;b:再向炉管内通入5000±1000sccm氮气进行吹扫,去除硅片表面杂质;c:将炉管内温度提升至700±20℃,然后通入1000sccm氮气用以保护硅片表面,避免二次污染;d:硅片出炉管后降温至550℃,本发明在常规退火工艺去水汽的基础上,能够再次去除硅片表面杂质,并更好的保护

一种高效单晶硅电池的氧化退火工艺.pdf
本发明涉及一种高效单晶硅电池的氧化退火工艺,包括以下步骤,1)进舟;2)升温;3)炉管抽真空并检漏;4)氧化;5)恒温退火,在压力100‑150mbar,温度680‑710℃下维持15‑20min的退火并通入氮气5000‑10000sccm;6)降温退火,在压力100‑150mbar,温度620‑650℃下维持15‑20min的退火并通入氮气10000‑20000sccm;7)充气回压;8)出舟,结束工艺。本发明将常压氧化退火改为低压氧化退火,并在退火过程中采用恒温退火以及降温退火,使得工艺过程中的气体氛
均匀高效退火的太阳电池辐照退火炉.pdf
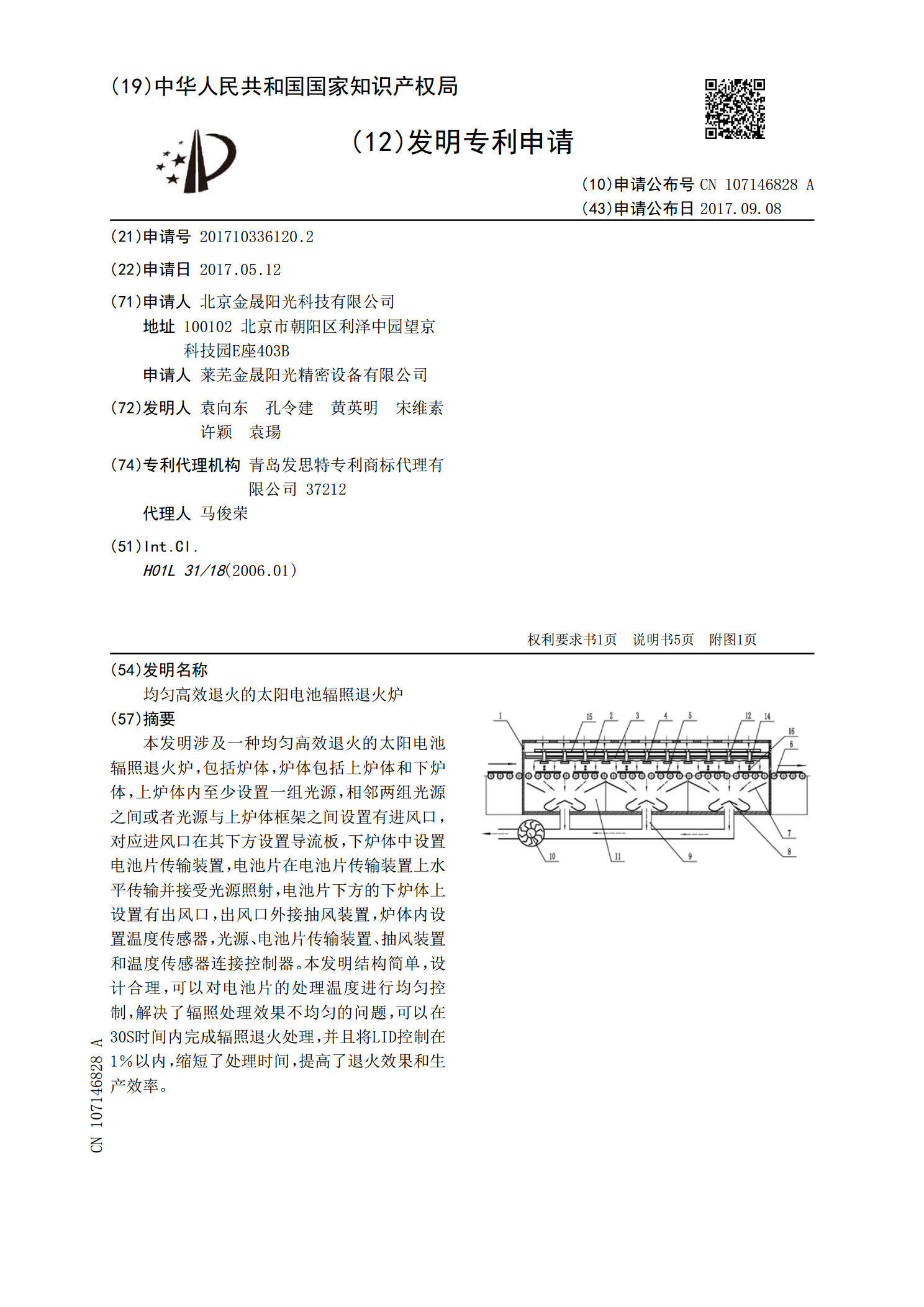
本发明涉及一种均匀高效退火的太阳电池辐照退火炉,包括炉体,炉体包括上炉体和下炉体,上炉体内至少设置一组光源,相邻两组光源之间或者光源与上炉体框架之间设置有进风口,对应进风口在其下方设置导流板,下炉体中设置电池片传输装置,电池片在电池片传输装置上水平传输并接受光源照射,电池片下方的下炉体上设置有出风口,出风口外接抽风装置,炉体内设置温度传感器,光源、电池片传输装置、抽风装置和温度传感器连接控制器。本发明结构简单,设计合理,可以对电池片的处理温度进行均匀控制,解决了辐照处理效果不均匀的问题,可以在30S时间内

高效多晶电池工艺.pdf
高效电池技术简介(一)马桂艳电镀工艺提高晶体硅太阳电池转换效率是太阳电池领域研究的目标,采用光诱导电镀(LightInducedPlating,LIP)技术可以显著降低晶体硅太阳电池的串联电阻,提高填充因子,从而提高太阳电池的转换效率。光诱导电镀就是在电池成品加工完后,在经过一道制程,在正面栅线上电镀一层银,以提高正面栅线的导电性。是一种相对简单,易控制的方法.LIP的优点:1、电镀银致密性较好,有较高的电导率,因此能够降低串联电阻,提升电池的填充因子。2、能够在一定程度上弥补由于印刷造成的栅线缺陷(断栅