
一种行星摆线减速器针齿壳内齿加工方法.pdf

一只****呀9


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种行星摆线减速器针齿壳内齿加工方法.pdf
本发明涉及一种行星摆线减速器针齿壳内齿加工方法,包括以下步骤:⑴.准备好一个已成环形的针齿壳坯体,采用插齿方法加工出一圈均布分布的半圆,单边留0.2‑0.3mm加工余量;⑵.采用内齿磨削方法,磨削半圆孔,单边留0.01‑0.02mm加工余量;⑶.采用豪克能专用加工刀具,进行超声强化半圆孔内表面,采用粗强化‑半精强化‑精强化的方式,达到尺寸要求。本发明提供了一种成型简便、精度更高、表面硬度更高、使用寿命更长的三步法内齿加工方法。解决了现有行星摆线减速器针齿壳内齿加工方法的问题,尤其适合加工行星摆线减速器壳体
一种中空无针齿的内摆线行星减速器.pdf
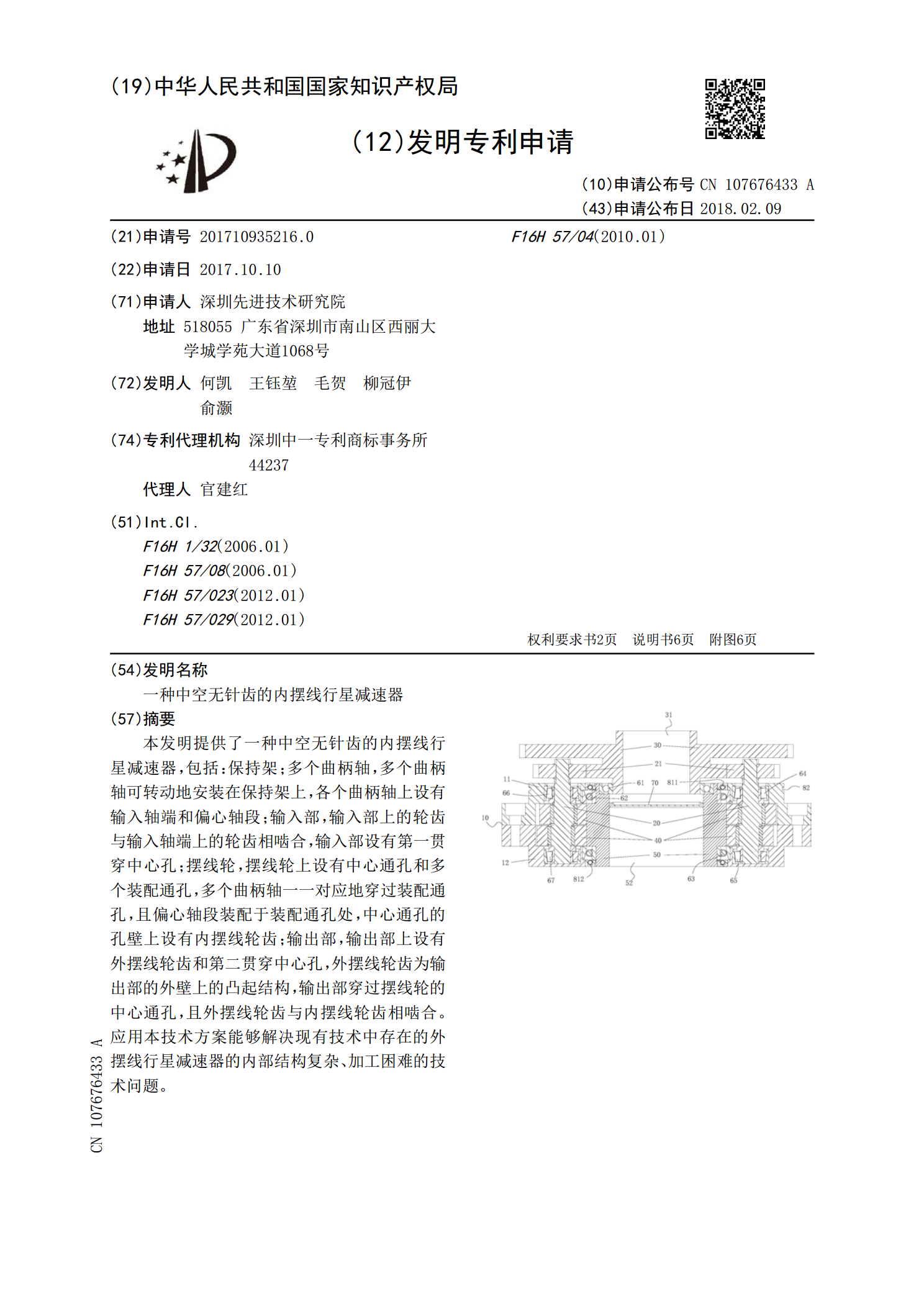
本发明提供了一种中空无针齿的内摆线行星减速器,包括:保持架;多个曲柄轴,多个曲柄轴可转动地安装在保持架上,各个曲柄轴上设有输入轴端和偏心轴段;输入部,输入部上的轮齿与输入轴端上的轮齿相啮合,输入部设有第一贯穿中心孔;摆线轮,摆线轮上设有中心通孔和多个装配通孔,多个曲柄轴一一对应地穿过装配通孔,且偏心轴段装配于装配通孔处,中心通孔的孔壁上设有内摆线轮齿;输出部,输出部上设有外摆线轮齿和第二贯穿中心孔,外摆线轮齿为输出部的外壁上的凸起结构,输出部穿过摆线轮的中心通孔,且外摆线轮齿与内摆线轮齿相啮合。应用本技术
一种行星摆线针轮减速器壳体内齿加工方法及装置.pdf
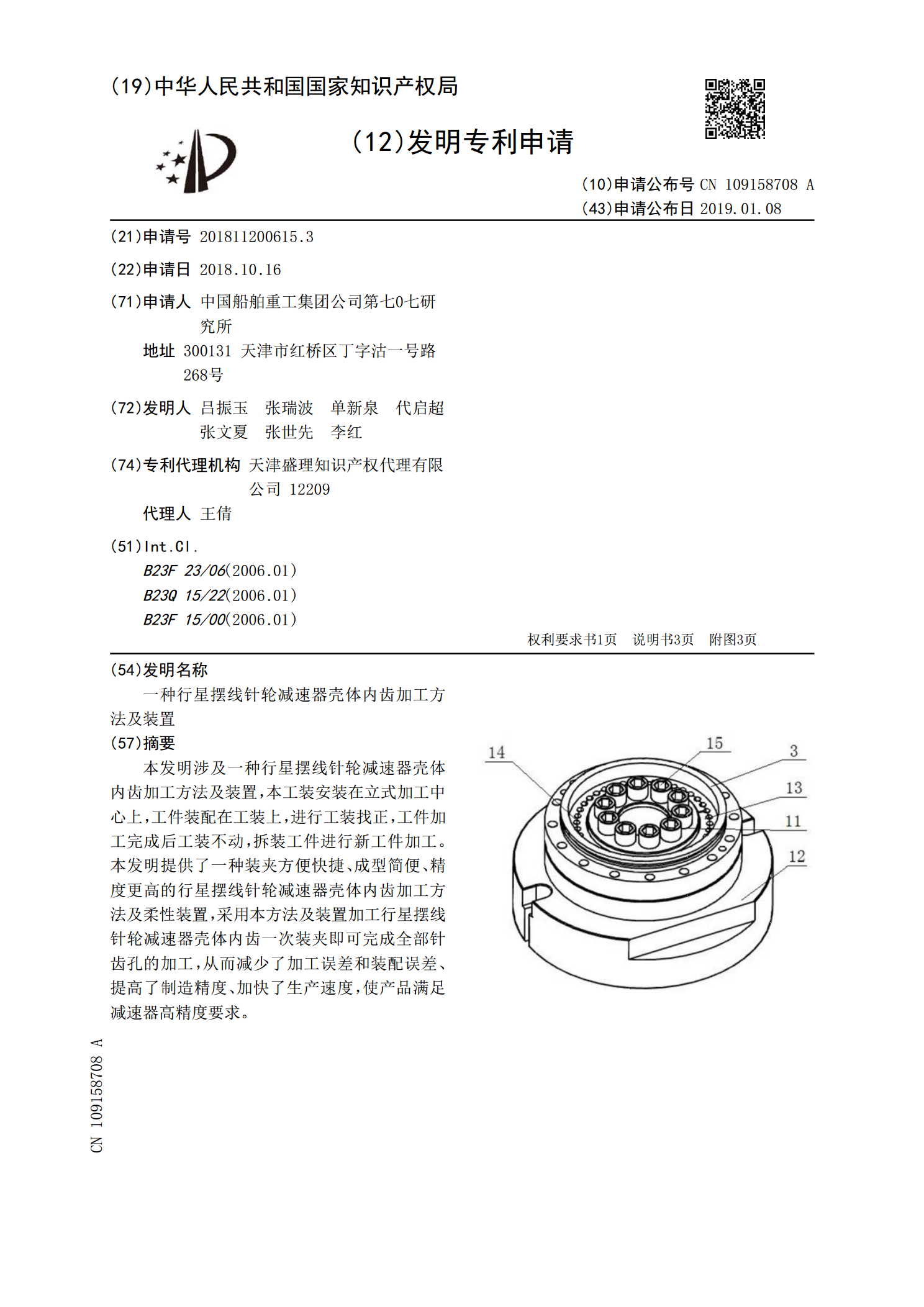
本发明涉及一种行星摆线针轮减速器壳体内齿加工方法及装置,本工装安装在立式加工中心上,工件装配在工装上,进行工装找正,工件加工完成后工装不动,拆装工件进行新工件加工。本发明提供了一种装夹方便快捷、成型简便、精度更高的行星摆线针轮减速器壳体内齿加工方法及柔性装置,采用本方法及装置加工行星摆线针轮减速器壳体内齿一次装夹即可完成全部针齿孔的加工,从而减少了加工误差和装配误差、提高了制造精度、加快了生产速度,使产品满足减速器高精度要求。

一种针齿壳针齿孔加工夹具.pdf
本发明公开了一种针齿壳针齿孔加工夹具,它包括针齿壳定位机构(1),其下端固定有第一齿盘(2);座体(3),置于针齿壳定位机构(1)的下方其上端固定有第二齿盘(4),所述第二齿盘(4)的上端面上设有用于与所述第一齿盘(2)的下端面上的环形齿啮合;升降轴(5),滑动配合于座体(3)中且其一端穿过座体(3)至所述针齿壳定位机构(1)中并与针齿壳定位机构(1)轴向限位周向转动,和传动机构(6),与升降轴(5)相连用于推动针齿壳定位机构(1)向上移动直至所述针齿壳定位机构(1)可沿着升降轴(5)的中轴线转动。本发明
三齿联动双曲柄针轮输出摆线少齿差行星减速器.pdf
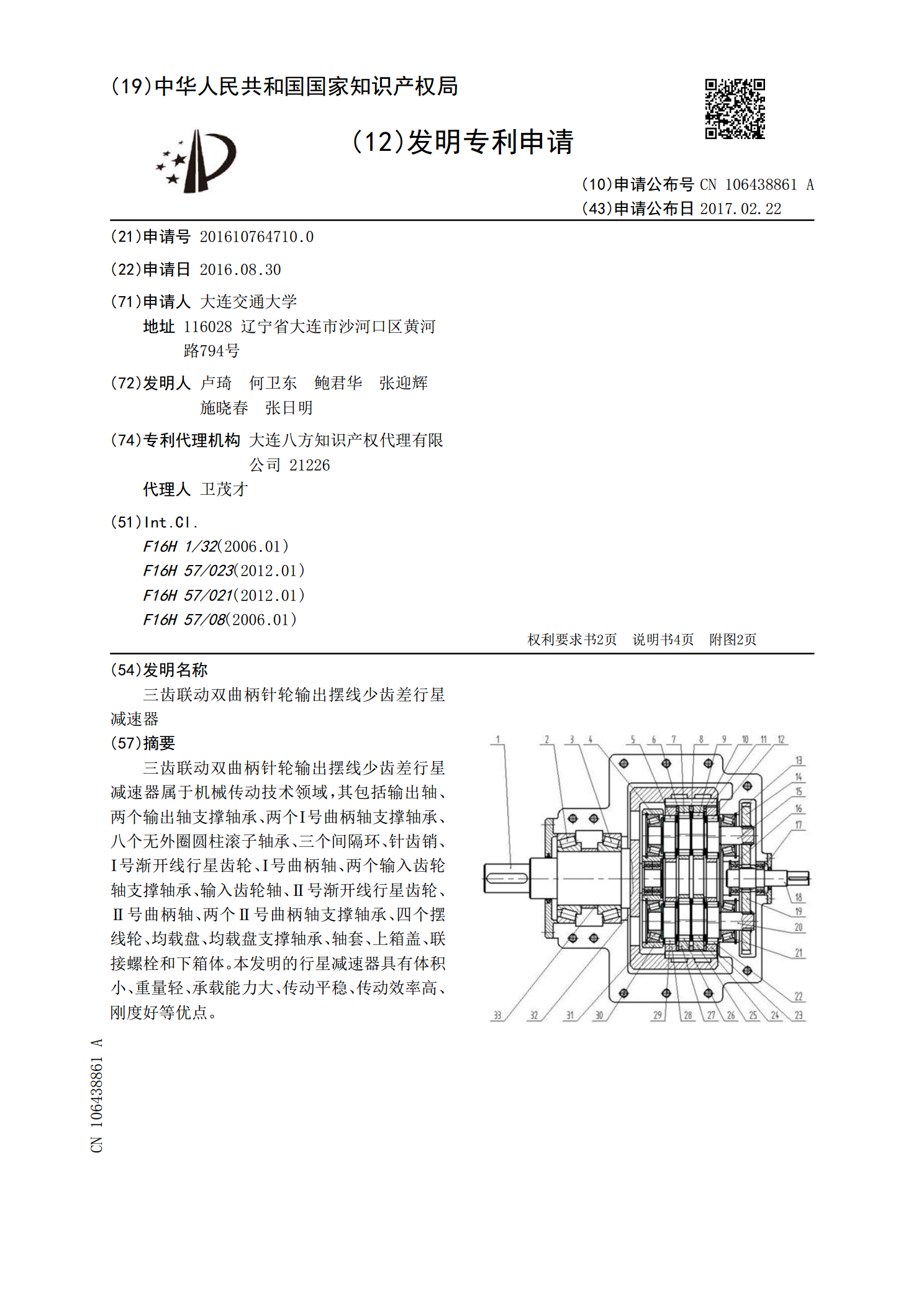
三齿联动双曲柄针轮输出摆线少齿差行星减速器属于机械传动技术领域,其包括输出轴、两个输出轴支撑轴承、两个Ⅰ号曲柄轴支撑轴承、八个无外圈圆柱滚子轴承、三个间隔环、针齿销、Ⅰ号渐开线行星齿轮、Ⅰ号曲柄轴、两个输入齿轮轴支撑轴承、输入齿轮轴、Ⅱ号渐开线行星齿轮、Ⅱ号曲柄轴、两个Ⅱ号曲柄轴支撑轴承、四个摆线轮、均载盘、均载盘支撑轴承、轴套、上箱盖、联接螺栓和下箱体。本发明的行星减速器具有体积小、重量轻、承载能力大、传动平稳、传动效率高、刚度好等优点。