
一种提高陶瓷餐具坯体强度的烧制方法.pdf

康平****ng

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种提高陶瓷餐具坯体强度的烧制方法.pdf
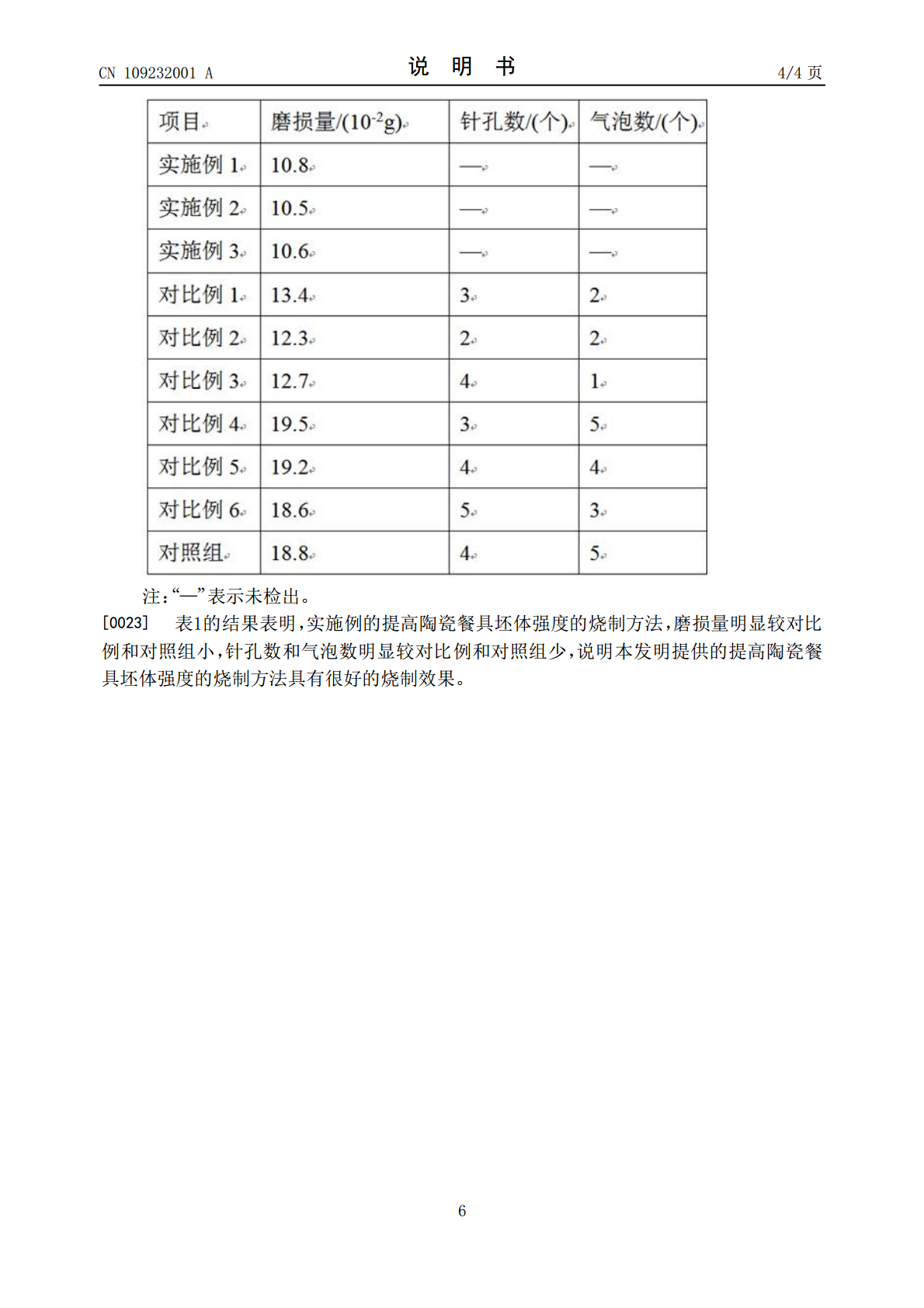
本发明主要涉及陶瓷加工技术领域,公开了一种提高陶瓷餐具坯体强度的烧制方法,包括:初烧、喷雾处理、二次烧制、三次烧制、冷却;本发明提供的提高陶瓷餐具坯体强度的烧制方法,方法简单,得到的陶瓷餐具坯体强度高,表面光滑,耐磨性强,便于施釉,实用性强;将陶瓷餐具生坯置于窑内,先缓慢升温后进行烧制,使坯体内的水分缓慢挥发,避免坯体产生气泡,使坯体致密均匀,细腻光滑,显著提高坯体强度;初烧后向坯体外表面均匀喷雾表面处理液,填充坯体表面可能残留的缝隙,提高餐具的强度和耐磨性。

一种提高陶瓷餐具坯体强度的烧制方法及其窑炉.pdf
本发明公开了一种提高陶瓷餐具坯体强度的烧制方法及其窑炉,包括以下步骤:S1,将陶瓷餐具放置在烧制窑炉中。本发明通过上腔设置由一级电机带动旋转的转轴与转盘,以支撑陶瓷餐具在窑体内进行水平旋转,通过在滤板下端销轴连接密封板,在下腔中设置由二级电机带动旋转的丝杆,利用旋转的丝杆使上下移动的螺母通过支杆对密封板进行牵引支撑,同时也有助于在炉体不灭火的情况下使窑体内的陶瓷餐具实现循序式的温度升降;通过分步烧制陶瓷餐具,并利用喷雾器为旋转运动的陶瓷餐具提供均匀全面的粘合喷雾,以提升其自身的粘合性;分步烧制实现循序式的
烧制陶瓷蜂窝坯体的方法.pdf
一种用于烧制陶瓷蜂窝坯体的方法,所述方法包括:将陶瓷蜂窝生坯体以第一加热速率并在第一氧气水平下从第一温度加热到第二温度。接着,将陶瓷蜂窝生坯体以第二加热速率并在第二氧气水平下从第二温度加热到第三温度。在这一烧制方案中,第二加热速率大于第一加热速率,并且第二氧气水平高于第一氧气水平。另外,在接近有机物挥发释放峰值时将氧气引入到窑中,以将窑的氧气水平从第一氧气水平升高到第二氧气水平。
一种日用陶瓷餐具坯体的加工工艺.pdf
本发明公开了一种日用陶瓷餐具坯体的加工工艺,涉及日用陶瓷技术领域,包括如下步骤:(1)原料制备,(2)泥浆配制,(3)泥浆过滤与脱水,(4)真空练泥,(5)泥料切割,(6)坯体成型,(7)坯体预干燥。本发明通过向原料中添加少量纳米钛白粉与分子筛原粉的方式,来显著提高所制坯体的抗热震性,防止坯体由室温环境瞬时转入窑炉中在持续的高温升温条件下产生裂纹甚至裂缝问题,从而提高坯体烧制后的合格率;坯体通过两级预干燥处理使所含水份缓慢挥发,防止直接将坯体转入窑炉中因含水量骤降而发生变形,从而进一步提高坯体烧制后的合格

一种提高瓷质砖粘结强度的易粘结坯体、包括该易粘结坯体的瓷质砖及制备方法.pdf
本发明公开一种提高瓷质砖粘结强度的易粘结坯体、包括该易粘结坯体的瓷质砖及制备方法。所述易粘结坯体由低压缩比坯体层和均匀分布在所述低压缩比坯体层中的锥状孔洞组成,所述锥状孔洞不贯穿易粘结坯体并分布在相对远离易粘结坯体的装饰面的一侧。本发明可明显提升瓷质砖铺贴时的粘结性能,从而有效避免瓷质砖铺贴过程中的“空鼓、脱落”现象,消除装饰过程中遗留的质量隐患,拓宽瓷质砖的应用范围。