
低压铸造用模具.pdf

篷璐****爱吗


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
低压铸造用模具.pdf
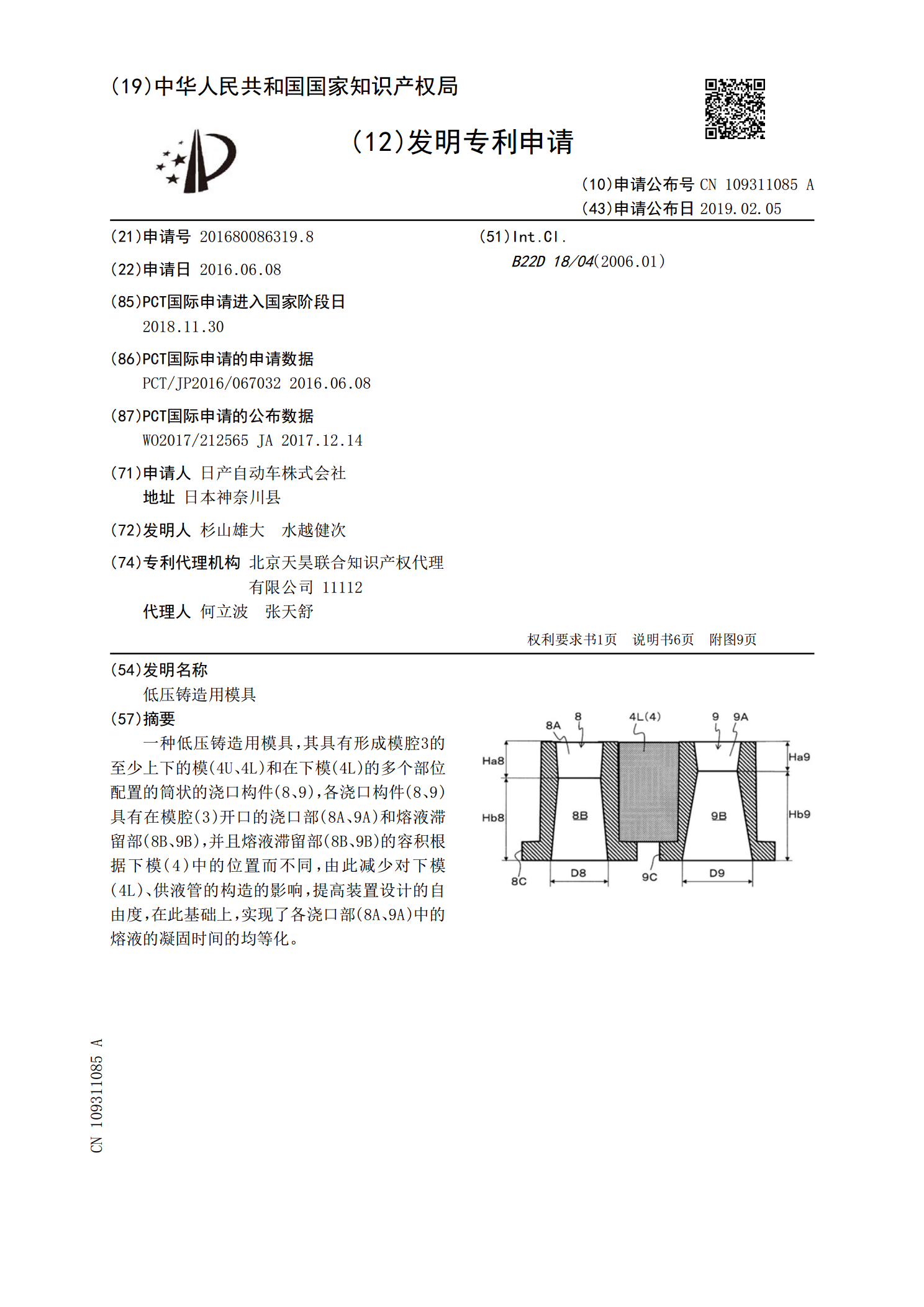
一种低压铸造用模具,其具有形成模腔3的至少上下的模(4U、4L)和在下模(4L)的多个部位配置的筒状的浇口构件(8、9),各浇口构件(8、9)具有在模腔(3)开口的浇口部(8A、9A)和熔液滞留部(8B、9B),并且熔液滞留部(8B、9B)的容积根据下模(4)中的位置而不同,由此减少对下模(4L)、供液管的构造的影响,提高装置设计的自由度,在此基础上,实现了各浇口部(8A、9A)中的熔液的凝固时间的均等化。

低压铸造模具及铸造轮毂的方法.pdf
本发明提供一种低压铸造模具及铸造轮毂的方法,低压铸造模具包括:下模、多个边模、上模和控制装置;多个边模与下模配合形成与待铸轮毂的轮辋相对应的轮辋腔和流道腔,上模与下模和边摸配合形成与待铸轮毂的轮辐相对应的轮辐腔和安装盘相对应的安装腔,与待铸轮毂的上轮唇相对应的上轮缘腔,底板上设有两个浇口腔,流道腔、上轮缘腔、轮辐腔、轮辋腔和安装腔相互连通组成待铸轮毂腔,待铸轮毂腔分别与两个浇口腔相连通。本发明提供的低压铸造模具,从两个浇口腔进料进行往上浇铸,缩短充型时间,稳定性好,采用低压铸造代替锻压得到旋压毛坯,相对锻

一种车用箱体低压铸造模具.pdf
本发明公开了一种车用箱体低压铸造模具,涉及铝合金铸造技术领域,以解决模具排气不均匀而容易形成铸件局部气孔、欠铸或轮廓不清晰等缺陷。其包括上模、下模以及侧模组件,还包括砂芯组件铸件型腔,砂芯组件通过定位底座固定在下模上,定位底座上设有与铸件型腔连通的分流孔,在上模上设有排气通道;砂芯组件相互连通且主砂芯掏空;在上模上设有与铸件型腔连通的排溢系统。通过实施本技术方案,可实现箱体铸造过程中均衡排气,将铸件型腔内气体迅速排出,成型箱体不存在铸件气孔、欠铸或轮廓不清晰等缺陷,产品合格率达到99.9%以上,有效提高成

一种低压铸造模具及适用于该模具的低压铸造的工艺.pdf
本发明涉及低压铸造的技术领域,提出了一种低压铸造模具及适用于该模具的低压铸造的工艺,包括上模和下模,上模与下模相对设置形成浇铸腔,下模上设有浇道,上模上设有排气孔,浇铸腔具有第一浇壁、第二浇壁,还包括,成型上模块和成型下模块,成型上模块设置在上模上,成型下模块设置在下模上,所成型上模块和成型下模块相对设置,且二者间留有缝隙,第一浇壁、第二浇壁、成型上模块,成型下模块用于形成工件的框架结构;成型上模块与成型下模块均为多个,相邻的成型上模块、成型下模块间均留有排气缝。通过上述技术方案,解决了现有技术中挡泥板支

铸造用模具.pdf
本发明提供铸造用模具,包括壳模和蜡芯主体两部分,所述壳模包括冒口、浇道、工件壳模,所述S2冒口的主体为一圆柱腔,其上部开口为与其同心的圆盘空腔,其下部两侧接有所述浇道,所述浇道的外端接有工件壳模,所述工件壳模为一腔体,腔体内轮廓与被加工工件外形相同;所述蜡芯主体包括冒口手柄、透盖和蜡棒,所述透盖为圆盘,圆盘的四周有向下弯曲的下沿,所述冒口手柄穿过其中心,并与其固定连接,所述透盖和所述冒口手柄的外部包裹有一层石蜡。本发明的有益效果是两个挡沙棱的设计使得浇铸过程中散落的砂粒被挡在挡沙棱之外,同时透盖的设计作用