
一种发泡陶瓷磨刷及其制备方法.pdf

丹烟****魔王


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种发泡陶瓷磨刷及其制备方法.pdf
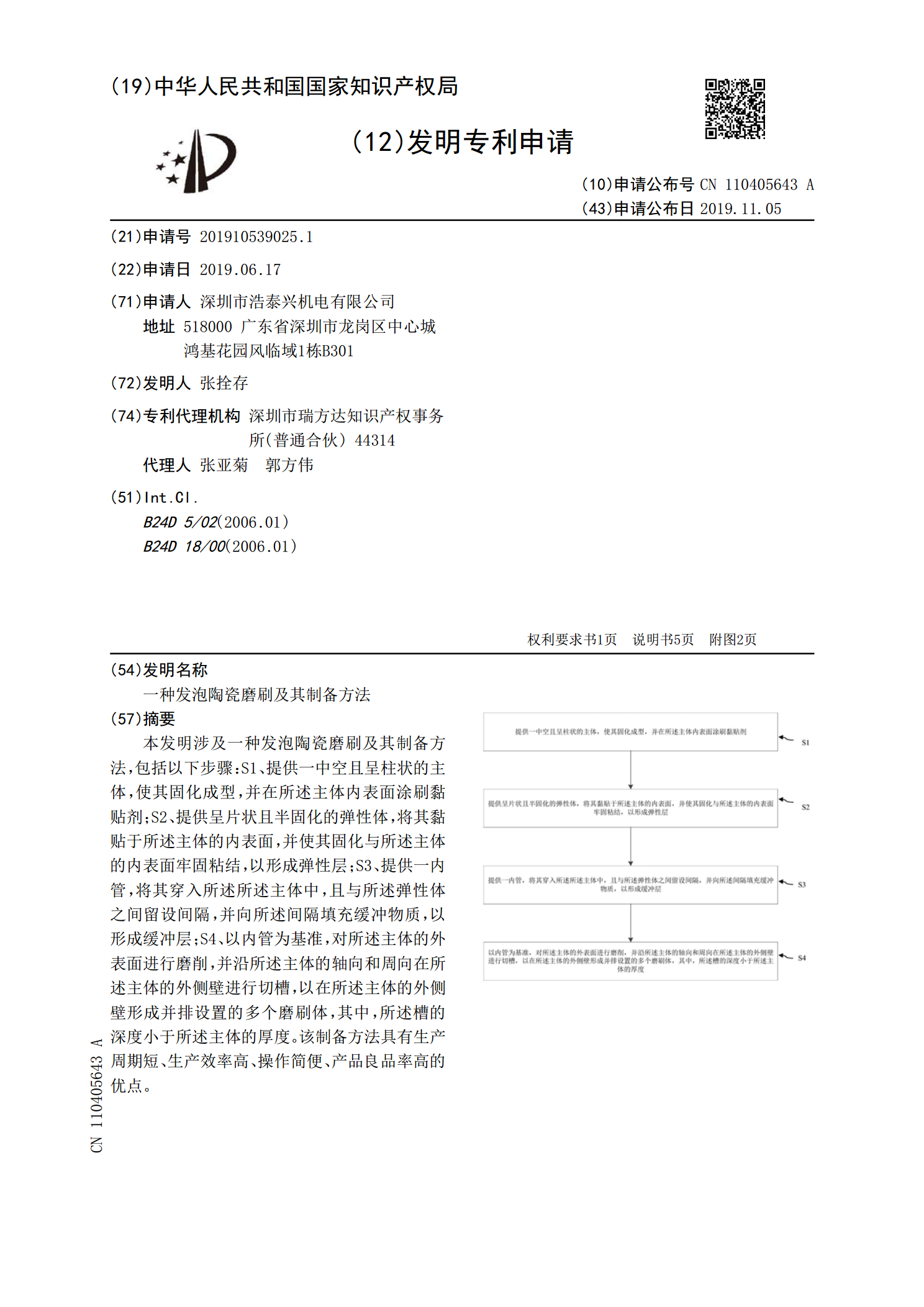
本发明涉及一种发泡陶瓷磨刷及其制备方法,包括以下步骤:S1、提供一中空且呈柱状的主体,使其固化成型,并在所述主体内表面涂刷黏贴剂;S2、提供呈片状且半固化的弹性体,将其黏贴于所述主体的内表面,并使其固化与所述主体的内表面牢固粘结,以形成弹性层;S3、提供一内管,将其穿入所述所述主体中,且与所述弹性体之间留设间隔,并向所述间隔填充缓冲物质,以形成缓冲层;S4、以内管为基准,对所述主体的外表面进行磨削,并沿所述主体的轴向和周向在所述主体的外侧壁进行切槽,以在所述主体的外侧壁形成并排设置的多个磨刷体,其中,所述
发泡陶瓷及其制备方法.pdf
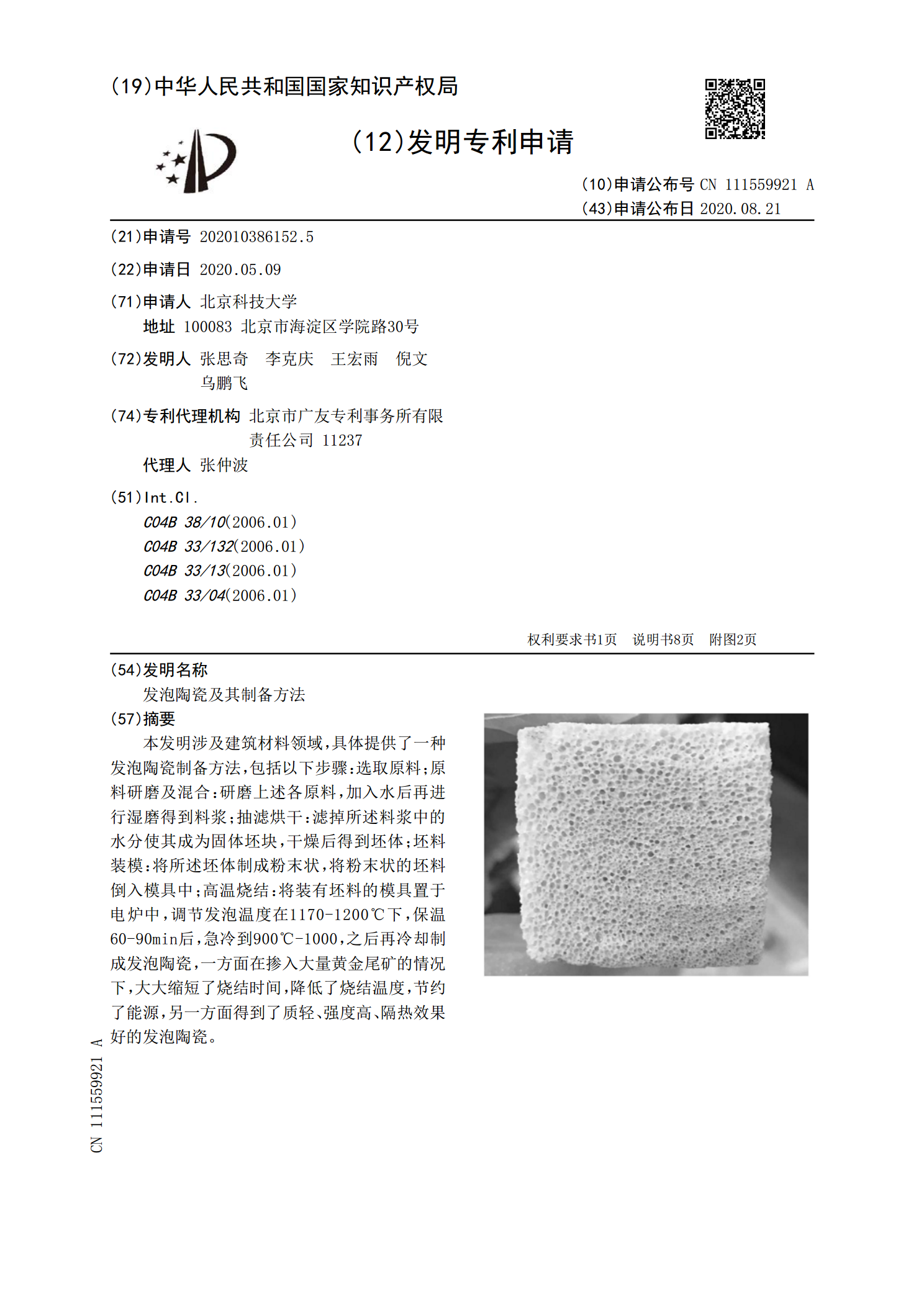
本发明涉及建筑材料领域,具体提供了一种发泡陶瓷制备方法,包括以下步骤:选取原料;原料研磨及混合:研磨上述各原料,加入水后再进行湿磨得到料浆;抽滤烘干:滤掉所述料浆中的水分使其成为固体坯块,干燥后得到坯体;坯料装模:将所述坯体制成粉末状,将粉末状的坯料倒入模具中;高温烧结:将装有坯料的模具置于电炉中,调节发泡温度在1170‑1200℃下,保温60‑90min后,急冷到900℃‑1000,之后再冷却制成发泡陶瓷,一方面在掺入大量黄金尾矿的情况下,大大缩短了烧结时间,降低了烧结温度,节约了能源,另一方面得到了质
一种发泡陶瓷及其制备方法.pdf
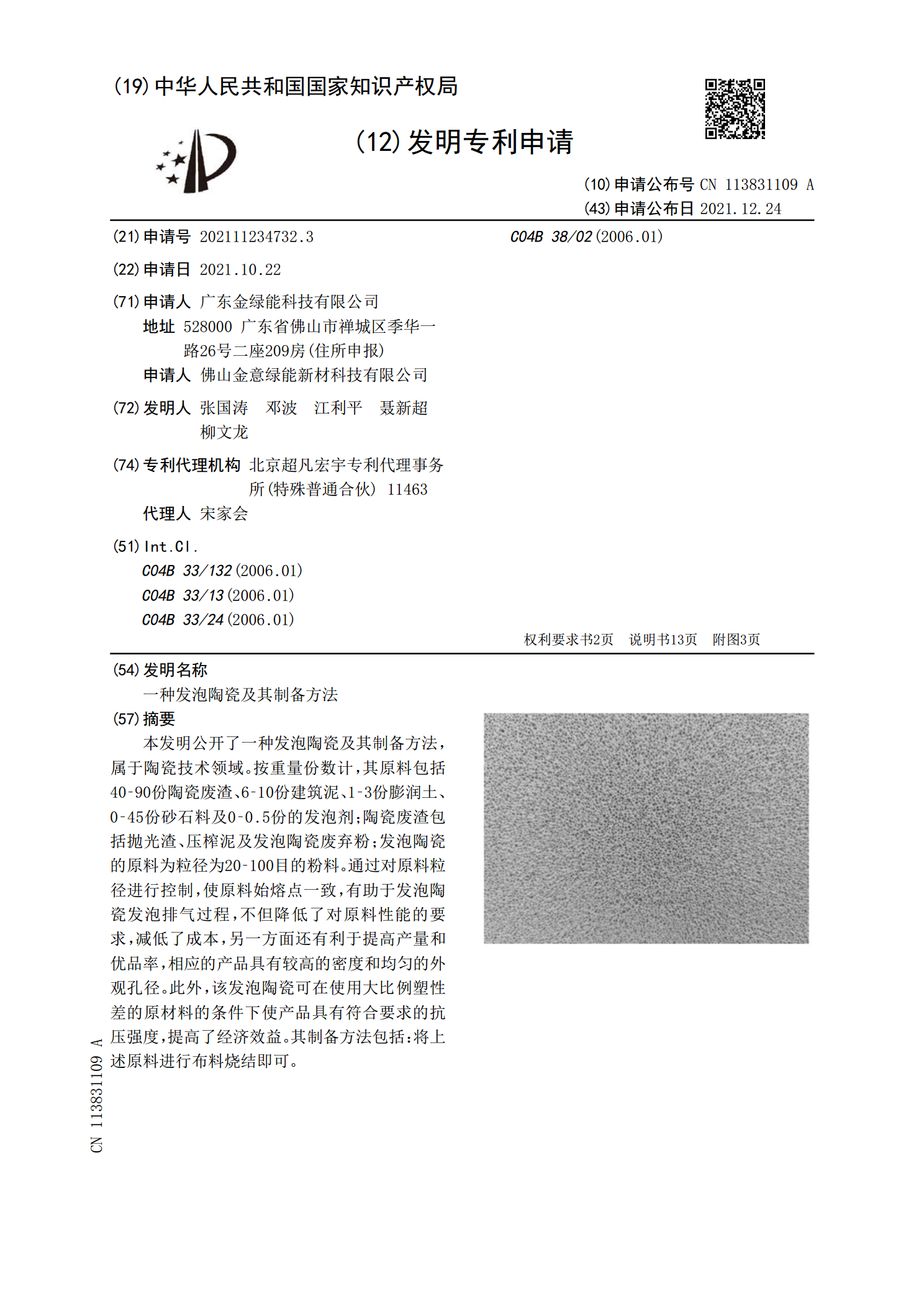
本发明公开了一种发泡陶瓷及其制备方法,属于陶瓷技术领域。按重量份数计,其原料包括40‑90份陶瓷废渣、6‑10份建筑泥、1‑3份膨润土、0‑45份砂石料及0‑0.5份的发泡剂;陶瓷废渣包括抛光渣、压榨泥及发泡陶瓷废弃粉;发泡陶瓷的原料为粒径为20‑100目的粉料。通过对原料粒径进行控制,使原料始熔点一致,有助于发泡陶瓷发泡排气过程,不但降低了对原料性能的要求,减低了成本,另一方面还有利于提高产量和优品率,相应的产品具有较高的密度和均匀的外观孔径。此外,该发泡陶瓷可在使用大比例塑性差的原材料的条件下使产品具
一种发泡陶瓷及其制备方法.pdf
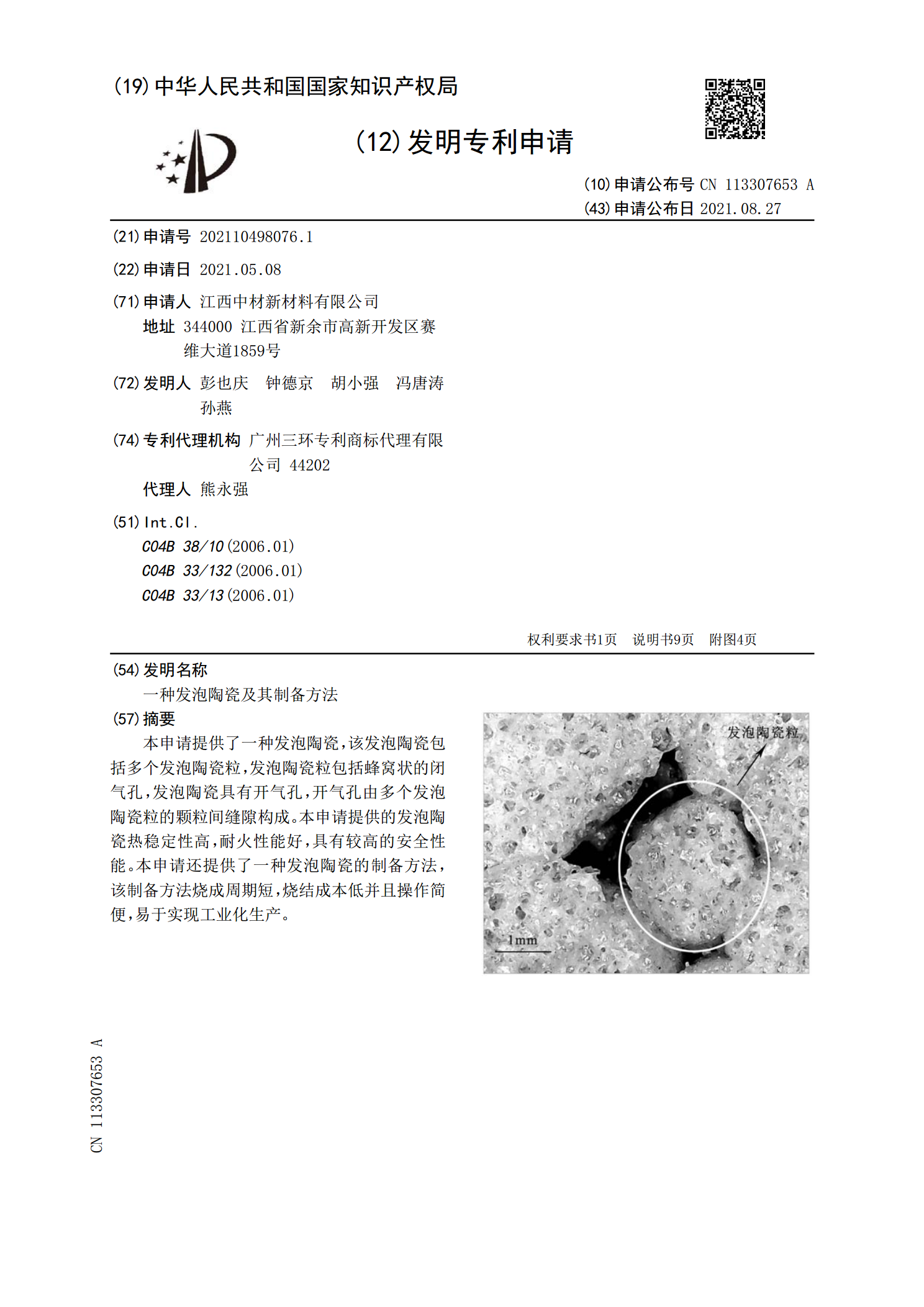
本申请提供了一种发泡陶瓷,该发泡陶瓷包括多个发泡陶瓷粒,发泡陶瓷粒包括蜂窝状的闭气孔,发泡陶瓷具有开气孔,开气孔由多个发泡陶瓷粒的颗粒间缝隙构成。本申请提供的发泡陶瓷热稳定性高,耐火性能好,具有较高的安全性能。本申请还提供了一种发泡陶瓷的制备方法,该制备方法烧成周期短,烧结成本低并且操作简便,易于实现工业化生产。
一种发泡陶瓷及其制备方法.pdf
本发明提供了一种发泡陶瓷制备方法。本发明的发泡陶瓷是将高温炼铁矿渣与硅粉混合均匀后加入发泡剂在800~1200℃下发泡而成,本发明的发泡陶瓷,利用高温炼铁矿渣的余热进行发泡,省去了传统发泡陶瓷制备过程中降温粉碎再升温的过程,杜绝了能源的浪费,并解决了传统发泡陶瓷制备过程中的能耗问题,极大地降低了成本。